You might also like
- API 572 Inspection of Pressure VesselsDocument14 pagesAPI 572 Inspection of Pressure VesselsTahseen JwadNo ratings yet
- Pressure Vessel CertificationDocument4 pagesPressure Vessel CertificationalokbdasNo ratings yet
- Standard Shell. Specifications Pressure VesselDocument20 pagesStandard Shell. Specifications Pressure Vesseledwin100% (1)
- Pressure VesselDocument80 pagesPressure Vesselkart_rl75% (4)
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocument10 pagesCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rNo ratings yet
- Gathering CenterDocument9 pagesGathering CenterAnbalagan Prabhu100% (3)
- New Heat ExchangerDocument12 pagesNew Heat ExchangerMosaddek100% (1)
- Base Line SurveyDocument10 pagesBase Line Surveycisar0007No ratings yet
- GP 43-50 31 January 2009 PDFDocument52 pagesGP 43-50 31 January 2009 PDFGilvan SilvaNo ratings yet
- Pressure Vessel PlateDocument4 pagesPressure Vessel PlateYetkin ErdoğanNo ratings yet
- ASME VIII Div 1 ReportDocument12 pagesASME VIII Div 1 ReportAmir Zamri100% (2)
- Pressure Vessel InspectionsDocument8 pagesPressure Vessel InspectionsCepi Sindang KamulanNo ratings yet
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 pagesAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimNo ratings yet
- Static Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDocument397 pagesStatic Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDivyesh PatelNo ratings yet
- Pip Vessp002-2014Document9 pagesPip Vessp002-2014d-fbuser-93320248No ratings yet
- Titanium Grades PDFDocument7 pagesTitanium Grades PDFMatt AgonyaNo ratings yet
- Saudi Aramco Inspection ChecklistDocument8 pagesSaudi Aramco Inspection Checklistnisha_khan0% (1)
- Asmepcc 2repairleaks Article 4Document23 pagesAsmepcc 2repairleaks Article 4amalhaj2013No ratings yet
- ASME Pressure Vessel Design PDFDocument62 pagesASME Pressure Vessel Design PDFhilwan sultonNo ratings yet
- 32 Samss 006Document22 pages32 Samss 006Vajid MadathilNo ratings yet
- Exxon IP 5-3-1 Pressure Testing of Unfired Pressure VesselsDocument2 pagesExxon IP 5-3-1 Pressure Testing of Unfired Pressure Vesselshcsharma1967No ratings yet
- Static EquipmentDocument16 pagesStatic Equipmentyayatony42No ratings yet
- Static Equipment in Oil and Gas IndustryDocument93 pagesStatic Equipment in Oil and Gas IndustrysajiNo ratings yet
- Piping Shop ExxonDocument12 pagesPiping Shop ExxonJosua Sahat Parulian Sinaga100% (1)
- Stiffening Rings EvaluationDocument4 pagesStiffening Rings EvaluationHomer SilvaNo ratings yet
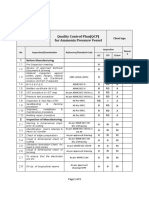
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- SAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2)Document2 pagesSAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2)Afzal AsifNo ratings yet
- Materials System SpecificationDocument9 pagesMaterials System SpecificationHandri YantoNo ratings yet
- Heat Exchanger Concepts (Att. VIII)Document28 pagesHeat Exchanger Concepts (Att. VIII)Syed M. Imran Ali100% (1)
- 32 Samss 031 PDFDocument9 pages32 Samss 031 PDFFlorin Daniel AnghelNo ratings yet
- Static Equipment EngineerDocument5 pagesStatic Equipment EngineerSakthikumar ChandrasekaranNo ratings yet
- Dokumen - Tips Saep-1135pdfDocument12 pagesDokumen - Tips Saep-1135pdfArsalan HaiderNo ratings yet
- 03c EIL MR 3002 dd1059Document146 pages03c EIL MR 3002 dd1059Kalai Selvan100% (1)
- Boiler & Pressure Vessel Inspection 6734Document15 pagesBoiler & Pressure Vessel Inspection 6734Yousuf MemonNo ratings yet
- Sabp W 002Document7 pagesSabp W 002zoopladoNo ratings yet
- Sec.6 - Class C Heat ExchangerDocument33 pagesSec.6 - Class C Heat ExchangerAgung Dewandaru MahatmantoNo ratings yet
- Saes L 101Document13 pagesSaes L 101samsurendran_mech4020No ratings yet
- MNT-INTG-2007OP - Maintenance Welding InspectionDocument43 pagesMNT-INTG-2007OP - Maintenance Welding InspectionNatarajan MurugesanNo ratings yet
- CP HS 12Document8 pagesCP HS 12aliNo ratings yet
- Small Bore Piping & Fittings - 06-July-2021Document69 pagesSmall Bore Piping & Fittings - 06-July-2021bashirNo ratings yet
- Materials Selection - BaherDocument52 pagesMaterials Selection - BaherKamal Raju100% (1)
- Integrity Assessment of Pressure VesselDocument6 pagesIntegrity Assessment of Pressure Vesselmrb193100% (1)
- 4139M06017 Default 000Document1 page4139M06017 Default 000gopi krishnaNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsDocument70 pagesEngineering Encyclopedia: Fabrication, Inspection, and Testing of Pressure VesselsAfzaalUmairNo ratings yet
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezNo ratings yet
- 2011 LNG TGE Storage and Fuel Gas SystemsDocument41 pages2011 LNG TGE Storage and Fuel Gas SystemsMarco Dos Santos NevesNo ratings yet
- Demands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel ProducerDocument10 pagesDemands For Sour Service Requirements For Pressure Vessel Steel Plates in The View of The Steel Producerm5416No ratings yet
- Method Statement OF Air Blowing / Water Flushing of PipesDocument19 pagesMethod Statement OF Air Blowing / Water Flushing of Pipesarun kumar100% (1)
- C-051-VP-070-BDGS-PRO-0013 Rev. A Acceptance Test Procedure FAT - SAT - Start-Up - Insp Ection CommentsDocument7 pagesC-051-VP-070-BDGS-PRO-0013 Rev. A Acceptance Test Procedure FAT - SAT - Start-Up - Insp Ection CommentsAH WINKELNo ratings yet
- CSWIP Plant Inspection - Levels 1,2 and 3: An Internationally Recognised Certification of CompetenceDocument1 pageCSWIP Plant Inspection - Levels 1,2 and 3: An Internationally Recognised Certification of Competenceafiq ahmadNo ratings yet
- Procedure Qualification ReportDocument5 pagesProcedure Qualification ReportDieu TranNo ratings yet
- Graduation Project: Fitness For Service AssessmentDocument13 pagesGraduation Project: Fitness For Service AssessmentSabrine MekkiNo ratings yet
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Pressure VesselsDocument31 pagesPressure VesselsRho Natta MatahariNo ratings yet
- Materials For Sour Service Nao SPC D MW 001Document26 pagesMaterials For Sour Service Nao SPC D MW 001Tahir AlzuhdNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Pressure Vessel InspectionsDocument29 pagesPressure Vessel InspectionsStephanie Webb100% (2)
- Corrosion - ControlDocument10 pagesCorrosion - ControlJithin FrancizNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestYetkin Erdoğan100% (1)
- Eddy Current SpecificationsDocument7 pagesEddy Current SpecificationsBhavani PrasadNo ratings yet
- ECT of Ferro Mag TubesDocument2 pagesECT of Ferro Mag TubesBhavani PrasadNo ratings yet
- Pressure Vessel HeadsDocument3 pagesPressure Vessel HeadsBhavani PrasadNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestBhavani PrasadNo ratings yet
- Visual Inspection Procedure Gas Pipeline Abu Humos/ El Nobaria 42" Diameter & 65 KM LengthDocument7 pagesVisual Inspection Procedure Gas Pipeline Abu Humos/ El Nobaria 42" Diameter & 65 KM LengthBhavani Prasad100% (1)
- One-Day Intensive Training On "Welding Metallurgy For Engineers"Document2 pagesOne-Day Intensive Training On "Welding Metallurgy For Engineers"Bhavani PrasadNo ratings yet
- Pressure Plate MaterialDocument5 pagesPressure Plate MaterialBhavani PrasadNo ratings yet
- TPI For Pressure VesselDocument10 pagesTPI For Pressure VesselBhavani Prasad100% (2)
- YVL E.3e PDFDocument62 pagesYVL E.3e PDFBhavani PrasadNo ratings yet
- OTG 05 - Temporary Equipment (Jan2007) - tcm4-460304 PDFDocument34 pagesOTG 05 - Temporary Equipment (Jan2007) - tcm4-460304 PDFqwerty_qwerty_2009No ratings yet
- Copper Alloy Continuous Castings: Standard Specification ForDocument9 pagesCopper Alloy Continuous Castings: Standard Specification ForRed RedNo ratings yet
- Astm 672Document7 pagesAstm 672Ecruz Cruz LNo ratings yet
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- Weld Quality: Level 1-Chap 6Document102 pagesWeld Quality: Level 1-Chap 6joehodohNo ratings yet
- Materiales Aceptables No ASTM ASME - BPVC - Section - II - Materials - Part - A - FeDocument1 pageMateriales Aceptables No ASTM ASME - BPVC - Section - II - Materials - Part - A - Fealexis garciaNo ratings yet
- Specification For Fabrication and Erection ofDocument26 pagesSpecification For Fabrication and Erection ofEdgargarNo ratings yet
- Spotcheck Penetrant, SKL-SP2: CertificationDocument3 pagesSpotcheck Penetrant, SKL-SP2: CertificationCarlos Eduardo Alvarez SantiagoNo ratings yet
- ASTM A283 A283M 18 - PreDocument2 pagesASTM A283 A283M 18 - Prebruno.abuafNo ratings yet
- Astm b61 1993Document3 pagesAstm b61 1993Greg YeeNo ratings yet
- 100 VT 001 Visual Examination in Accordance With The ASME Boiler and Pressure Vessel CodeDocument5 pages100 VT 001 Visual Examination in Accordance With The ASME Boiler and Pressure Vessel CodejmiguelroNo ratings yet
- Astm B26 - B26M-2011 - 5343Document3 pagesAstm B26 - B26M-2011 - 5343jaskaran singh0% (1)
- ANSYS Creep-Fatigue Assessment Tool For EUROFER97 ComponentsDocument2 pagesANSYS Creep-Fatigue Assessment Tool For EUROFER97 ComponentshemantcabhaleNo ratings yet
- RG6-S-00-1370-041 - 0001 - 3 Pressure Relief DevicesDocument6 pagesRG6-S-00-1370-041 - 0001 - 3 Pressure Relief DevicesShivashankar Durga MedisettiNo ratings yet
- Storage Tank Steel Cylinder CatalogDocument10 pagesStorage Tank Steel Cylinder CatalogGore JiangNo ratings yet
- Batch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019Document3 pagesBatch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019அன்புடன் அஸ்வின்No ratings yet
- API 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsDocument14 pagesAPI 521 7 Edition Ballot Item 6.1 New Work Item - Potential ASME Code ViolationsAyadi_AymanNo ratings yet
- List of Welding CodesDocument10 pagesList of Welding CodesBharath KumarNo ratings yet
- Electric-Fusion-Welded Steel Pipe For Atmospheric and Lower TemperaturesDocument7 pagesElectric-Fusion-Welded Steel Pipe For Atmospheric and Lower Temperaturesrgi178No ratings yet
- Stress Analysis and Evaluation of A Rectangular Pressure VesselDocument10 pagesStress Analysis and Evaluation of A Rectangular Pressure Vesselmatodelanus100% (1)
- Storage TankDocument16 pagesStorage TankEngineeringNo ratings yet
- ASME 2023 - Differenze Con Asme 2021Document5 pagesASME 2023 - Differenze Con Asme 2021gwamendolaNo ratings yet
- Astm A890 Vs A995Document1 pageAstm A890 Vs A995ok barveNo ratings yet
- Asme Sa-192-2021Document4 pagesAsme Sa-192-2021MargaritaNo ratings yet
- Pressure Vessel Design ASME Section VIII Divison1 and Division 2Document3 pagesPressure Vessel Design ASME Section VIII Divison1 and Division 2sammar_10No ratings yet
- QM SampleDocument13 pagesQM SampleHoque AnamulNo ratings yet
- Asme B31.1 Power PipingDocument21 pagesAsme B31.1 Power PipingIj Ooo100% (1)
- A Primer On Asme Section Viii, Div. 1 MaterialsDocument1 pageA Primer On Asme Section Viii, Div. 1 MaterialsCITRIXNo ratings yet