You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Loading Unloading Temperature Welding ProgressionDocument5 pagesLoading Unloading Temperature Welding ProgressionRajesh Owaiyar71% (7)
- Welder Performance Qualification-Interactive Form QW-484ADocument1 pageWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing ConcreteDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concretebonnico75% (4)
- WPQ Welder Performance QualificationsDocument1 pageWPQ Welder Performance Qualificationsjoshrathburn1980No ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Aries MarteNo ratings yet
- AWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderDocument25 pagesAWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderminhnnNo ratings yet
- Aci 117 R90Document11 pagesAci 117 R90Rafael Elgueta Aravena100% (1)
- Aci 117 - 90 Concrete Construction PDFDocument16 pagesAci 117 - 90 Concrete Construction PDFcessare08100% (4)
- ACI 304R-89. Guide For Measuring, Mixing, Transporting, andDocument54 pagesACI 304R-89. Guide For Measuring, Mixing, Transporting, andminhnnNo ratings yet
- QCF101 Compaction Test ReportDocument1 pageQCF101 Compaction Test ReportminhnnNo ratings yet
- QW484BDocument1 pageQW484BMohamed Ahmed MaherNo ratings yet
- WPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSDocument1 pageWPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSMohamed Ahmed MaherNo ratings yet
- Qw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document7 pagesQw-484B Format For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Gerardo Arispe AramayoNo ratings yet
- Form Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-484B Suggested Format B For Welding Operator Performance Qualifications (Wopq) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)viswamanojNo ratings yet
- Test Description (Information Only)Document2 pagesTest Description (Information Only)dayalramNo ratings yet
- WQT 1236Document1 pageWQT 1236mir31721No ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSAlesol EquipmentNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSJose Elian Cuellar PinzónNo ratings yet
- FORM QW-484A WELDER PERFORMANCE QUALIFICATIONSDocument1 pageFORM QW-484A WELDER PERFORMANCE QUALIFICATIONSJose Elian Cuellar PinzónNo ratings yet
- Welders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionDocument8 pagesWelders Performance Qualification Record (WPQ) : Welder Name Identification No. Test DescriptionGerardo Arispe AramayoNo ratings yet
- FORM QW-484B WELDING OPERATOR QUALIFICATIONSDocument1 pageFORM QW-484B WELDING OPERATOR QUALIFICATIONSKautiilaNo ratings yet
- WPQ PDFDocument0 pagesWPQ PDFstanleyNo ratings yet
- WPQ Format Sec IxDocument2 pagesWPQ Format Sec IxParminder SinghNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Saravanan Wpq-5g 50nbDocument1 pageSaravanan Wpq-5g 50nbDeepakNo ratings yet
- mohanWPQ-1G 40NBDocument1 pagemohanWPQ-1G 40NBDeepakNo ratings yet
- Welder Certificate Sample1Document1 pageWelder Certificate Sample1Buddy EkoNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRAhmed Shaban KotbNo ratings yet
- WPQ WELDER QUALIFICATION 16MM PLATE SMAWDocument1 pageWPQ WELDER QUALIFICATION 16MM PLATE SMAWniket0No ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- WPQRDocument1 pageWPQRShani MalikNo ratings yet
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Interactive Form QW-485 PDFDocument1 pageInteractive Form QW-485 PDFRama Krishna Reddy DonthireddyNo ratings yet
- WPQ 2Document1 pageWPQ 2FirozNo ratings yet
- 161 Gmaw Zug Asme (Beni Kantona 3g) WPQDocument2 pages161 Gmaw Zug Asme (Beni Kantona 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- PT ZUG WELDING QUALIFICATIONDocument1 pagePT ZUG WELDING QUALIFICATIONMuhammad Fitransyah Syamsuar Putra100% (1)
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- 2010 SECTION IX WPS FORMATDocument5 pages2010 SECTION IX WPS FORMATAjay ChodankarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Welder Qualification ReportDocument17 pagesWelder Qualification ReportAries MarteNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- WPQ WELDER PERFORMANCE QUALIFICATIONDocument2 pagesWPQ WELDER PERFORMANCE QUALIFICATIONalokbdasNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- QW484Document1 pageQW484Anonymous 4e7GNjzGWNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Dodsal Pte Ltd Q-Chem Project Doha Qatar Welder Qualification TestsDocument1 pageDodsal Pte Ltd Q-Chem Project Doha Qatar Welder Qualification Testsrohitbhat2345No ratings yet
- Qualification Soudeur PDFDocument3 pagesQualification Soudeur PDFr_racNo ratings yet
- Welder Qualification FormatDocument1 pageWelder Qualification FormatScribdTranslationsNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- RSW WOPQ REV. 2010a Interactive FormDocument1 pageRSW WOPQ REV. 2010a Interactive FormcosmicbunnyNo ratings yet
- Rke PQR 01Document2 pagesRke PQR 01Satish KeskarNo ratings yet
- ASME BPVC Sec IX 2023 - Demonstration FormDocument1 pageASME BPVC Sec IX 2023 - Demonstration Formmr.bakhtiari.mahmoudNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Dodsal Pte Ltd Q-Chem Project Doha, Qatar Job No 7979 Welder Qualification RecordDocument1 pageDodsal Pte Ltd Q-Chem Project Doha, Qatar Job No 7979 Welder Qualification Recordravi00098No ratings yet
- WPQ Certificates Klis14Document8 pagesWPQ Certificates Klis14AdhicharanNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
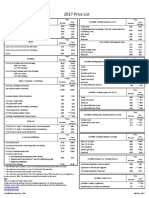
- 2236 Price List 2017 20170306Document1 page2236 Price List 2017 20170306minhnn100% (1)
- AWS QC 11-96 Spec 4 Qualification Certification Advanced Level WelderDocument38 pagesAWS QC 11-96 Spec 4 Qualification Certification Advanced Level Welderminhnn50% (2)
- Welding EngineerDocument10 pagesWelding EngineerNnamdi Celestine NnamdiNo ratings yet
- ACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TraDocument12 pagesACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TrawilsonschmittNo ratings yet
- ACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteDocument10 pagesACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteZaki 'Eki' MuliawanNo ratings yet
- 126 3R-99 PDFDocument50 pages126 3R-99 PDFfarhadamNo ratings yet
- 124 2R-94 PDFDocument1 page124 2R-94 PDFfarhadamNo ratings yet
- QCF007 Post Pour Inspection and Concrete RepairDocument1 pageQCF007 Post Pour Inspection and Concrete Repairminhnn100% (1)
- Aci 304.2R-96Document25 pagesAci 304.2R-96minhnnNo ratings yet
- Batching, Mixing and Job-Control of Lightweight ConcreteDocument9 pagesBatching, Mixing and Job-Control of Lightweight ConcreteRonaldo HertezNo ratings yet
- Aci 304.6R-91Document14 pagesAci 304.6R-91minhnnNo ratings yet
- Aci 304.3R-96Document8 pagesAci 304.3R-96minhnnNo ratings yet
- QCF009 Insp Report-Precast ConcreteDocument1 pageQCF009 Insp Report-Precast ConcreteminhnnNo ratings yet
- QCF006 Placement & Compaction of Fill MaterialDocument1 pageQCF006 Placement & Compaction of Fill MaterialminhnnNo ratings yet
- CQC008Document1 pageCQC008minhnnNo ratings yet
- QCF012 Authorisation To BackfillDocument1 pageQCF012 Authorisation To BackfillminhnnNo ratings yet
- QCF005 Survey LogDocument2 pagesQCF005 Survey LogminhnnNo ratings yet
- QCF013 Materials Inspection ReportDocument1 pageQCF013 Materials Inspection ReportminhnnNo ratings yet
- Dung Quat Refinery Project: Works Inspection ReportDocument1 pageDung Quat Refinery Project: Works Inspection ReportminhnnNo ratings yet
- QCF010 Works Inspection Report GeotextileDocument1 pageQCF010 Works Inspection Report GeotextileminhnnNo ratings yet
- QCF011 Asphalt Concrete Site ControlDocument3 pagesQCF011 Asphalt Concrete Site ControlminhnnNo ratings yet
- QC Form Dung Quat Refinery ProjectDocument1 pageQC Form Dung Quat Refinery ProjectminhnnNo ratings yet
- QCF102 Concrete Pouring RecordDocument1 pageQCF102 Concrete Pouring RecordminhnnNo ratings yet