You might also like
- WRC 302-1985Document38 pagesWRC 302-1985CarlosNo ratings yet
- High-Temperature Alloys For Industrial EngineeringDocument67 pagesHigh-Temperature Alloys For Industrial EngineeringScott LongmireNo ratings yet
- Alloys For Industrial EngineeringDocument62 pagesAlloys For Industrial EngineeringAdel AbduoNo ratings yet
- Die Casting 1106Document8 pagesDie Casting 1106sansagithNo ratings yet
- Development of C12 ADocument11 pagesDevelopment of C12 AVasu RajaNo ratings yet
- Extrusion Tooling: Uddeholm Tool Steels ForDocument20 pagesExtrusion Tooling: Uddeholm Tool Steels ForRizqi Aulia RamadhaniNo ratings yet
- Hot-Pressed Boron Nitride Shapes: Condensed Product BulletinDocument4 pagesHot-Pressed Boron Nitride Shapes: Condensed Product BulletinkarthikNo ratings yet
- Tech Uddeholm-Orvar-Supreme enDocument12 pagesTech Uddeholm-Orvar-Supreme enSteve OoiNo ratings yet
- PB Orvar Supreme EnglishDocument12 pagesPB Orvar Supreme EnglishTrexa GyreueNo ratings yet
- Install PlusV9Document16 pagesInstall PlusV9Ben ZithaNo ratings yet
- MetalTek Where Used GuideDocument18 pagesMetalTek Where Used GuidekakaNo ratings yet
- Tech Uddeholm Orvar Superior ENDocument12 pagesTech Uddeholm Orvar Superior EN1almurilNo ratings yet
- Cheruvu, 1989Document11 pagesCheruvu, 1989Luan CaetanoNo ratings yet
- ASTM A536 Ductile Iron Grades PDFDocument1 pageASTM A536 Ductile Iron Grades PDFIksan MustofaNo ratings yet
- Pengertian Jenis-Jenis TemperDocument5 pagesPengertian Jenis-Jenis TemperShandi Hasnul FarizalNo ratings yet
- Danfoss Filter Drier DCR With Replaceable Solid CoreDocument9 pagesDanfoss Filter Drier DCR With Replaceable Solid CoreRamius HamdaniNo ratings yet
- Summary of Aluminum Temper DesignationsDocument4 pagesSummary of Aluminum Temper DesignationsChin-Min Yang100% (1)
- PWHT Determines The Quality of WeldmentDocument1 pagePWHT Determines The Quality of WeldmenttbmariNo ratings yet
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- 20121E Series10Document30 pages20121E Series10Thanapaet RittirutNo ratings yet
- NEW TOOL STEEL EXCELS AT WARM FORGINGDocument11 pagesNEW TOOL STEEL EXCELS AT WARM FORGINGSinan YıldızNo ratings yet
- Typical Analysis: OrangeDocument2 pagesTypical Analysis: Orange146235No ratings yet
- Ferrous: Revised: December 1982 Author: Kattus FeuhDocument46 pagesFerrous: Revised: December 1982 Author: Kattus FeuhsunsirNo ratings yet
- BÖHLER Die Casting Tool Steels GuideDocument16 pagesBÖHLER Die Casting Tool Steels GuideLizbeth JimenezNo ratings yet
- ASTM-A304 Standard Specification For Carbon and Alloy Steel Bar Subject To End Quench HardenabilityDocument50 pagesASTM-A304 Standard Specification For Carbon and Alloy Steel Bar Subject To End Quench HardenabilityNoel Francis100% (1)
- Facts at Your Fingertips-200708-Materials of ConstructionDocument1 pageFacts at Your Fingertips-200708-Materials of Constructiononizuka-t2263No ratings yet
- Outokumpu Core Range Datasheet PDFDocument16 pagesOutokumpu Core Range Datasheet PDFMeow SuthidaNo ratings yet
- PI Piezoelectric BrochureDocument8 pagesPI Piezoelectric BrochurezxxorchidNo ratings yet
- Tubular Heater CatalogDocument16 pagesTubular Heater CatalogRoberto LopezNo ratings yet
- Hrsgs Cracking, Corrosion and PerformanceDocument26 pagesHrsgs Cracking, Corrosion and PerformanceOsu AmpawanonNo ratings yet
- Influence - of - Strain - Rate - Temperature (R) On FCD 500-7Document8 pagesInfluence - of - Strain - Rate - Temperature (R) On FCD 500-7Jason WuNo ratings yet
- Impact Strength Vs Fracture ToughnessDocument2 pagesImpact Strength Vs Fracture ToughnessEdwardNo ratings yet
- Heat Treatment Equipment Catalogue: Leading Innovators in Thermal TechnologyDocument25 pagesHeat Treatment Equipment Catalogue: Leading Innovators in Thermal Technologyjacob thangamNo ratings yet
- Fundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFDocument1 pageFundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFJagdeep SekhonNo ratings yet
- Brook MotorsDocument16 pagesBrook Motorsreza100% (1)
- Durelloy: Heat Treated Hot Roll AlloyDocument7 pagesDurelloy: Heat Treated Hot Roll AlloyPeterWayNo ratings yet
- Annealing FundamentalsDocument41 pagesAnnealing FundamentalsSuvro ChakrabortyNo ratings yet
- Brook Motors PDFDocument30 pagesBrook Motors PDFAhmed AbdouNo ratings yet
- Duplex en Web PDFDocument6 pagesDuplex en Web PDFfelixNo ratings yet
- Double Aust. AssgnmntDocument15 pagesDouble Aust. Assgnmntmaurya21No ratings yet
- Vidar Supreme English 04Document9 pagesVidar Supreme English 04api-3838787No ratings yet
- HP 1 Heat PipeDocument2 pagesHP 1 Heat PipedavpaffNo ratings yet
- Govpub C13Document54 pagesGovpub C13Matty WrobelNo ratings yet
- Make Sure Your Specified Heat Treatment Is AchievableDocument6 pagesMake Sure Your Specified Heat Treatment Is AchievableFebri SSNo ratings yet
- John Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsDocument13 pagesJohn Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsFelipe Fernandes100% (1)
- 1-s2.0-S0921509316315830-mainDocument11 pages1-s2.0-S0921509316315830-mainSaiful ShokriNo ratings yet
- HD25 DS1205Document4 pagesHD25 DS1205Kleiber FerreiraNo ratings yet
- What Is An RTD?: (Submitted by Randall Gauthier, RDF Corporation,)Document6 pagesWhat Is An RTD?: (Submitted by Randall Gauthier, RDF Corporation,)Ryan SolomonNo ratings yet
- Steel TemperingDocument2 pagesSteel TemperingSalem GarrabNo ratings yet
- Technical Appendix: Materials W.2 Clearances and Creepage Distances W.4 UL Design-In Recommendations W.8Document12 pagesTechnical Appendix: Materials W.2 Clearances and Creepage Distances W.4 UL Design-In Recommendations W.8Diego Felipe Gavilán RetamalesNo ratings yet
- Aluminum Sheet Production Heat Treatment GuideDocument4 pagesAluminum Sheet Production Heat Treatment GuideJhalbert BelmonteNo ratings yet
- THYROPLAST PHX - SupraDocument1 pageTHYROPLAST PHX - SupraaguirretoNo ratings yet
- CAT 88062D R8 MechDocument64 pagesCAT 88062D R8 Mechtammam shamiNo ratings yet
- Rapid Induction Heat Treatment of Articles From Plain and Low-Alloy Low-Carbon and Medium-Carbon SteelsDocument4 pagesRapid Induction Heat Treatment of Articles From Plain and Low-Alloy Low-Carbon and Medium-Carbon SteelsSinhro018No ratings yet
- Pyrocrete Series Brochure - 0115Document4 pagesPyrocrete Series Brochure - 0115Fadhana Anggara PutraNo ratings yet
- SS304 Properties OKDocument5 pagesSS304 Properties OKSetyo Nur RachmanNo ratings yet
- Specification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser TubesDocument5 pagesSpecification For Seamless Cold-Drawn Intermediate Alloy-Steel Heat-Exchanger and Condenser Tubesmr.aghelNo ratings yet
- Steel Plates With Excellent HAZ Toughness For Offshore StructuresDocument7 pagesSteel Plates With Excellent HAZ Toughness For Offshore Structures구용찬No ratings yet
- CorepinsDocument2 pagesCorepinshbhaNo ratings yet
- Solving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovDocument95 pagesSolving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovPeter Nomikos100% (1)
- What Every Engineer Should Know AboutDocument217 pagesWhat Every Engineer Should Know AboutGurpreet Singh DhunnaNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- PLC Applications Workbook - Dayanand, RickyDocument240 pagesPLC Applications Workbook - Dayanand, RickyPeter Nomikos100% (1)
- Geza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFDocument289 pagesGeza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFΛευτέρης Κοκκίνης100% (2)
- Guide to Field Testing Gas Turbines and CompressorsDocument93 pagesGuide to Field Testing Gas Turbines and Compressorsinmec57No ratings yet
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDocument151 pagesGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Evolution of The Material Microstructures Within A Complex Porthole Die - TangDocument14 pagesEvolution of The Material Microstructures Within A Complex Porthole Die - TangPeter NomikosNo ratings yet
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDocument27 pagesSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosNo ratings yet
- From Die Design To Perfect CastingDocument2 pagesFrom Die Design To Perfect CastingPeter NomikosNo ratings yet
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Electric Motors Control Diagram - BarbuDocument66 pagesElectric Motors Control Diagram - BarbuPeter NomikosNo ratings yet
- Hss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Document3 pagesHss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Peter NomikosNo ratings yet
- Ingersoll ToolholdersDocument140 pagesIngersoll ToolholdersPeter NomikosNo ratings yet
- New PDFDocument19 pagesNew PDFLuis GorrinNo ratings yet
- Mechanics of Wood MachiningDocument207 pagesMechanics of Wood MachiningPeter NomikosNo ratings yet
- S. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFDocument758 pagesS. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFPeter Nomikos61% (18)
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- RoboticsDocument394 pagesRoboticsPeter Nomikos100% (5)
- Atlas Technical Handbook of ST Steel 05 2008 PDFDocument45 pagesAtlas Technical Handbook of ST Steel 05 2008 PDFPoncho RmzNo ratings yet
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- Punches For Heavy Load, Tapered Head PunchesDocument1 pagePunches For Heavy Load, Tapered Head PunchesPeter NomikosNo ratings yet
- Scrap Retention DiesDocument1 pageScrap Retention DiesPeter NomikosNo ratings yet
- Non Clogging Button Dies and Scrap Vacuum UnitsDocument1 pageNon Clogging Button Dies and Scrap Vacuum UnitsPeter NomikosNo ratings yet
- Renishaw.-Installation Manual For Machine ToolsDocument220 pagesRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- Durability of PunchesDocument1 pageDurability of PunchesPeter NomikosNo ratings yet
- Characteristics of Punching ToolsDocument1 pageCharacteristics of Punching ToolsPeter NomikosNo ratings yet
- Transition Metals and Copper ExtractionDocument24 pagesTransition Metals and Copper ExtractionUmesh DuwalNo ratings yet
- #9 2nd Wklasmt&Document6 pages#9 2nd Wklasmt&Tijani Basit AbiodunNo ratings yet
- Hydro Metallurgy (MG311) - Lecture 1Document11 pagesHydro Metallurgy (MG311) - Lecture 1Teererai KaguraNo ratings yet
- Ksp-Instrument Impulse Piping & TubingDocument18 pagesKsp-Instrument Impulse Piping & TubingZulfequar R. Ali KhanNo ratings yet
- Lecture Notes in Metals and PolymerDocument14 pagesLecture Notes in Metals and PolymerjoyandreaNo ratings yet
- Creep-Resistant Steels - TWIDocument6 pagesCreep-Resistant Steels - TWIJlkKumarNo ratings yet
- Minerals and Rocks Lesson for Grade 11 StudentsDocument7 pagesMinerals and Rocks Lesson for Grade 11 StudentsSophia CabalhaoNo ratings yet
- Aerospace Material Specification: AMS5709 REV. HDocument6 pagesAerospace Material Specification: AMS5709 REV. Hfelipe jurema100% (1)
- Product Information Flyer: CIMTECH® 495-OIDocument2 pagesProduct Information Flyer: CIMTECH® 495-OIsobheysaidNo ratings yet
- Assignment - Metalsand Non MetalsDocument2 pagesAssignment - Metalsand Non MetalsAkshita KambojNo ratings yet
- Heat-Treated Steel Structural Bolts, 150 Ksi Minimum Tensile StrengthDocument7 pagesHeat-Treated Steel Structural Bolts, 150 Ksi Minimum Tensile StrengthJishad NalakathNo ratings yet
- Artificial White Sand Project in Manila Bay: Pros, Cons and UncertaintiesDocument2 pagesArtificial White Sand Project in Manila Bay: Pros, Cons and UncertaintiesBrunno CalsNo ratings yet
- Regional geology of MyanmarDocument20 pagesRegional geology of MyanmarEdo WennoNo ratings yet
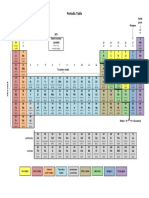
- Periodic TableDocument1 pagePeriodic Tablemusa sanyangNo ratings yet
- Is - 1762Document12 pagesIs - 1762Kamal Engineering CorporationNo ratings yet
- Board Exam-EM1Document21 pagesBoard Exam-EM1ronnel laurenteNo ratings yet
- Extractive Metallurgy SampleDocument46 pagesExtractive Metallurgy Sample18Y117 - MUKESHKUMAR M KNo ratings yet
- 4d Application of Complexometric TitrationDocument16 pages4d Application of Complexometric TitrationnajwaNo ratings yet
- Mineral StrengthDocument8 pagesMineral StrengthNicole MarceloNo ratings yet
- Notes For Use in Qualitative Analysis-1Document2 pagesNotes For Use in Qualitative Analysis-1Nehara FernandoNo ratings yet
- Valve Material Equivalents PDFDocument3 pagesValve Material Equivalents PDFmahdi.guidara100% (1)
- Direct Nickel Flash SmeltingDocument7 pagesDirect Nickel Flash SmeltingLuis BarboNo ratings yet
- Extensive Zn-Pb replacement in carbonate rocks within porphyry systemsDocument2 pagesExtensive Zn-Pb replacement in carbonate rocks within porphyry systemsVictor ValdiviaNo ratings yet
- Nbsspecialpublication479 PDFDocument268 pagesNbsspecialpublication479 PDFallaysa radoresNo ratings yet
- Placido - 2012 - Economic Resources of PortugalDocument74 pagesPlacido - 2012 - Economic Resources of PortugalgeradolfNo ratings yet
- Electrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana ChemistryDocument15 pagesElectrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana Chemistryrolirai193No ratings yet
- Civil Engineering Objective Type QuestionDocument764 pagesCivil Engineering Objective Type QuestionMuhammad Umar FarooqNo ratings yet
- The Electric Arc FurnaceDocument22 pagesThe Electric Arc FurnaceKingsley Posiyano100% (2)
- Minerals and Energy Resources Full Chapter ExplanationDocument63 pagesMinerals and Energy Resources Full Chapter ExplanationAnish TakshakNo ratings yet
- ASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesDocument227 pagesASM-Powder Metallurgy Stainless Steels - Processing, Microstructures, and PropertiesAldin Bubic100% (2)