You might also like
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- TEMSAN-WQC ID CARD (GMAW) XlsDocument6 pagesTEMSAN-WQC ID CARD (GMAW) XlssasikumarNo ratings yet
- WPQ D1.1 - Single ProcessDocument1 pageWPQ D1.1 - Single ProcessParminder SinghNo ratings yet
- ATF WelderTestPackage v2Document5 pagesATF WelderTestPackage v2Ashish PatelNo ratings yet
- PQRDocument3 pagesPQRPradeep Lakum100% (1)
- Certificate No:: Mechanized, Automatic)Document1 pageCertificate No:: Mechanized, Automatic)AkhmadNo ratings yet
- 2010 XXXX 8 F00 R0Document2 pages2010 XXXX 8 F00 R0模具工程系鄭德彥No ratings yet
- Aws WPQDocument3 pagesAws WPQKaliman MendozaNo ratings yet
- Main - Sample Welding Procedure Specification Wps FormDocument2 pagesMain - Sample Welding Procedure Specification Wps FormmuhammaddanishafandiNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Welder Certificate Sample1Document1 pageWelder Certificate Sample1Buddy EkoNo ratings yet
- Record of Welder or Welding Operator Qualification TestsDocument1 pageRecord of Welder or Welding Operator Qualification TestsBalkishan DyavanapellyNo ratings yet
- M 4 D1.1 2015 Form PDFDocument1 pageM 4 D1.1 2015 Form PDFDabbar TaherNo ratings yet
- Welder Qualification FormatDocument1 pageWelder Qualification FormatScribdTranslationsNo ratings yet
- Welder's Qualification Test - TemplateDocument2 pagesWelder's Qualification Test - TemplateDiosdado Mingi Jr.100% (3)
- Welder Qualification Test Record (WQTR) FormDocument1 pageWelder Qualification Test Record (WQTR) FormEarl Harbert100% (2)
- Welding Procedure Specification: Monday, April 27, 2009 Page 1 of 2Document2 pagesWelding Procedure Specification: Monday, April 27, 2009 Page 1 of 2srb metallurgNo ratings yet
- Form 1 AWS D1.1Document2 pagesForm 1 AWS D1.1Bui Chi TamNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- PQR Amp WPQ Standard Testing Parameter WorksheetDocument4 pagesPQR Amp WPQ Standard Testing Parameter WorksheetvinodNo ratings yet
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Welder Qualification Form (API 1104) : M/S Chamunda Engineering & Fabrication WorkDocument1 pageWelder Qualification Form (API 1104) : M/S Chamunda Engineering & Fabrication WorkMahendra singhNo ratings yet
- WPQRDocument1 pageWPQRJBStringerNo ratings yet
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Welder and Welder Operator Qualification Record FormDocument1 pageWelder and Welder Operator Qualification Record FormNanaba Nanayaw DwomohNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- WPS SAW D1.1 2015 FormDocument1 pageWPS SAW D1.1 2015 FormHoque AnamulNo ratings yet
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- ATF - WelderTestPackage - v2 Welder and Welding Operator Perfomance Qualification RecordDocument5 pagesATF - WelderTestPackage - v2 Welder and Welding Operator Perfomance Qualification Recordfallalovaldes61No ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Annex Form J2 D1.1 D1.1M 2020 PDFDocument3 pagesAnnex Form J2 D1.1 D1.1M 2020 PDFDarioNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
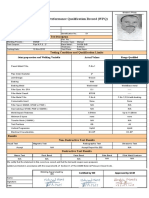
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocument9 pagesWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- Aluminim WPSDocument2 pagesAluminim WPSmahmoud_allam3No ratings yet
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- Sujan Das WQTDocument2 pagesSujan Das WQTMD Shadikul Huq ShezanNo ratings yet
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document18 pagesWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Test Description (Information Only)Document2 pagesTest Description (Information Only)dayalramNo ratings yet
- Api 1104Document38 pagesApi 1104Tang Na Ker100% (3)
- Annex Form J2 D1.1 D1.1M 2020Document3 pagesAnnex Form J2 D1.1 D1.1M 2020Wegig WijanaNo ratings yet
- Welding Procedure SpecificationDocument13 pagesWelding Procedure SpecificationsamNo ratings yet
- MD - Akibur Sheikh WQTDocument2 pagesMD - Akibur Sheikh WQTMD Shadikul Huq ShezanNo ratings yet
- Welding & Welder QualificationsDocument39 pagesWelding & Welder QualificationsBanner BruceNo ratings yet
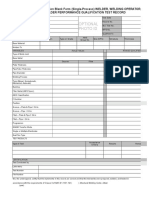
- Sample Welder Qualification Blank Form (Multi-Process) Welder, Welding Operator, or Tack Welder Performance Qualification Test RecordDocument1 pageSample Welder Qualification Blank Form (Multi-Process) Welder, Welding Operator, or Tack Welder Performance Qualification Test RecordtuanNo ratings yet
- Welder Qualification Standard ASMEDocument4 pagesWelder Qualification Standard ASMEammarashraf91No ratings yet
- WPS GMAW FCAW D1.1 2015 Form PDFDocument1 pageWPS GMAW FCAW D1.1 2015 Form PDFHoque AnamulNo ratings yet
- M 2 SAW D1.1 2015 Form PDFDocument1 pageM 2 SAW D1.1 2015 Form PDFyounessNo ratings yet
- Qw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document7 pagesQw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Gerardo Arispe AramayoNo ratings yet
- Aws PQR FormDocument3 pagesAws PQR Formndi101No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 3Document12 pagesEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 3RezaNo ratings yet
- Ch1 - Att 1chart R2Document1 pageCh1 - Att 1chart R2RezaNo ratings yet
- Engineering Manual OST220-03-01-EM Chapter 1 - General Section 110 - LEM Writer's GuideDocument6 pagesEngineering Manual OST220-03-01-EM Chapter 1 - General Section 110 - LEM Writer's GuideRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 1Document12 pagesEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 1RezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 2Document11 pagesEngineering Standards Manual OST220-03-01-ESM: Chapter 1 - General Sect 230 - Attachment 2RezaNo ratings yet
- Attachment 1 EYE Test Certification: Engineering Standards Manual OST220-03-01-ESMDocument1 pageAttachment 1 EYE Test Certification: Engineering Standards Manual OST220-03-01-ESMRezaNo ratings yet
- Aws Welding Procedure Qualification RecordDocument1 pageAws Welding Procedure Qualification RecordRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaNo ratings yet
- Attachment 2 Certification OF Qualification: Engineering Standards Manual OST220-03-01-ESMDocument1 pageAttachment 2 Certification OF Qualification: Engineering Standards Manual OST220-03-01-ESMRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsDocument2 pagesEngineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsRezaNo ratings yet
- Welder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageWelder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingReza100% (1)
- Request For Partial ExemptionDocument1 pageRequest For Partial ExemptionRezaNo ratings yet
- 1 12 Att.1 R0 PDFDocument1 page1 12 Att.1 R0 PDFRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageEngineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingRezaNo ratings yet
- Fume HoodsDocument18 pagesFume HoodsRezaNo ratings yet
- Refrigerant PipingDocument5 pagesRefrigerant PipingRezaNo ratings yet
- Natural Gas PipingDocument3 pagesNatural Gas PipingRezaNo ratings yet
- Storm Drainage PipingDocument3 pagesStorm Drainage PipingRezaNo ratings yet
- Hepa Filtration SystemDocument6 pagesHepa Filtration SystemRezaNo ratings yet
- Induced Draft Cooling Towers - FiberglassDocument5 pagesInduced Draft Cooling Towers - FiberglassRezaNo ratings yet
- Glovebox FabricationDocument44 pagesGlovebox FabricationRezaNo ratings yet
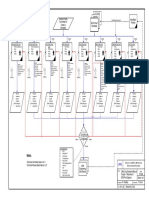
- Ch6 - 310 - PFD - P&ID - R0 PDFDocument10 pagesCh6 - 310 - PFD - P&ID - R0 PDFRezaNo ratings yet
- Glovebox Atmosphere Regenerable Purification SystemsDocument10 pagesGlovebox Atmosphere Regenerable Purification SystemsRezaNo ratings yet
- Glovebox GlovesDocument18 pagesGlovebox GlovesRezaNo ratings yet
- 11165Document1 page11165RezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsDocument4 pagesEngineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: Chapter 6, Mechanical Section D10+E10 EquipmentDocument7 pagesEngineering Standards Manual OST220-03-01-ESM: Chapter 6, Mechanical Section D10+E10 EquipmentRezaNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: 6-Mechanical Section D10-30PFD - PFD and P&ID DiagramsDocument7 pagesEngineering Standards Manual OST220-03-01-ESM: 6-Mechanical Section D10-30PFD - PFD and P&ID DiagramsRezaNo ratings yet