You might also like
- Process Overview of Petroleum RefiningDocument4 pagesProcess Overview of Petroleum RefiningGraciaVelitarioNo ratings yet
- The Philippine Petrochemical Industry Profile: H.S. Code Description MFN Rate (%) ATIGA (%)Document6 pagesThe Philippine Petrochemical Industry Profile: H.S. Code Description MFN Rate (%) ATIGA (%)Dominic CareoNo ratings yet
- Calculating PHDocument2 pagesCalculating PHjohnNo ratings yet
- ARYLONITRILEDocument5 pagesARYLONITRILEGraciaVelitarioNo ratings yet
- Chemical Technology-Mod3 PDFDocument83 pagesChemical Technology-Mod3 PDFSata AjjamNo ratings yet
- Hydrogen Fluoride Study: FinalDocument374 pagesHydrogen Fluoride Study: FinalGraciaVelitarioNo ratings yet
- University Sports Complex: University of The Philippines Diliman ProjectDocument133 pagesUniversity Sports Complex: University of The Philippines Diliman ProjectGraciaVelitarioNo ratings yet
- PERP Program - Ethanol New Report AlertDocument8 pagesPERP Program - Ethanol New Report AlertGraciaVelitarioNo ratings yet
- Philippine Regulation On Sanitation and Waste Water Systems by Bonifacio MagtibayDocument193 pagesPhilippine Regulation On Sanitation and Waste Water Systems by Bonifacio MagtibayRenee Rose GregorioNo ratings yet
- 1234yf Tanks HCL Tanks: Shipping & Receiving AreaDocument1 page1234yf Tanks HCL Tanks: Shipping & Receiving AreaGraciaVelitarioNo ratings yet
- Turton AppBDocument114 pagesTurton AppBamms9988No ratings yet
- Efficient Process for Preparing Acetic Anhydride from AcetoneDocument3 pagesEfficient Process for Preparing Acetic Anhydride from AcetoneMary Grace VelitarioNo ratings yet
- OVPAA 039 01 Acceptance of Adviser and Panel MembersDocument1 pageOVPAA 039 01 Acceptance of Adviser and Panel MembersgarhgelhNo ratings yet
- PERP Program - Ethanol New Report AlertDocument8 pagesPERP Program - Ethanol New Report AlertGraciaVelitarioNo ratings yet
- PDFDocument15 pagesPDFGraciaVelitarioNo ratings yet
- ''The Story of An Hour'' and Critical Approaches To Literature Presentation - FOR PRINTING PDFDocument5 pages''The Story of An Hour'' and Critical Approaches To Literature Presentation - FOR PRINTING PDFCezLuzarragaNo ratings yet
- 31 AfDocument15 pages31 AfGraciaVelitarioNo ratings yet
- Ucalgary 2014 Andrade Virginia PDFDocument268 pagesUcalgary 2014 Andrade Virginia PDFGraciaVelitarioNo ratings yet
- 4f6c PDFDocument10 pages4f6c PDFGraciaVelitarioNo ratings yet
- GlobalizationDocument1 pageGlobalizationGraciaVelitarioNo ratings yet
- Arifeen2007 PDFDocument10 pagesArifeen2007 PDFGraciaVelitarioNo ratings yet
- Fuel Ethanol Production From Sugarcane and Corn - Comparative Analysis For A Colombian CaseDocument15 pagesFuel Ethanol Production From Sugarcane and Corn - Comparative Analysis For A Colombian Casedaimon_pNo ratings yet
- 10.1007@s11367 013 0613 1 PDFDocument11 pages10.1007@s11367 013 0613 1 PDFGraciaVelitarioNo ratings yet
- FULLTEXT01Document84 pagesFULLTEXT01GraciaVelitarioNo ratings yet
- Accepted Manuscript: Bioresource TechnologyDocument34 pagesAccepted Manuscript: Bioresource TechnologyGraciaVelitarioNo ratings yet
- HhhhhggyDocument27 pagesHhhhhggyGraciaVelitarioNo ratings yet
- Bioethanolpaper PUBLISHED PDFDocument17 pagesBioethanolpaper PUBLISHED PDFGraciaVelitarioNo ratings yet
- Plant Design of Acetone ProductionDocument20 pagesPlant Design of Acetone ProductionMary Grace VelitarioNo ratings yet
- Design and Control of The Acetone Process Via Dehydrogenation of 2-PropanolDocument13 pagesDesign and Control of The Acetone Process Via Dehydrogenation of 2-PropanolRzn LaviNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- PILE LOAD TEST PROCEDURE GUIDEDocument2 pagesPILE LOAD TEST PROCEDURE GUIDEJEFFY JACOBNo ratings yet
- PVC and CPVC Pipes - Schedule 40 & 80Document8 pagesPVC and CPVC Pipes - Schedule 40 & 80yarzar17No ratings yet
- (Drago) That Time I Got Reincarnated As A Slime Vol 06 (Sub Indo)Document408 pages(Drago) That Time I Got Reincarnated As A Slime Vol 06 (Sub Indo)PeppermintNo ratings yet
- Luxand FaceSDK DocumentationDocument117 pagesLuxand FaceSDK DocumentationrdhartzNo ratings yet
- Gender Support Plan PDFDocument4 pagesGender Support Plan PDFGender SpectrumNo ratings yet
- Kaseya Performance and Best Practices Guide: Authors: Jacques Eagle Date: Thursday, April 29, 2010Document34 pagesKaseya Performance and Best Practices Guide: Authors: Jacques Eagle Date: Thursday, April 29, 2010markdavidboydNo ratings yet
- Laser Beam Machining (LBM)Document10 pagesLaser Beam Machining (LBM)RAMAKANT RANANo ratings yet
- Fixture Design ProjectDocument4 pagesFixture Design ProjectJosh CastleNo ratings yet
- PowerHA SystemMirror Session 2 OverviewDocument80 pagesPowerHA SystemMirror Session 2 OverviewFabrice PLATELNo ratings yet
- CS Sample Paper 1Document10 pagesCS Sample Paper 1SpreadSheetsNo ratings yet
- Difference between Especially and SpeciallyDocument2 pagesDifference between Especially and SpeciallyCarlos ValenteNo ratings yet
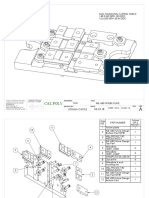
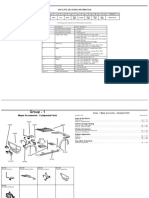
- 2010 - Caliber JEEP BOITE T355Document484 pages2010 - Caliber JEEP BOITE T355thierry.fifieldoutlook.comNo ratings yet
- Decision Flow Chart: For Suspicious PackagesDocument2 pagesDecision Flow Chart: For Suspicious PackagesHervian LanangNo ratings yet
- Assessment of Concrete Strength Using Flyash and Rice Husk AshDocument10 pagesAssessment of Concrete Strength Using Flyash and Rice Husk AshNafisul AbrarNo ratings yet
- Steady State Modeling and Simulation of The Oleflex Process For Isobutane Dehydrogenation Considering Reaction NetworkDocument9 pagesSteady State Modeling and Simulation of The Oleflex Process For Isobutane Dehydrogenation Considering Reaction NetworkZangNo ratings yet
- Beef & Dairy 2016Document36 pagesBeef & Dairy 2016The Standard NewspaperNo ratings yet
- Connect 4 UML Class DiagramDocument1 pageConnect 4 UML Class DiagramDuy Nguyễn Văn NhậtNo ratings yet
- Gec-Art Art Appreciation: Course Code: Course Title: Course DescriptionsDocument14 pagesGec-Art Art Appreciation: Course Code: Course Title: Course Descriptionspoleene de leonNo ratings yet
- Test Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane KociskoDocument36 pagesTest Bank For Pediatric Nursing The Critical Components of Nursing Care 2nd Edition Kathryn Rudd Diane Kociskolaurencelittlehdcj100% (26)
- Year 7 Bugs Lesson 2Document1 pageYear 7 Bugs Lesson 2api-293503824No ratings yet
- DMG48480F021 01WN DataSheetDocument16 pagesDMG48480F021 01WN DataSheeteminkiranNo ratings yet
- Mfi in GuyanaDocument19 pagesMfi in Guyanadale2741830No ratings yet
- Samples For Loanshyd-1Document3 pagesSamples For Loanshyd-1dpkraja100% (1)
- Seminar On: Hadoop TechnologyDocument13 pagesSeminar On: Hadoop TechnologySAV SportsNo ratings yet
- EPON ONU with 4FE+WiFi EONU-04WDocument4 pagesEPON ONU with 4FE+WiFi EONU-04WAndres Alberto ParraNo ratings yet
- The 10 Most Inspiring Quotes of Charles F HaanelDocument21 pagesThe 10 Most Inspiring Quotes of Charles F HaanelKallisti Publishing Inc - "The Books You Need to Succeed"100% (2)
- Latest Information Technology Trends 2023Document5 pagesLatest Information Technology Trends 2023Salveigh C. TacleonNo ratings yet
- Raoult's law and colligative propertiesDocument27 pagesRaoult's law and colligative propertiesGøbindNo ratings yet
- Cambridge English Business Vantage Sample Paper 1 Listening v2Document5 pagesCambridge English Business Vantage Sample Paper 1 Listening v2salma23478No ratings yet
- Detailed Lesson Plan in TechnologyDocument11 pagesDetailed Lesson Plan in TechnologyReshiela OrtizNo ratings yet