0% found this document useful (0 votes)
785 views2 pagesGauge R & R Data Sheet
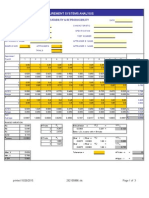
This document contains data from a gage repeatability and reproducibility study. It includes measurement results from three appraisers measuring ten parts over multiple trials. The data is used to calculate various variation components, including repeatability, reproducibility, and total variation. These values are then used to evaluate the measurement system according to acceptance criteria based on percent variation and number of distinguishable categories.
Uploaded by
sachinCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as XLS, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
785 views2 pagesGauge R & R Data Sheet
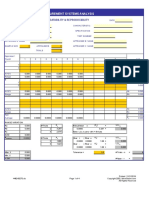
This document contains data from a gage repeatability and reproducibility study. It includes measurement results from three appraisers measuring ten parts over multiple trials. The data is used to calculate various variation components, including repeatability, reproducibility, and total variation. These values are then used to evaluate the measurement system according to acceptance criteria based on percent variation and number of distinguishable categories.
Uploaded by
sachinCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as XLS, PDF, TXT or read online on Scribd