You might also like
- Comparing Different Biogas Upgrading TechniquesDocument56 pagesComparing Different Biogas Upgrading Techniquesengrabdulhanan100% (5)
- Fundamentals of Heating and Cooling Loads I-PDocument314 pagesFundamentals of Heating and Cooling Loads I-PMahmoud Gwaily96% (27)
- Grooved Rubber Sole Plate SpecificationDocument30 pagesGrooved Rubber Sole Plate Specificationgotosud100% (1)
- Astm A 722 PDFDocument4 pagesAstm A 722 PDFRyan LasacaNo ratings yet
- Safe Storage of Ammonium NitrateDocument16 pagesSafe Storage of Ammonium Nitratepartha das sharma100% (1)
- E747 97 Wire IQI PDFDocument14 pagesE747 97 Wire IQI PDFAmith100% (1)
- Terminal Report OJT MTTDocument4 pagesTerminal Report OJT MTTJun MichaelNo ratings yet
- Spec For 12mm Rubber PadDocument15 pagesSpec For 12mm Rubber PadraghavNo ratings yet
- GRI-GM30 Specification Coated Tape Polymeric BarriersDocument28 pagesGRI-GM30 Specification Coated Tape Polymeric BarriersГригорий ЛевашовNo ratings yet
- IRS Specification For Composite GRSP (6.2mm Thick) With Amendment 2 of 2017Document27 pagesIRS Specification For Composite GRSP (6.2mm Thick) With Amendment 2 of 2017RAJKUMARINo ratings yet
- Studies On The Effect of Ageing On A Range of UK Polymer Bonded ExplosivesDocument27 pagesStudies On The Effect of Ageing On A Range of UK Polymer Bonded ExplosivesKis KhisbiahNo ratings yet
- Construction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailDocument84 pagesConstruction & Quality Control of Flexible Pavement: Dr. N.K.S. Pundhir Senior Principal Scientist E-MailMohd Ali100% (1)
- XG (6x3 5) PDFDocument2 pagesXG (6x3 5) PDFVasil StoyanovNo ratings yet
- Luran 368R: Technical DatasheetDocument3 pagesLuran 368R: Technical DatasheetVictor PuertoNo ratings yet
- Test Procedure-25-08-06Document49 pagesTest Procedure-25-08-06Hariom GuptaNo ratings yet
- Custom Made Movement Joint ProfileDocument2 pagesCustom Made Movement Joint Profileemrah turerNo ratings yet
- Legato Limra TCDocument2 pagesLegato Limra TCRAHIL NISHATNo ratings yet
- Product Brochure_PPC CopyDocument3 pagesProduct Brochure_PPC Copydigital lifeNo ratings yet
- BDI AccelerometerDocument1 pageBDI AccelerometerTamás NAGY-GYÖRGYNo ratings yet
- Nabll Mix DesignDocument29 pagesNabll Mix DesignPIDCL WITH SUBUDHINo ratings yet
- Tensar Basetex Technical Info (April 2003)Document4 pagesTensar Basetex Technical Info (April 2003)sandycastleNo ratings yet
- Changes To The International Standard For Industrial PRTsDocument8 pagesChanges To The International Standard For Industrial PRTsEsteban Alvarez AguilarNo ratings yet
- Changes International Standard For Industrial PRTs Iec 60751Document8 pagesChanges International Standard For Industrial PRTs Iec 60751Alexander MartinezNo ratings yet
- Sikadur-42 MP Normal HCDocument6 pagesSikadur-42 MP Normal HCDidiet PuteraNo ratings yet
- Yinlong 30ah Cell Data SheetDocument1 pageYinlong 30ah Cell Data SheetDavid RacNo ratings yet
- TRICOR TCM Coriolis Flow Meters - Range CatalogueDocument26 pagesTRICOR TCM Coriolis Flow Meters - Range CatalogueMedab Abd El MalekNo ratings yet
- Yinlong 30ah Cell Data SheetDocument1 pageYinlong 30ah Cell Data SheetDavid RacNo ratings yet
- A PDFDocument4 pagesA PDFVerenice CentenoNo ratings yet
- File 9Document17 pagesFile 9Caio BittencourtNo ratings yet
- Hand Book On Road PDFDocument56 pagesHand Book On Road PDFrajan sharma100% (1)
- Concrete MixDocument69 pagesConcrete MixRATNA SINGHNo ratings yet
- Corys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsDocument1 pageCorys Geosynthetics Data Sheet HDPE Smooth Geomembrane: Metric UnitsVenkadesh PeriathambiNo ratings yet
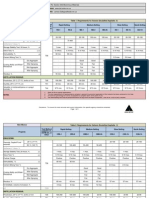
- Test Frequency: (As Per Mort&H 5Th Revision)Document6 pagesTest Frequency: (As Per Mort&H 5Th Revision)jitendra dixitNo ratings yet
- Nylacast Moly Cast Nylon 6, MoS2 FilledDocument3 pagesNylacast Moly Cast Nylon 6, MoS2 Filledprasad.jppmNo ratings yet
- Amtir-1 Datasheet CesDocument5 pagesAmtir-1 Datasheet Ces'Sebastian OrtizNo ratings yet
- Sikadur - 42 MP Normal HC: 3-Part, Multi Purpose Epoxy Grouting SystemDocument5 pagesSikadur - 42 MP Normal HC: 3-Part, Multi Purpose Epoxy Grouting SystemJay PadamaNo ratings yet
- Fig. AC-NRL-SamDocument13 pagesFig. AC-NRL-SamSam KongsakNo ratings yet
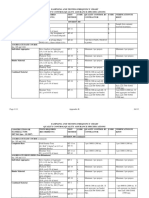
- Sampling and Testing Frequency Chart Quality Control/Quality Assurance SpecificationsDocument13 pagesSampling and Testing Frequency Chart Quality Control/Quality Assurance SpecificationsMohamed ElfawalNo ratings yet
- 25mm-Semi-Dense - Bituminous - Concrete (SDBC) - 19-01-2024Document3 pages25mm-Semi-Dense - Bituminous - Concrete (SDBC) - 19-01-2024Mithun RaulNo ratings yet
- Araldite Av138 hv998Document7 pagesAraldite Av138 hv998Nautique SolutionsNo ratings yet
- HDPE All ThicnkenssDocument2 pagesHDPE All ThicnkenssmikeNo ratings yet
- Sika Nigeria - Sikadur 42 MP Slow v1Document7 pagesSika Nigeria - Sikadur 42 MP Slow v1willy iremNo ratings yet
- Luran S 797se: Acrylonitrile Styrene Acrylate (ASA)Document3 pagesLuran S 797se: Acrylonitrile Styrene Acrylate (ASA)bobNo ratings yet
- US State Emulsion SpecDocument5 pagesUS State Emulsion Specdj_peruvianNo ratings yet
- PPC - MTCDocument1 pagePPC - MTCNaresh KumarNo ratings yet
- CAD K DOC: Type MX Precision High Voltage ResistorsDocument1 pageCAD K DOC: Type MX Precision High Voltage ResistorsCharles SteblinaNo ratings yet
- TDS Infinam ST 6100 LDocument5 pagesTDS Infinam ST 6100 LKacperNo ratings yet
- Data Material Manganese Aluminium Bronze C86500Document12 pagesData Material Manganese Aluminium Bronze C86500Yasir MuhammadNo ratings yet
- Design Mix M 30Document4 pagesDesign Mix M 30SOIGNE ENGINEERING CONSULTANTSNo ratings yet
- GRI-GM 28 Specification: Scrim Reinforced Chlorosulfonated Polyethylene (CSPE-R) GeomembranesDocument27 pagesGRI-GM 28 Specification: Scrim Reinforced Chlorosulfonated Polyethylene (CSPE-R) GeomembranesГригорий ЛевашовNo ratings yet
- Series B3: 3M175 Roots Meter: Units Imperial Units MetricDocument2 pagesSeries B3: 3M175 Roots Meter: Units Imperial Units Metricmiki_tazNo ratings yet
- Sikadur®-42 MP Slow - PDSDocument7 pagesSikadur®-42 MP Slow - PDSkamran abbasiNo ratings yet
- Lanxess - Pocan B7425Document3 pagesLanxess - Pocan B7425rihabNo ratings yet
- TDS - TS002 - Durethan AKV30H3.0Document3 pagesTDS - TS002 - Durethan AKV30H3.0oberta.andrzejNo ratings yet
- CST-934AS Magnetic Buzzer Spec SheetDocument5 pagesCST-934AS Magnetic Buzzer Spec SheetBenela JustinNo ratings yet
- M2XCH Flex (FI) 5G25 (Black) - 60Document1 pageM2XCH Flex (FI) 5G25 (Black) - 60omarNo ratings yet
- StyrolutionTDS400700190196 PDFDocument3 pagesStyrolutionTDS400700190196 PDFMirella FaresNo ratings yet
- Ts 1000 TBDocument28 pagesTs 1000 TBFdfasdfNo ratings yet
- Impact of Process Parameters On QualityDocument25 pagesImpact of Process Parameters On QualityDineshNo ratings yet
- CAD K DOC: Type MX Precision High Voltage ResistorsDocument1 pageCAD K DOC: Type MX Precision High Voltage Resistorsshiju dynamicNo ratings yet
- Draft IRS-T-55-2022 Dated 22 - 03Document29 pagesDraft IRS-T-55-2022 Dated 22 - 03Aditya RajNo ratings yet
- Imuthane PET-60D: TDI-Polyether PrepolymerDocument2 pagesImuthane PET-60D: TDI-Polyether PrepolymerfeltofsnakeNo ratings yet
- Pressure-Temperature Calibrator SANSELDocument12 pagesPressure-Temperature Calibrator SANSELMICHEL RAJ MechNo ratings yet
- Eriks - Compound nk701 Zwart - 2012Document1 pageEriks - Compound nk701 Zwart - 2012MuthuramNo ratings yet
- PIEZO BUZZER SPECIFICATION AND TESTINGDocument5 pagesPIEZO BUZZER SPECIFICATION AND TESTINGg_1234No ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Physics 2ND Book TestDocument3 pagesPhysics 2ND Book TestDeepak GuptaNo ratings yet
- Estimation of Types of Alkalinity in Waste Water Sample AimDocument4 pagesEstimation of Types of Alkalinity in Waste Water Sample AimAbhishek PokaleNo ratings yet
- Guide To Classification and Wall Chart - 130208Document2 pagesGuide To Classification and Wall Chart - 130208Farid AmarullahNo ratings yet
- Physical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsDocument7 pagesPhysical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsAMAANINo ratings yet
- ACI 318M-19 Exposure CategoriesDocument9 pagesACI 318M-19 Exposure CategoriesMohammed AminNo ratings yet
- 9700 BIOLOGY: MARK SCHEME For The October/November 2015 SeriesDocument11 pages9700 BIOLOGY: MARK SCHEME For The October/November 2015 SeriesNerminNo ratings yet
- Materials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiDocument7 pagesMaterials Chemistry and Physics: Y.Y. Song, X.Y. Li, L.J. Rong, Y.Y. Li, T. NagaiEdward Giovanni Rodriguez AriasNo ratings yet
- 385867638Document11 pages385867638Shishir PurohitNo ratings yet
- I Jet R Milk Adult RationDocument6 pagesI Jet R Milk Adult Rationmr cmfNo ratings yet
- Tray DryerDocument15 pagesTray Dryerfaez94No ratings yet
- Mechanical Waves NotesDocument36 pagesMechanical Waves NotesLàXsun ShrèsthàNo ratings yet
- A Seminar Report On: BoilersDocument15 pagesA Seminar Report On: Boilersshubhama434No ratings yet
- EllinghamDocument19 pagesEllinghamJuan Ignacio GonzálezNo ratings yet
- Peter and Cassa, Applied - Source - Rock - GeochemistryDocument29 pagesPeter and Cassa, Applied - Source - Rock - GeochemistryEsterNo ratings yet
- Hydrocarbon and Its DerivativesDocument12 pagesHydrocarbon and Its DerivativesReulyn Lardizabal RafaelNo ratings yet
- Definition: Origin of ChargesDocument5 pagesDefinition: Origin of ChargesDavies MasumbaNo ratings yet
- DME-I Model Paper-3 2Document3 pagesDME-I Model Paper-3 2Srinivas KosuriNo ratings yet
- PE3 NotesDocument4 pagesPE3 NotesKuo SarongNo ratings yet
- RPT 13 04Document170 pagesRPT 13 04CHRISTOS KALOUDISNo ratings yet
- ASTM A262, CorrosietestenDocument2 pagesASTM A262, CorrosietestenSales HBS Solutions100% (1)
- CadDocument8 pagesCadRamesh Babu GarlapatiNo ratings yet
- Resistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooDocument6 pagesResistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooTJPRC PublicationsNo ratings yet
- Process Design of TurboexpanderDocument55 pagesProcess Design of TurboexpanderSaidFerdjallahNo ratings yet
- Fundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFDocument1 pageFundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFJagdeep SekhonNo ratings yet