You might also like
- The Business Case For Lean Construction... There Is A Better Way!Document1 pageThe Business Case For Lean Construction... There Is A Better Way!MisaelNo ratings yet
- Steps in Construction SchedulingDocument6 pagesSteps in Construction SchedulingBandar AlshammariNo ratings yet
- Case Last Planner SystemDocument20 pagesCase Last Planner Systemtpushkar9208No ratings yet
- Instructor Guide: Autodesk BIM Curriculum 2011 Unit 5: Using BIM in Integrated Project DeliveryDocument39 pagesInstructor Guide: Autodesk BIM Curriculum 2011 Unit 5: Using BIM in Integrated Project DeliveryFernanda UribeNo ratings yet
- Lean ConstructionDocument93 pagesLean ConstructionAshrf Mohamed100% (1)
- Earned Value For Agile ProjectsDocument13 pagesEarned Value For Agile ProjectsMani SelvanNo ratings yet
- Project Management IntroductionDocument56 pagesProject Management IntroductionhabdulhyeNo ratings yet
- Effective Work Breakdown StructuresDocument59 pagesEffective Work Breakdown Structureskrvoliptanje100% (1)
- Project Charter ExampleDocument2 pagesProject Charter ExampleMazhar MahadzirNo ratings yet
- Bicycle Batch ProductionDocument3 pagesBicycle Batch ProductionRamon Emmanuel Luna VazquezNo ratings yet
- Zuma Part1 Solutions+Document12 pagesZuma Part1 Solutions+worldontopNo ratings yet
- Project Manager in TelecommunicationsDocument2 pagesProject Manager in Telecommunicationsapi-79112020No ratings yet
- Lean Construction & Applied BIM - Thomas Strong, Canada EllisDonDocument27 pagesLean Construction & Applied BIM - Thomas Strong, Canada EllisDonHoàng Nhật Khánh100% (2)
- Cost ManagementDocument15 pagesCost ManagementPrecious Diamond DeeNo ratings yet
- What Is Financial ModelingDocument57 pagesWhat Is Financial ModelingbhaskkarNo ratings yet
- Managing To See - S+BDocument9 pagesManaging To See - S+BmokitiNo ratings yet
- Managing Project Stakeholders SAMPLE Participant GuideDocument23 pagesManaging Project Stakeholders SAMPLE Participant GuideMelissa CulbertsonNo ratings yet
- Work Breakdown StructureDocument8 pagesWork Breakdown StructureAmrut YalagiNo ratings yet
- Kano Model: Erica Lynn Farmer Cmq/Oe, CSSBB, MBBDocument23 pagesKano Model: Erica Lynn Farmer Cmq/Oe, CSSBB, MBBFaisal Taquie100% (1)
- Introduction To Project ManagementDocument58 pagesIntroduction To Project ManagementHamis Rabiam MagundaNo ratings yet
- NextGen Michigan Project Management GuidebookDocument43 pagesNextGen Michigan Project Management GuidebookGabriel ZsoldosNo ratings yet
- The Toyota Way - Chapters 1 - 3Document10 pagesThe Toyota Way - Chapters 1 - 3Juan PabloNo ratings yet
- Students Reports Foreman Delay SurveyDocument18 pagesStudents Reports Foreman Delay Surveyvalkiria112No ratings yet
- PM Case StudyDocument15 pagesPM Case Studyposktova50% (2)
- Analysis of Lean Construction by Using Last Planner SystemDocument14 pagesAnalysis of Lean Construction by Using Last Planner SystemJancarlo Mendoza MartínezNo ratings yet
- Concept Development & Selection: Prepared by Prof. Margaret Bailey (ME)Document26 pagesConcept Development & Selection: Prepared by Prof. Margaret Bailey (ME)nandini pNo ratings yet
- Risk ManagementDocument33 pagesRisk ManagementStephen PennNo ratings yet
- SummaryDocument41 pagesSummarySULIMANABED50% (2)
- BIM-lean Construction-A Case StudyDocument10 pagesBIM-lean Construction-A Case StudyGiang LamNo ratings yet
- Estimating Techniques GuideDocument46 pagesEstimating Techniques GuidephanindrakishoreNo ratings yet
- OKR Strategy Session OutlineDocument4 pagesOKR Strategy Session OutlineYannick MayengaNo ratings yet
- LEAN Last Planner CPSDocument8 pagesLEAN Last Planner CPSPratap Reddy VasipalliNo ratings yet
- Case Study of Woody Woodworking CompanyDocument11 pagesCase Study of Woody Woodworking CompanyRenz Edward Corral100% (1)
- Site ConstructionDocument178 pagesSite ConstructionspahicdaniloNo ratings yet
- TCM General OverviewDocument27 pagesTCM General OverviewddiinnssNo ratings yet
- Project ManagementDocument13 pagesProject Managementalberto micheliniNo ratings yet
- 2011 UK Construction Industry KPI ReportDocument30 pages2011 UK Construction Industry KPI ReportNicolae VedovelliNo ratings yet
- Project Management WorkbookDocument4 pagesProject Management WorkbookAr Puneet Arora33% (6)
- AGC - LCEP - PPT - Lean Executive Course WLKDocument17 pagesAGC - LCEP - PPT - Lean Executive Course WLKMohamed AhmedNo ratings yet
- C.4 Guaranteed Maximum Price (June 2014)Document10 pagesC.4 Guaranteed Maximum Price (June 2014)Jose NavarroNo ratings yet
- Nagpur Class - Project Management - FinalDocument270 pagesNagpur Class - Project Management - FinalNavdeep SinghNo ratings yet
- 1 - Construction ProcessDocument19 pages1 - Construction Processfaruq_basriNo ratings yet
- STO Navigator PresentationDocument40 pagesSTO Navigator PresentationAlfonso BlanchardNo ratings yet
- Brain v.24.3 PDFDocument70 pagesBrain v.24.3 PDFPrahase CatalinNo ratings yet
- Make Success Measurable! A Summary by Salah Elbakkous, Sr. Sys. AnalystDocument1 pageMake Success Measurable! A Summary by Salah Elbakkous, Sr. Sys. AnalystSalah ElbakkoushNo ratings yet
- Sydney Metro City Southwest Chatswood To Sydenham EIS NewsletterDocument6 pagesSydney Metro City Southwest Chatswood To Sydenham EIS NewsletterFelix Kharis YohendiNo ratings yet
- Strategic Capacity Planning For Products and ServicesDocument63 pagesStrategic Capacity Planning For Products and ServicesCRIS JEFFERSON JUANNo ratings yet
- Becoming Lean Pocket GuideDocument28 pagesBecoming Lean Pocket GuideQuân NgôNo ratings yet
- Head First PMP 54Document1 pageHead First PMP 54Alexander DrakeNo ratings yet
- Whole Life CostingDocument26 pagesWhole Life CostingshimzNo ratings yet
- The 14 Principles of The Toyota WayDocument4 pagesThe 14 Principles of The Toyota Waybsushma23No ratings yet
- Fundamentals of Project ManagementDocument32 pagesFundamentals of Project ManagementShreyas100% (1)
- Designing A Management Development ProgramDocument5 pagesDesigning A Management Development ProgramSunnia TalhaNo ratings yet
- Creating Work Breakdown Structure & It's ImportanceDocument37 pagesCreating Work Breakdown Structure & It's ImportanceFawad_cNo ratings yet
- Project Management FlowDocument2 pagesProject Management Flowtolu0% (1)
- Building Services Engineering A Complete Guide - 2020 EditionFrom EverandBuilding Services Engineering A Complete Guide - 2020 EditionNo ratings yet
- Sundaram Clayton Winning The Deming PrizeDocument24 pagesSundaram Clayton Winning The Deming Prizetom hankNo ratings yet
- Case Report 4 - HP Deskjet PrintersDocument3 pagesCase Report 4 - HP Deskjet PrintersnicktimmonsNo ratings yet
- SAP PP Tcodes (Transaction Codes)Document7 pagesSAP PP Tcodes (Transaction Codes)GoliBharggav100% (1)
- For Pressure Vessels and Columns (Bidding Stage)Document2 pagesFor Pressure Vessels and Columns (Bidding Stage)SYedZYnAleNo ratings yet
- Logistics Section 01 IntroductionDocument40 pagesLogistics Section 01 IntroductionNgọc Nhung Vũ100% (2)
- CH 6 Noreen Sample Exam Questions F2012 Acct206 2 MTDocument20 pagesCH 6 Noreen Sample Exam Questions F2012 Acct206 2 MTKimberly Claire AtienzaNo ratings yet
- Sqa LecturesDocument21 pagesSqa LecturesVanessa SarahNo ratings yet
- 專業術語Document21 pages專業術語Tsun-Wu LiuNo ratings yet
- Barilla Case Presentation - FinalDocument25 pagesBarilla Case Presentation - FinalManoj KothariNo ratings yet
- Chanel Mobile Art Case StudyDocument8 pagesChanel Mobile Art Case StudyArchitecture Parametric100% (1)
- British Standard: A Single Copy of This British Standard Is Licensed ToDocument23 pagesBritish Standard: A Single Copy of This British Standard Is Licensed ToFREDNo ratings yet
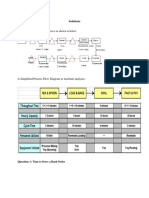
- Solutions: The Flow Diagram of The Process Is As Shown As BelowDocument5 pagesSolutions: The Flow Diagram of The Process Is As Shown As BelowMsAlis AlisNo ratings yet
- Cassini - PLM BrochureDocument4 pagesCassini - PLM BrochureNaresh KumarNo ratings yet
- Managing For Quality and Performance Excellence 10th Edition Evans Test BankDocument28 pagesManaging For Quality and Performance Excellence 10th Edition Evans Test Bankjamesstokesmfyqdrocjp100% (35)
- Production and Materials ManagementDocument277 pagesProduction and Materials ManagementSM FriendNo ratings yet
- Operation ManagementDocument18 pagesOperation ManagementmialossNo ratings yet
- Poster 'I Want To Be ' - Rev0Document4 pagesPoster 'I Want To Be ' - Rev0hafizahmad84No ratings yet
- IATF 16949 - 2016 - List of Mandatory DocumentsDocument3 pagesIATF 16949 - 2016 - List of Mandatory DocumentsSenthil_KNo ratings yet
- Production and Operations Management: Design of Production SystemsDocument17 pagesProduction and Operations Management: Design of Production SystemsshailythakurNo ratings yet
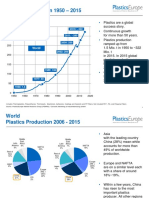
- The Plastic Industry Berlin Aug 2016Document8 pagesThe Plastic Industry Berlin Aug 2016Oribuyaku DamiNo ratings yet
- CH 6 Production Theory Ing-IndoDocument63 pagesCH 6 Production Theory Ing-IndoNovhendraNo ratings yet
- Temu 13. Manajemen Mutu Pangan TerpaduDocument17 pagesTemu 13. Manajemen Mutu Pangan Terpadunatasya amabelNo ratings yet
- Faculty of Engineering School of Mechanical andDocument10 pagesFaculty of Engineering School of Mechanical andchaitankumaryadav007No ratings yet
- Persico Automotive BrochureDocument16 pagesPersico Automotive Brochurepedro zunigaNo ratings yet
- Cutting Force Thrust ForceDocument1 pageCutting Force Thrust ForcepmagrawalNo ratings yet
- Iso 9004-1-1994Document31 pagesIso 9004-1-1994Davood OkhovatNo ratings yet
- Coursehero ch03Document22 pagesCoursehero ch03mawandeNo ratings yet
- Product, Process and Schedule DesignDocument48 pagesProduct, Process and Schedule Designjeff09028850% (2)
- LEAN Six Sigma Black Belt Project - Mark AinsworthDocument41 pagesLEAN Six Sigma Black Belt Project - Mark AinsworthMark AinsworthNo ratings yet
- Cost of QualityDocument24 pagesCost of QualityThejaswiniNo ratings yet