You might also like
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Test Description (Information Only)Document2 pagesTest Description (Information Only)dayalramNo ratings yet
- FORM QW-484B WELDING OPERATOR QUALIFICATIONSDocument1 pageFORM QW-484B WELDING OPERATOR QUALIFICATIONSKautiilaNo ratings yet
- Welders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionDocument8 pagesWelders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionGerardo Arispe AramayoNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSJose Elian Cuellar PinzónNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSJose Elian Cuellar PinzónNo ratings yet
- WQT 1236Document1 pageWQT 1236mir31721No ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSAlesol EquipmentNo ratings yet
- QW484BDocument1 pageQW484BMohamed Ahmed MaherNo ratings yet
- WPQ 2Document1 pageWPQ 2FirozNo ratings yet
- DQR Project Quality Control Form for Welder PerformanceDocument1 pageDQR Project Quality Control Form for Welder PerformanceminhnnNo ratings yet
- WPQ Format Sec IxDocument2 pagesWPQ Format Sec IxParminder SinghNo ratings yet
- Form Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)viswamanojNo ratings yet
- WPQ Format - SMAWDocument3 pagesWPQ Format - SMAWBalkishan DyavanapellyNo ratings yet
- WPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSDocument1 pageWPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSMohamed Ahmed MaherNo ratings yet
- ASME BPVC Sec IX 2023 - Demonstration FormDocument1 pageASME BPVC Sec IX 2023 - Demonstration Formmr.bakhtiari.mahmoudNo ratings yet
- WPQ PDFDocument0 pagesWPQ PDFstanleyNo ratings yet
- WPQ Welder Performance QualificationsDocument1 pageWPQ Welder Performance Qualificationsjoshrathburn1980No ratings yet
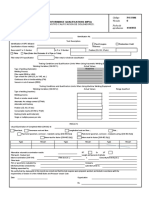
- Format For Manufacturer Record of Welding Operator QualificationDocument1 pageFormat For Manufacturer Record of Welding Operator QualificationRajeev KumarNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Standard Welding Procedure Specification Demonstration FormDocument1 pageStandard Welding Procedure Specification Demonstration FormEmma DNo ratings yet
- Welder Certificate Sample1Document1 pageWelder Certificate Sample1Buddy EkoNo ratings yet
- QW484Document1 pageQW484Anonymous 4e7GNjzGWNo ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Aries MarteNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- 2010 SECTION IX WPS FORMATDocument5 pages2010 SECTION IX WPS FORMATAjay ChodankarNo ratings yet
- Saravanan Wpq-5g 50nbDocument1 pageSaravanan Wpq-5g 50nbDeepakNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- Welder Qualification FormatDocument1 pageWelder Qualification FormatScribdTranslationsNo ratings yet
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- mohanWPQ-1G 40NBDocument1 pagemohanWPQ-1G 40NBDeepakNo ratings yet
- Interactive Form QW-485 PDFDocument1 pageInteractive Form QW-485 PDFRama Krishna Reddy DonthireddyNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- SAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Document2 pagesSAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Lovedeep SinghNo ratings yet
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- FO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresDocument4 pagesFO 3310d Welding Performance Qualifications (WPQ) : Registro Calificacion de SoldadoresRodolfoNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFedinson castrilloNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- PQR PROCEDURE QUALIFICATION RECORDDocument2 pagesPQR PROCEDURE QUALIFICATION RECORDEmma DNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFazizNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFDwi Agus YuliyantoNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormTegar OktoberNo ratings yet
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- WPQ 양식 김정균 (DSHI Rev.0)Document5 pagesWPQ 양식 김정균 (DSHI Rev.0)이훈No ratings yet
- ASME BPVC.IX-2017 Form QW-485 Suggested Format for Demonstrating Standard Welding Procedure SpecificationsDocument1 pageASME BPVC.IX-2017 Form QW-485 Suggested Format for Demonstrating Standard Welding Procedure Specificationsjiao longNo ratings yet
- WA-AEI-001 Some Comments AddressedDocument2 pagesWA-AEI-001 Some Comments AddressedMulPXNo ratings yet
- QW-483 PQR PROCEDURE QUALIFICATION RECORDDocument6 pagesQW-483 PQR PROCEDURE QUALIFICATION RECORDZam Zam NoorNo ratings yet
- Welder Performance Qualification (WPQ)Document1 pageWelder Performance Qualification (WPQ)JBStringerNo ratings yet
- PQR ASME SECTION IX WELD PROCEDUREDocument6 pagesPQR ASME SECTION IX WELD PROCEDUREZam Zam NoorNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Presentation Asme Sec Ix Wps PQR WPQDocument51 pagesPresentation Asme Sec Ix Wps PQR WPQemrullahNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRAhmed Shaban KotbNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- History and Development of the Foodservice IndustryDocument23 pagesHistory and Development of the Foodservice IndustryMaria Athenna MallariNo ratings yet
- Galambos 1986Document18 pagesGalambos 1986gcoNo ratings yet
- Quality Improvement Reading Material1Document10 pagesQuality Improvement Reading Material1Paul Christopher PinedaNo ratings yet
- Handbook of Zen, Mindfulness and Spiritual Health PDFDocument324 pagesHandbook of Zen, Mindfulness and Spiritual Health PDFMatthew Grayson100% (3)
- Copy Resit APLC MiniAssignmentDocument5 pagesCopy Resit APLC MiniAssignmentChong yaoNo ratings yet
- TNG UPDATE InstructionsDocument10 pagesTNG UPDATE InstructionsDiogo Alexandre Crivelari CrivelNo ratings yet
- Presentation of Urban RegenerationsDocument23 pagesPresentation of Urban RegenerationsRafiuddin RoslanNo ratings yet
- SolarBright MaxBreeze Solar Roof Fan Brochure Web 1022Document4 pagesSolarBright MaxBreeze Solar Roof Fan Brochure Web 1022kewiso7811No ratings yet
- Software Client Linux 21 01Document81 pagesSoftware Client Linux 21 01BronskyNo ratings yet
- Durand Et Al JHRC 1997 Experimental Design Optimization of The Analysis of Gasoline by Capillary Gas ChromatographyDocument6 pagesDurand Et Al JHRC 1997 Experimental Design Optimization of The Analysis of Gasoline by Capillary Gas ChromatographyCatalinaSalamancaNo ratings yet
- District Wise List of Colleges Under The Juridiction of MRSPTU BathindaDocument13 pagesDistrict Wise List of Colleges Under The Juridiction of MRSPTU BathindaGurpreet SandhuNo ratings yet
- Abbreviation Meaning Notes: Cibo ("With Food")Document4 pagesAbbreviation Meaning Notes: Cibo ("With Food")TantriNo ratings yet
- Masterbatch Buyers Guide PDFDocument8 pagesMasterbatch Buyers Guide PDFgurver55No ratings yet
- Useful Relations in Quantum Field TheoryDocument30 pagesUseful Relations in Quantum Field TheoryDanielGutierrez100% (1)
- 5.a Personal Diet Consultant For Healthy MealDocument5 pages5.a Personal Diet Consultant For Healthy MealKishore SahaNo ratings yet
- Business EnvironmentDocument12 pagesBusiness EnvironmentAbhinav GuptaNo ratings yet
- Guillermo Estrella TolentinoDocument15 pagesGuillermo Estrella TolentinoJessale JoieNo ratings yet
- Philippine Police Report Suicide InvestigationDocument2 pagesPhilippine Police Report Suicide InvestigationPAUL ALDANA82% (34)
- Environmental Threats Differentiated Reading Comprehension Ver 1Document20 pagesEnvironmental Threats Differentiated Reading Comprehension Ver 1Camila DiasNo ratings yet
- Admission Procedure For International StudentsDocument8 pagesAdmission Procedure For International StudentsAndreea Anghel-DissanayakaNo ratings yet
- Financial Accounting IFRS 3rd Edition Weygandt Solutions Manual 1Document8 pagesFinancial Accounting IFRS 3rd Edition Weygandt Solutions Manual 1jacob100% (34)
- Angelomorphic Christology and The Book of Revelation - Matthias Reinhard HoffmannDocument374 pagesAngelomorphic Christology and The Book of Revelation - Matthias Reinhard HoffmannEusebius325100% (2)
- 13Document47 pages13Rohan TirmakheNo ratings yet
- Admisibility To Object EvidenceDocument168 pagesAdmisibility To Object EvidenceAnonymous 4WA9UcnU2XNo ratings yet
- Grace Lipsini1 2 3Document4 pagesGrace Lipsini1 2 3api-548923370No ratings yet
- European Business in China Position Paper 2017 2018 (English Version)Document408 pagesEuropean Business in China Position Paper 2017 2018 (English Version)Prasanth RajuNo ratings yet
- Early Diabetic Risk Prediction Using Machine Learning Classification TechniquesDocument6 pagesEarly Diabetic Risk Prediction Using Machine Learning Classification TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Class 7thDocument24 pagesClass 7thPriyaNo ratings yet
- Banu Maaruf of The LevantDocument6 pagesBanu Maaruf of The LevantMotiwala AbbasNo ratings yet
- A ULTIMA ReleaseNotesAxiomV PDFDocument38 pagesA ULTIMA ReleaseNotesAxiomV PDFIVANALTAMARNo ratings yet