You might also like
- Pressure Vessels - Rapture Hazard & PreventionDocument9 pagesPressure Vessels - Rapture Hazard & PreventionfizanlaminNo ratings yet
- NBIC Part 2 PDFDocument12 pagesNBIC Part 2 PDFjhonjimenez87No ratings yet
- Drill String DesignDocument3 pagesDrill String Designjefpri simanjuntakNo ratings yet
- AnsiDocument4 pagesAnsiHendrie NMcNo ratings yet
- API Publication 581 Appendix Q Ballot Proposes Thermal Fatigue ModuleDocument9 pagesAPI Publication 581 Appendix Q Ballot Proposes Thermal Fatigue ModulejudicejrNo ratings yet
- Sa 435 (Ed 2013)Document4 pagesSa 435 (Ed 2013)Mohd Idris MohiuddinNo ratings yet
- List of Questions EN 13445 - 2014 PDFDocument14 pagesList of Questions EN 13445 - 2014 PDFwindsurferke007No ratings yet
- ASTM E 1066 - 95 Standard Practice For Ammonia Colorimetric Leak Testing PDFDocument5 pagesASTM E 1066 - 95 Standard Practice For Ammonia Colorimetric Leak Testing PDFАртем ТитовNo ratings yet
- Part II Chapter 1 API RP 572Document9 pagesPart II Chapter 1 API RP 572Amr Mohamed SolimanNo ratings yet
- Vessel Presentation by Seyi 2Document25 pagesVessel Presentation by Seyi 2seyiremmyNo ratings yet
- SCCDADocument4 pagesSCCDAengineerchemical285038No ratings yet
- Nuflo Mc-III Exp DatasheetDocument4 pagesNuflo Mc-III Exp DatasheetJerrydawangNo ratings yet
- Cold StretchingDocument2 pagesCold StretchingAgustin ParadisoNo ratings yet
- ASME Piping Code 2007 & ANSI CodeDocument162 pagesASME Piping Code 2007 & ANSI CodeTotoNo ratings yet
- 01-B. - API STD 510 10th Ed (May 2014) + (Addendum 2 March 2018)Document3 pages01-B. - API STD 510 10th Ed (May 2014) + (Addendum 2 March 2018)PelifullHDNo ratings yet
- Difference Between WRC 107 and WRC 297Document2 pagesDifference Between WRC 107 and WRC 297kuselanmlNo ratings yet
- API 572 Inspection of Pressure VesselsDocument14 pagesAPI 572 Inspection of Pressure VesselsTahseen JwadNo ratings yet
- Instruction Manual for P/V Pressure Setting Test Device Model Pressure VerifierDocument3 pagesInstruction Manual for P/V Pressure Setting Test Device Model Pressure VerifierCelal BozdoganNo ratings yet
- Ni 2543Document11 pagesNi 2543marguepaNo ratings yet
- Ut PittingDocument7 pagesUt PittingmmNo ratings yet
- Ni 1710 KDocument19 pagesNi 1710 KThiago MerloNo ratings yet
- Salt Spray and Cyclic Corrosion Testing PDFDocument2 pagesSalt Spray and Cyclic Corrosion Testing PDFJorge Enrique Salas RoblesNo ratings yet
- Klinger Kammprofiles Austr PDFDocument5 pagesKlinger Kammprofiles Austr PDFAnonymous nw5AXJqjdNo ratings yet
- BLADDER TANK PROPORTIONING SYSTEMDocument12 pagesBLADDER TANK PROPORTIONING SYSTEMakshay MahajanNo ratings yet
- Requirement in EN ISO 1442 2017Document6 pagesRequirement in EN ISO 1442 2017Sơn Nguyễn TháiNo ratings yet
- BS 7910:2013 in Brief: International Journal of Pressure Vessels and Piping July 2018Document12 pagesBS 7910:2013 in Brief: International Journal of Pressure Vessels and Piping July 2018Arnab DebNo ratings yet
- Coating or hydrotestingDocument4 pagesCoating or hydrotestinggigiphi1No ratings yet
- Comparing ASME Code Fatigue Evaluation Methods for Nuclear PipingDocument65 pagesComparing ASME Code Fatigue Evaluation Methods for Nuclear PipingOtso Cronvall100% (1)
- C.V. Summary of QA/QC Manager with 17+ Years ExperienceDocument8 pagesC.V. Summary of QA/QC Manager with 17+ Years Experienceعصمت ضيف اللهNo ratings yet
- Instruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Document8 pagesInstruction Manual Enardo 2000 2500 Series Emergency Pressure Relief Vents North America Only en 122600 3Ramon GarciaNo ratings yet
- Leakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Document5 pagesLeakage Acceptance Rates Comparison Metal & Soft Seated Valves Api 598/api 6D/Mss Sp-61/Fci 70-2Ashfaq AnwerNo ratings yet
- BS 470 Entry PVDocument8 pagesBS 470 Entry PVbonnicoNo ratings yet
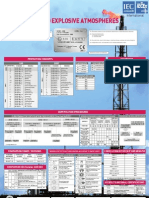
- Lcie Bureau Veritas Atex Poster PDFDocument1 pageLcie Bureau Veritas Atex Poster PDFAncaOniscuNo ratings yet
- 40 CFR 112 SpillDocument90 pages40 CFR 112 SpillGrady HopkinsNo ratings yet
- UL-142 R912 Installation InstructionsDocument4 pagesUL-142 R912 Installation InstructionsRodrigoNo ratings yet
- API 653 Certification Data Sheets DimensionsDocument12 pagesAPI 653 Certification Data Sheets DimensionsBrian CaseNo ratings yet
- Abrasive Blast Cleaned Steel Visual StandardDocument19 pagesAbrasive Blast Cleaned Steel Visual StandardALEXIS MARTINEZ100% (1)
- RP G103 2007Document82 pagesRP G103 2007Robert SmallwoodNo ratings yet
- Inspecting ammonia storage tank welds with non-intrusive ultrasonic robotDocument13 pagesInspecting ammonia storage tank welds with non-intrusive ultrasonic robotMechNo ratings yet
- Pressure Vessel InspectionsDocument17 pagesPressure Vessel InspectionsLipika GayenNo ratings yet
- SecVIII Div1 UW40Document2 pagesSecVIII Div1 UW40arianaseriNo ratings yet
- Pressure Vessel Inspection 01Document9 pagesPressure Vessel Inspection 01Bhavani PrasadNo ratings yet
- NT 109.15 PDFDocument29 pagesNT 109.15 PDFBrahim BahriNo ratings yet
- Pressure Vessel Design Safety: Suryakant RanderiDocument46 pagesPressure Vessel Design Safety: Suryakant Randericonny julandaNo ratings yet
- Asmepcc 2repairleaks Article 4Document23 pagesAsmepcc 2repairleaks Article 4amalhaj2013No ratings yet
- General Product Catalogue ENG WEBDocument50 pagesGeneral Product Catalogue ENG WEBJamdade LaxmanNo ratings yet
- Living with Defects: FFS Assessment Optimizes Plant Asset IntegrityDocument16 pagesLiving with Defects: FFS Assessment Optimizes Plant Asset IntegrityNatraji100% (1)
- The New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsDocument3 pagesThe New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsvheshaghianNo ratings yet
- Design and Analysis of Spherical Pressure Vessel UsingDocument14 pagesDesign and Analysis of Spherical Pressure Vessel UsingADitya JenaNo ratings yet
- NALCO EliminoxDocument11 pagesNALCO EliminoxIsvelia11No ratings yet
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDocument31 pagesASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Prophets, Pastors and Public Choices: Canadian Churches and the Mackenzie Valley Pipeline DebateFrom EverandProphets, Pastors and Public Choices: Canadian Churches and the Mackenzie Valley Pipeline DebateNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Pressure Vessel Safety - USDocument13 pagesPressure Vessel Safety - USBill HNo ratings yet
- Design of Pressure Vessel Using Asme Code, Section Viii, Division 1Document7 pagesDesign of Pressure Vessel Using Asme Code, Section Viii, Division 1bbmoksh100% (2)
- Personal Fall Protection SystemDocument20 pagesPersonal Fall Protection SystemNizami ShirinovNo ratings yet
- Looking For PDCA GuidanceDocument1 pageLooking For PDCA GuidanceNizami ShirinovNo ratings yet
- Risk Assessment and Hazard Identification For Site Controllers, Area Authorities and Isolation AuthoritiesDocument32 pagesRisk Assessment and Hazard Identification For Site Controllers, Area Authorities and Isolation AuthoritiesNizami ShirinovNo ratings yet
- Safety Risk Aggregation: Understanding Total Risk ExposureDocument25 pagesSafety Risk Aggregation: Understanding Total Risk ExposureNizami ShirinovNo ratings yet
- Nitrogen Info Pack 2011Document18 pagesNitrogen Info Pack 2011Nizami ShirinovNo ratings yet
- 1.4. MonographsDocument2 pages1.4. MonographsArchanNo ratings yet
- Admit Card: National Qualifier Test - Feb 2021: Instructions - To Be Strictly FollowedDocument3 pagesAdmit Card: National Qualifier Test - Feb 2021: Instructions - To Be Strictly FollowedKissan PortalNo ratings yet
- Industrial and Organizational Psychology Assessment Methods For Selection & PlacementDocument21 pagesIndustrial and Organizational Psychology Assessment Methods For Selection & PlacementAlvi KabirNo ratings yet
- Product Complaint Form: Sample DescriptionDocument6 pagesProduct Complaint Form: Sample DescriptionAlaaNo ratings yet
- Diagnosis Dengue Melalui Deteksi Antibodi Imunoglobulin G Spesifik Dalam Sampel Urine Dengan Teknik ELISADocument8 pagesDiagnosis Dengue Melalui Deteksi Antibodi Imunoglobulin G Spesifik Dalam Sampel Urine Dengan Teknik ELISANOVI WULANDARINo ratings yet
- Assessment of Fine and Gross Motor Skills in Children: January 2018Document19 pagesAssessment of Fine and Gross Motor Skills in Children: January 2018Koiy VannakNo ratings yet
- Ascp Boc Information Regarding Covid-19: Pearson VUE Testing SitesDocument4 pagesAscp Boc Information Regarding Covid-19: Pearson VUE Testing SitesYel SalengaNo ratings yet
- Diagnostic Test Grammar IELTS PDFDocument6 pagesDiagnostic Test Grammar IELTS PDFJuan Malpartida Iturregui100% (1)
- Gold Standard GAMSAT Section 1 2 Mock ExamDocument14 pagesGold Standard GAMSAT Section 1 2 Mock Examtanbanking22% (9)
- Roche Chemstrip Micral Insert Instruction SheetDocument2 pagesRoche Chemstrip Micral Insert Instruction SheetJaja DavidNo ratings yet
- Your Pre-Application ChecklistDocument3 pagesYour Pre-Application ChecklistAbdeljalil ER-RAKIBINo ratings yet
- Audit Check List For Catalyst Loading & Unloading: Arabian Consolidated Industrial Cleaning Services - TandheefDocument2 pagesAudit Check List For Catalyst Loading & Unloading: Arabian Consolidated Industrial Cleaning Services - TandheefIvanna BijoNo ratings yet
- Reference Range and Normal ValuesDocument13 pagesReference Range and Normal ValuesMs Tahniat RehmanNo ratings yet
- Process Validation ProtocolDocument9 pagesProcess Validation ProtocolBibek Singh Mahat86% (7)
- Applying for a review of specialist registration decisionDocument17 pagesApplying for a review of specialist registration decisionManikanta Sai KumarNo ratings yet
- The Use of The Cambridge Neuropsychological Test ADocument12 pagesThe Use of The Cambridge Neuropsychological Test ARafael MartinsNo ratings yet
- Job Description of SDTL AnalystDocument4 pagesJob Description of SDTL AnalystCaesar A. AlesnaNo ratings yet
- AFMC MBBS Admissions Screening Dates for NEET UG 2021Document33 pagesAFMC MBBS Admissions Screening Dates for NEET UG 2021robert hookeNo ratings yet
- Evaluation of The HbA1c Kit On Sebia MFP - B. CapolaghiDocument1 pageEvaluation of The HbA1c Kit On Sebia MFP - B. CapolaghiOrlandoNo ratings yet
- Collection, Handling and Labeling of Specimen ProtocolDocument2 pagesCollection, Handling and Labeling of Specimen ProtocolMEDLAB WOODLANDSNo ratings yet
- AMANDEEPDocument2 pagesAMANDEEPShipping JobsNo ratings yet
- UG1819Document3 pagesUG1819md furqanNo ratings yet
- Article RAADS 14 ScreenDocument11 pagesArticle RAADS 14 ScreenBoubchir Salah EddineNo ratings yet
- Upper GI BleedingDocument7 pagesUpper GI Bleedingserene_tha067746No ratings yet
- Sensitivity and SpecificityDocument2 pagesSensitivity and Specificityzandara blissNo ratings yet
- DURBIN MEDICAL SUPPLY CATALOGUE Consumables and General SuppliesDocument22 pagesDURBIN MEDICAL SUPPLY CATALOGUE Consumables and General SuppliesAlexander Kwaitota100% (1)
- AIIMS Nursing Officer Recruitment 2021 Through NORCET: Apply OnlinEDocument11 pagesAIIMS Nursing Officer Recruitment 2021 Through NORCET: Apply OnlinERajesh K KumarNo ratings yet
- AHIMSWeb 1Document1 pageAHIMSWeb 1rose thomsan thomsan60% (5)
- ACTIM Pancreatitis Product CardDocument2 pagesACTIM Pancreatitis Product CardEduardo RojasNo ratings yet
- The Eysenck Personality Scales: EPQ-R and EPP AssessmentDocument21 pagesThe Eysenck Personality Scales: EPQ-R and EPP Assessmentbhavana aradhyaNo ratings yet