You might also like
- The Marine Corrosion Process and Control: Design Guides for Oil and Gas FacilitiesFrom EverandThe Marine Corrosion Process and Control: Design Guides for Oil and Gas FacilitiesNo ratings yet
- Interfaces in Polymer Matrix Composites: Composite Materials, Vol. 6From EverandInterfaces in Polymer Matrix Composites: Composite Materials, Vol. 6No ratings yet
- Fatigue and FractureDocument111 pagesFatigue and FractureDharmendra JainNo ratings yet
- Creep Fatigue From Boiler Tubes, View From The Penthouse Fall 2006Document1 pageCreep Fatigue From Boiler Tubes, View From The Penthouse Fall 2006David N. French MetallurgistsNo ratings yet
- Steel MicrostructureDocument63 pagesSteel Microstructurezerimar333No ratings yet
- Aws Practicle Reference Guide For Welding Metallurgy-1999Document34 pagesAws Practicle Reference Guide For Welding Metallurgy-1999Yasser Hammad MohamedNo ratings yet
- Effect of Grain Size On Mechanical Properties of SteelDocument8 pagesEffect of Grain Size On Mechanical Properties of SteelAlok JhaNo ratings yet
- Corrosion On BoatsDocument5 pagesCorrosion On BoatsMarcos GonzalezNo ratings yet
- Structural Integrity Assessment of Aging Fixed Steel Offshore Jacket PlatformsDocument11 pagesStructural Integrity Assessment of Aging Fixed Steel Offshore Jacket PlatformsEd Mulford100% (1)
- Study of The Corrosion Resistance of Ship Aluminium AlloysDocument29 pagesStudy of The Corrosion Resistance of Ship Aluminium AlloysANTON HARSENONo ratings yet
- DAFTAR COFFEE SHOP DI LUAR JABODETABEKDocument5 pagesDAFTAR COFFEE SHOP DI LUAR JABODETABEKSuwito S. PdNo ratings yet
- Simplified Procedures For Fatigue Assessement of Ship Structures PDFDocument9 pagesSimplified Procedures For Fatigue Assessement of Ship Structures PDFsyabilNo ratings yet
- Corrosion Prevention 1-4Document77 pagesCorrosion Prevention 1-4Anonymous nFGwmwv9No ratings yet
- Composite in Marine ApplicationsDocument12 pagesComposite in Marine ApplicationsJithin Devan PadincharayilNo ratings yet
- Bonded Flexible PipeDocument6 pagesBonded Flexible PipeKumar NoriNo ratings yet
- Physics of Welding Arc ZonesDocument6 pagesPhysics of Welding Arc Zonesabraham silva hernandez0% (1)
- Evaluation of Fracture Toughness of WeldedDocument61 pagesEvaluation of Fracture Toughness of WeldedsureshkumarNo ratings yet
- Boat Lift SystemDocument44 pagesBoat Lift Systemteccvm50% (2)
- Corrosion Control PDFDocument17 pagesCorrosion Control PDFKarim Abd ElazizNo ratings yet
- Marine EquipmentsDocument35 pagesMarine Equipments123habib123fikriNo ratings yet
- Dry and Wet WeldingDocument21 pagesDry and Wet WeldingEmechatronix100% (1)
- Naval Corrosion - Causes and Prevention PDFDocument6 pagesNaval Corrosion - Causes and Prevention PDFRagerishcire KanaalaqNo ratings yet
- Hull Coating BreakdownDocument18 pagesHull Coating Breakdownswapneel_kulkarniNo ratings yet
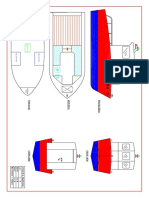
- Fishing Boat 5m Dili-1 General ArrangementDocument1 pageFishing Boat 5m Dili-1 General Arrangementganda irvanNo ratings yet
- Emissions from Shipping and Fishery AnodesDocument47 pagesEmissions from Shipping and Fishery AnodesMohammed Shareef ShaikhNo ratings yet
- 520 Floatingdocks e 2019Document19 pages520 Floatingdocks e 2019Kaung Sett LynnNo ratings yet
- Importance of Macro Etch Testing of WeldsDocument5 pagesImportance of Macro Etch Testing of WeldsHoang Lam100% (1)
- Vertical Wave-in-Deck Loading and Pressure Distribution On Fixed Horizontal Decks of Offshore PlatformsISOPE-I-14-058Document9 pagesVertical Wave-in-Deck Loading and Pressure Distribution On Fixed Horizontal Decks of Offshore PlatformsISOPE-I-14-058klop disposableNo ratings yet
- Cathodic protection vs coatings for tank corrosionDocument73 pagesCathodic protection vs coatings for tank corrosionhfguavita100% (1)
- Engineering Ethics Case StudiesDocument68 pagesEngineering Ethics Case StudiesMadhuNo ratings yet
- Den-Jet Ce20-500 - Master Mariner Manual - Dec 2017Document40 pagesDen-Jet Ce20-500 - Master Mariner Manual - Dec 2017First LastNo ratings yet
- New Reinforced Concrete Corroded ColumnsDocument23 pagesNew Reinforced Concrete Corroded ColumnsZaheer Shaik50% (4)
- Marine CoatingsDocument145 pagesMarine CoatingsAlexander MaksaevNo ratings yet
- Redefining Antifouling CoatingsDocument8 pagesRedefining Antifouling CoatingsMilagros MorantesNo ratings yet
- Underwater Welding EssayDocument11 pagesUnderwater Welding Essayapi-248835946No ratings yet
- Marine Pollution Bulletin Review of Antifouling StrategiesDocument13 pagesMarine Pollution Bulletin Review of Antifouling StrategiessidneidecarvalhoNo ratings yet
- Malhotra - 2011 - Selection, Design and Construction of OWT FoundationsDocument36 pagesMalhotra - 2011 - Selection, Design and Construction of OWT Foundationsali381No ratings yet
- CFD Simulation of Wave-In-Deck Loads On Offshore Structures: Adam Olsson Martin TunlidDocument92 pagesCFD Simulation of Wave-In-Deck Loads On Offshore Structures: Adam Olsson Martin TunlidGrant HosieNo ratings yet
- Ship and Boat Building and Repair-3Document5 pagesShip and Boat Building and Repair-3navalmamunNo ratings yet
- Hand BookDocument300 pagesHand BookGregEverett2No ratings yet
- Guidelinesfor Fabricating&Processing Plate SteelDocument97 pagesGuidelinesfor Fabricating&Processing Plate SteelFIM SA100% (1)
- A Comprehensive Review of Recent Advances On Surfactant Architectures and Their Applications For Unconventional ReservoirsDocument47 pagesA Comprehensive Review of Recent Advances On Surfactant Architectures and Their Applications For Unconventional ReservoirsRuth Santos NaranjoNo ratings yet
- MDK-341 Ship Construction Structure OverviewDocument108 pagesMDK-341 Ship Construction Structure OverviewChristopher Hawley100% (1)
- Trending Causes Marine IncidentsDocument10 pagesTrending Causes Marine IncidentsVinod DsouzaNo ratings yet
- Chapter 7 Heat Treatment of Carbon SteelDocument26 pagesChapter 7 Heat Treatment of Carbon SteelTeptep GonzalesNo ratings yet
- Welding Handbook Maritime UnitorDocument552 pagesWelding Handbook Maritime UnitorPeter BournelisNo ratings yet
- Eni - E&P Division Produced Water Management Corrosion Connected To Produced WaterDocument35 pagesEni - E&P Division Produced Water Management Corrosion Connected To Produced WaterPabel LemaNo ratings yet
- Corrosion Science and Engineering - Course Material PDFDocument481 pagesCorrosion Science and Engineering - Course Material PDFDeepak UpadhyayNo ratings yet
- Basic of CorrosionDocument67 pagesBasic of Corrosionkenzsugiyanto100% (1)
- CUI PresentationDocument31 pagesCUI Presentationkarlita01No ratings yet
- CHY1701 M1 - Dr. Krishnendu BiswasDocument52 pagesCHY1701 M1 - Dr. Krishnendu Biswaslalithkumaran LNo ratings yet
- Introduction To Corrosion Assessment and ManagementDocument27 pagesIntroduction To Corrosion Assessment and ManagementMohamad Faeze100% (1)
- CorrosionDocument65 pagesCorrosionSurendra Kamal100% (9)
- 0945 Marine CorrosionDocument46 pages0945 Marine CorrosionAbdul Maabood Hassan AlviNo ratings yet
- Casing Corrosion Measurement To Extend ADocument14 pagesCasing Corrosion Measurement To Extend AIWCF IADCNo ratings yet
- Water Technologyالمرحلة الثالثةDocument84 pagesWater Technologyالمرحلة الثالثةكرار عبدالحسين قاسمNo ratings yet
- CorrosionDocument42 pagesCorrosionhector vans100% (2)
- Casing Corrosion MeasurementDocument14 pagesCasing Corrosion MeasurementJesus Ponce GNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Stress Corrosion Cracking of Zircaloy: by Aramanda Shanmukha KiranDocument21 pagesStress Corrosion Cracking of Zircaloy: by Aramanda Shanmukha KiranAnil Kumar TNo ratings yet
- Creep Characteristics of An AI-2wt.%Cu Alloy in The Solid Solution RangeDocument11 pagesCreep Characteristics of An AI-2wt.%Cu Alloy in The Solid Solution RangeAnil Kumar TNo ratings yet
- MM13M005 - Existance of Diffusion Creep in Metallic SystemsDocument1 pageMM13M005 - Existance of Diffusion Creep in Metallic SystemsAnil Kumar TNo ratings yet
- 13 - MTE 271 - Microstructures PDFDocument14 pages13 - MTE 271 - Microstructures PDFAnil Kumar TNo ratings yet
- Testing of CeramicsDocument5 pagesTesting of CeramicsAnil Kumar TNo ratings yet
- MT-558Corrosion Testing PhilosophyDocument32 pagesMT-558Corrosion Testing PhilosophyAnil Kumar TNo ratings yet
- Electro-Chemical Impedance SpectrosDocument18 pagesElectro-Chemical Impedance SpectrosAnil Kumar TNo ratings yet
- Simulated Service Testing: G.P. ChaudhariDocument17 pagesSimulated Service Testing: G.P. ChaudhariAnil Kumar T100% (1)
- Lectures 1-3 PDFDocument19 pagesLectures 1-3 PDFAnonymous HeB6MtypNo ratings yet
- Electrochemical Methods of TestingDocument20 pagesElectrochemical Methods of TestingAnil Kumar TNo ratings yet
- Case StudyDocument60 pagesCase StudyAnil Kumar TNo ratings yet
- MT-558Laboratory TestingDocument21 pagesMT-558Laboratory TestingAnil Kumar TNo ratings yet
- Biomaterials CorrosionDocument86 pagesBiomaterials CorrosionAnil Kumar TNo ratings yet
- NDT For Corrosion InspectionDocument80 pagesNDT For Corrosion InspectionAnil Kumar TNo ratings yet
- Paints For Corrosion ProtectionDocument52 pagesPaints For Corrosion ProtectionAnil Kumar TNo ratings yet
- Corrosion in Marine AppliDocument91 pagesCorrosion in Marine AppliAnil Kumar TNo ratings yet
- Pythonlearn 03 ConditionalDocument33 pagesPythonlearn 03 ConditionallokeshNo ratings yet
- Corr Protection During TransitDocument72 pagesCorr Protection During TransitAnil Kumar TNo ratings yet
- Corrosion in ConcreteDocument54 pagesCorrosion in ConcreteAnil Kumar TNo ratings yet
- Lecture 4. HGH Performance Coatings For Corrosion Protection MR R Venu Akzo Nobel PDFDocument30 pagesLecture 4. HGH Performance Coatings For Corrosion Protection MR R Venu Akzo Nobel PDFAnil Kumar TNo ratings yet
- Corr of Power Plant ComponentsDocument34 pagesCorr of Power Plant ComponentsAnil Kumar TNo ratings yet
- Pythonlearn 02 ExpressionsDocument34 pagesPythonlearn 02 ExpressionslokeshNo ratings yet
- Lecture - 1 Corrosion Principles and TypesDocument38 pagesLecture - 1 Corrosion Principles and TypesAnil Kumar TNo ratings yet
- Rubber Hose TestDocument21 pagesRubber Hose TestAnil Kumar TNo ratings yet
- Barium Titanate XrayDocument39 pagesBarium Titanate XrayAnil Kumar TNo ratings yet
- Python Lesson 1Document45 pagesPython Lesson 1DM TimaneNo ratings yet
- Laboratory Corrosion TestingDocument11 pagesLaboratory Corrosion TestingAnil Kumar TNo ratings yet
- Cavitation TurbinesDocument16 pagesCavitation TurbinesAnil Kumar TNo ratings yet
- Learning With PythonDocument280 pagesLearning With PythonLahoreeeeNo ratings yet
- Coral & White Minimal Corporate Project Outline ReportDocument25 pagesCoral & White Minimal Corporate Project Outline ReportSatadeep DattaNo ratings yet
- Biodiesel Production via Transesterification of TriglyceridesDocument2 pagesBiodiesel Production via Transesterification of TriglyceridesGhimis Simona BiancaNo ratings yet
- Partial Replacement of Cement With Marble Powder: BY P.Rohith S.Niharika A.Ranjith B.Akshay P.JeevanDocument25 pagesPartial Replacement of Cement With Marble Powder: BY P.Rohith S.Niharika A.Ranjith B.Akshay P.Jeevankayyum khanNo ratings yet
- 075P80-321 TubacexDocument1 page075P80-321 Tubacexsakshi patilNo ratings yet
- Orbitalum Orbital Tube Cutting & Welding Systems CatalogDocument56 pagesOrbitalum Orbital Tube Cutting & Welding Systems CatalogMagaly SaavedraNo ratings yet
- Icematic Range TDSDocument2 pagesIcematic Range TDSMantproca CANo ratings yet
- BASIC ChemistryDocument13 pagesBASIC ChemistryNurharis MunandarNo ratings yet
- Etag 032 Part 7 May 2013Document65 pagesEtag 032 Part 7 May 2013coolkaisyNo ratings yet
- Is 4031 Part 6 - Compressive StrengthDocument6 pagesIs 4031 Part 6 - Compressive Strengthbhustlero0o75% (4)
- Caps DIN 2617 dimensions in mmDocument2 pagesCaps DIN 2617 dimensions in mmBojan BučarNo ratings yet
- Assumption College Welding Qualification TranscriptDocument1 pageAssumption College Welding Qualification TranscriptVillamor NiezNo ratings yet
- What Is NanocelluloseDocument5 pagesWhat Is NanocelluloseAbhishek GadhwalNo ratings yet
- Dishwashing Liquid Chemical Formula and Manufacturing ProcessDocument3 pagesDishwashing Liquid Chemical Formula and Manufacturing ProcessLeonilo BacalsoNo ratings yet
- Gas Assist and Microcellular (MuCell) Molding PDFDocument30 pagesGas Assist and Microcellular (MuCell) Molding PDFkfarav100% (2)
- Uddeholm Heat Treatment Eng 1710 E9Document20 pagesUddeholm Heat Treatment Eng 1710 E9Sinan YıldızNo ratings yet
- GW04 20 04 02 1.200ml Automatic Soap DispenserDocument2 pagesGW04 20 04 02 1.200ml Automatic Soap DispenserNwachukwu UmehNo ratings yet
- Versatility of Ribbond in Contemporary Dental PracDocument6 pagesVersatility of Ribbond in Contemporary Dental PracLUCERONo ratings yet
- BILL OF MATERIALS SampleDocument2 pagesBILL OF MATERIALS SampleARIESNo ratings yet
- Gorilla Glass Victus PI SheetDocument2 pagesGorilla Glass Victus PI SheetSMITH DESIGN STUDIONo ratings yet
- Starting FormulationDocument3 pagesStarting Formulationrajesh kothariNo ratings yet
- DPP 02 Periodic Table JH Sir-3579Document8 pagesDPP 02 Periodic Table JH Sir-3579AmitSharmaNo ratings yet
- Mci - 2020 / Mci - 2020 V/oDocument4 pagesMci - 2020 / Mci - 2020 V/oOmar Mukthar100% (1)
- CCAL PVC-O Rates ADGDocument3 pagesCCAL PVC-O Rates ADGsrbh1977No ratings yet
- CMTDocument2 pagesCMTjayco ReyaNo ratings yet
- Heartlands Wrought Iron Brochure 2021 Digital v1 Converted Logo Fix CDocument16 pagesHeartlands Wrought Iron Brochure 2021 Digital v1 Converted Logo Fix CZiad MohamedNo ratings yet
- 3M Tape SOPDocument2 pages3M Tape SOPManmohan singh ThindNo ratings yet
- Photo LithographyDocument34 pagesPhoto LithographynidalNo ratings yet
- Zerokorr - Method StatementDocument8 pagesZerokorr - Method StatementAshif AkhtarNo ratings yet
- PWHT Per EN 13445-4 - 2021Document8 pagesPWHT Per EN 13445-4 - 2021Daniele CrescimbeniNo ratings yet
- METALLURGICAL TREATMENT DUCTILE IRONin ProgressDocument78 pagesMETALLURGICAL TREATMENT DUCTILE IRONin ProgressVishal MaliNo ratings yet