You might also like
- !ihspe 5704: Society ofDocument6 pages!ihspe 5704: Society ofizzybj100% (1)
- John Hicks (Auth.) - Welded Joint Design-Woodhead Publishing (1997)Document92 pagesJohn Hicks (Auth.) - Welded Joint Design-Woodhead Publishing (1997)Roshan Shanmughan100% (1)
- Paraffin & Asphaltene Chemicals IES-World-Oil-ArticleDocument4 pagesParaffin & Asphaltene Chemicals IES-World-Oil-Article1mmahoneyNo ratings yet
- Chemistry SolutionsDocument104 pagesChemistry SolutionsFariza100% (1)
- Astm A276 13aDocument8 pagesAstm A276 13aJulian CristianNo ratings yet
- Tramp Amine Best Practices CH-1967Document2 pagesTramp Amine Best Practices CH-1967alexHuy88100% (1)
- TVA Process For Production of Granular DAP 1962Document6 pagesTVA Process For Production of Granular DAP 1962Victor VazquezNo ratings yet
- Alumina APC Application at Alunorte (BRA) by Honeywell byDocument6 pagesAlumina APC Application at Alunorte (BRA) by Honeywell bycbqucbquNo ratings yet
- Control of Paraffin Deposition in Production Operations: SPE, Conoco Inc. SPE, Conoco IncDocument6 pagesControl of Paraffin Deposition in Production Operations: SPE, Conoco Inc. SPE, Conoco IncAlesa Acosta JaraNo ratings yet
- Electrochemistry EquilibriaDocument39 pagesElectrochemistry EquilibriaWardahNo ratings yet
- Status of Medium - and Long-Chain Chlorinated ParaffinsDocument11 pagesStatus of Medium - and Long-Chain Chlorinated ParaffinsTravis HNo ratings yet
- Scanning Electron Microscopy and X-Ray Microanalysis-Joseph Goldstein PDFDocument361 pagesScanning Electron Microscopy and X-Ray Microanalysis-Joseph Goldstein PDFPetra Gašparič100% (5)
- Corrosion ResearchDocument6 pagesCorrosion ResearchPrincess OkolomaNo ratings yet
- MPOB GMP Palm Oil MillsDocument21 pagesMPOB GMP Palm Oil MillsAbu Navaradeeforty88% (8)
- Fiber Analysis: Qualitative: AATCC Test Method 20-2007Document27 pagesFiber Analysis: Qualitative: AATCC Test Method 20-2007Samir fernandes almeidaNo ratings yet
- EnzymeDocument8 pagesEnzymeAlejandra LopezNo ratings yet
- Uop 629-08Document17 pagesUop 629-08MiguelNo ratings yet
- Fiber Analysis: Qualitative: AATCC Test Method 20-2007Document26 pagesFiber Analysis: Qualitative: AATCC Test Method 20-2007Phạm Hồ Ngọc Linh100% (1)
- Preview - Crude Oil Refining - A Simplified ApproachDocument34 pagesPreview - Crude Oil Refining - A Simplified ApproachLokesh Ravichandran100% (1)
- Chapter 5: ParaffinDocument37 pagesChapter 5: ParaffinjavierNo ratings yet
- Fiber Analysis: Quantitative: AATCC Test Method 20A-2017Document9 pagesFiber Analysis: Quantitative: AATCC Test Method 20A-2017Milagros Wieczorek50% (2)
- 2-4 Shell and Tube Heat Exchanger (Problem)Document35 pages2-4 Shell and Tube Heat Exchanger (Problem)Qamar Munir100% (1)
- Mitigation of Paraffin Wax Deposition in Cretaceous Crude Oils of WyomingDocument9 pagesMitigation of Paraffin Wax Deposition in Cretaceous Crude Oils of WyomingGabriel EduardoNo ratings yet
- Petroleum Science and TechnologyDocument17 pagesPetroleum Science and TechnologyariNo ratings yet
- Control de Parafinas y AsfaltenosDocument11 pagesControl de Parafinas y AsfaltenosJesus Ponce GNo ratings yet
- Spe 200966 MsDocument12 pagesSpe 200966 MsJesus D. Arrieta GarridoNo ratings yet
- OTC 7575 Thermochemical Process To Remove Paraffin Deposits in Subsea Production LinesDocument8 pagesOTC 7575 Thermochemical Process To Remove Paraffin Deposits in Subsea Production LinesEslamSheblNo ratings yet
- Brown 1993Document16 pagesBrown 1993KHƯƠNG TRẦN HOÀNGNo ratings yet
- Hydrocarbon Production Engineering: Presented By: Manish Kumar (18PE10006)Document14 pagesHydrocarbon Production Engineering: Presented By: Manish Kumar (18PE10006)Manish KumarNo ratings yet
- Da Silva - New Additives For The Pour Point Reduction of Petroleum Middle Distillates, 2004Document6 pagesDa Silva - New Additives For The Pour Point Reduction of Petroleum Middle Distillates, 2004oreamigNo ratings yet
- Parte 4Document61 pagesParte 4IVAN SAMCRUZNo ratings yet
- 04 Comparación Celda Columna Con MecanicaDocument7 pages04 Comparación Celda Columna Con MecanicaEvelin postigoNo ratings yet
- Metode Parafin JurnalDocument6 pagesMetode Parafin JurnalDesy SriwulanNo ratings yet
- SPE 105049 - Application of Wax Dissolver - SPE 105049Document7 pagesSPE 105049 - Application of Wax Dissolver - SPE 105049Princess OkolomaNo ratings yet
- SPE 18894 Identification and Treating of Downhole Organic DepositsDocument6 pagesSPE 18894 Identification and Treating of Downhole Organic DepositsMego Dian PutraNo ratings yet
- Luong Minh TueDocument8 pagesLuong Minh TueLinhXuânPhạmNo ratings yet
- David Jennings, Jake White, Oje Pogoson, Kartik Ramachandran, George Bonin, Paulo Waltrich, Farid Shecaira, Claudio ZiglioDocument12 pagesDavid Jennings, Jake White, Oje Pogoson, Kartik Ramachandran, George Bonin, Paulo Waltrich, Farid Shecaira, Claudio Zigliofidan muradovaNo ratings yet
- Ultrafiltration Membrane Dry DegummingDocument10 pagesUltrafiltration Membrane Dry DegummingAbdu M. HabsyiNo ratings yet
- SPE 72129 Microbial Enhanced Oil Recovery: Diverse Successful Applications of Biotechnology in The Oil FieldDocument9 pagesSPE 72129 Microbial Enhanced Oil Recovery: Diverse Successful Applications of Biotechnology in The Oil FieldPradyumna Singh RathoreNo ratings yet
- Deasphaltation of Petroleum Using Supercritical Propane: January 2005Document9 pagesDeasphaltation of Petroleum Using Supercritical Propane: January 2005ALMOKHBER EldawlyNo ratings yet
- Removal by Imanofi: Research & DevelopmentDocument3 pagesRemoval by Imanofi: Research & DevelopmentZia ul NoorNo ratings yet
- SPE 106160 Kinetic Parameters For Dilute Epoxy Resins Measured by Nuclear Magnetic Resonance SpectrosDocument6 pagesSPE 106160 Kinetic Parameters For Dilute Epoxy Resins Measured by Nuclear Magnetic Resonance Spectrosizzatislam.mohdnoorNo ratings yet
- Dynamar: The Application of Fluoropolymer Based Processing Aids in Polypropylene and Thermoplastic RubberDocument10 pagesDynamar: The Application of Fluoropolymer Based Processing Aids in Polypropylene and Thermoplastic Rubberhuy.dicNo ratings yet
- The Operating Experience of Nitrophosphate PlantDocument6 pagesThe Operating Experience of Nitrophosphate PlantDewi farahdibaNo ratings yet
- FFA Removal With NanoparticlesDocument16 pagesFFA Removal With NanoparticlesMauricio VillalobosNo ratings yet
- Paraffin Deposition and Prevention in Oil Wells: JofidaDocument8 pagesParaffin Deposition and Prevention in Oil Wells: JofidaAYAUWU LOVEDAYNo ratings yet
- Wa0044.Document12 pagesWa0044.pitcromNo ratings yet
- J Chemosphere 2007 08 071Document7 pagesJ Chemosphere 2007 08 071karpanaiNo ratings yet
- Asphaltenes Garcia 2001Document10 pagesAsphaltenes Garcia 2001Arjun SachdevNo ratings yet
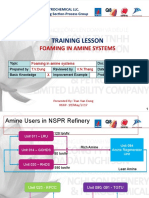
- Training Lesson: Foaming in Amine SystemsDocument15 pagesTraining Lesson: Foaming in Amine SystemstranbatoanNo ratings yet
- Lab DX NotesDocument13 pagesLab DX Notesmiti.pongos.swuNo ratings yet
- Astm D4055 - 04Document3 pagesAstm D4055 - 04mancjaNo ratings yet
- Ec6734A Improves Oil-Water Separation, Boosts Oil Recovery, Conditions Produced Water For Disposal in South TexasDocument4 pagesEc6734A Improves Oil-Water Separation, Boosts Oil Recovery, Conditions Produced Water For Disposal in South TexasMohamed HassanNo ratings yet
- The Odor of Optical Isomers An Experiment in Organic ChemistryDocument2 pagesThe Odor of Optical Isomers An Experiment in Organic Chemistrygeovani2No ratings yet
- Rapid On-Site Analysis of Fats, Oil and Grease (FOG)Document2 pagesRapid On-Site Analysis of Fats, Oil and Grease (FOG)Waleed El-azabNo ratings yet
- Cheryan 2005Document3 pagesCheryan 2005mahesh8760No ratings yet
- Cafei2012-191 Simultaneous Degumming and Deacidification of Crude Palm Oil Using Polymeric Hollow Fiber MembranesDocument11 pagesCafei2012-191 Simultaneous Degumming and Deacidification of Crude Palm Oil Using Polymeric Hollow Fiber MembranesIneke AuliaNo ratings yet
- Water Environment FederationDocument8 pagesWater Environment FederationFajarNo ratings yet
- Ohio Biosolids Nereda Seminar 2017Document71 pagesOhio Biosolids Nereda Seminar 2017فؤاد مهندسNo ratings yet
- Peptide Library SynthesisDocument19 pagesPeptide Library Synthesispickpocket27No ratings yet
- Propylene Production Methods and FCC Process Rules in Propylene DemandsDocument22 pagesPropylene Production Methods and FCC Process Rules in Propylene DemandsYwjnn GalimNo ratings yet
- (Part 4) LCA of Refined Palm Oil Production and FractionationDocument15 pages(Part 4) LCA of Refined Palm Oil Production and FractionationdwikusNo ratings yet
- Chen & Yan, 2008Document7 pagesChen & Yan, 2008BerliandoNo ratings yet
- Surfactant-Free Poly (Vinylidene Chloride) Latexes Via One-Pot RAFT-mediated Aqueous PolymerizationDocument10 pagesSurfactant-Free Poly (Vinylidene Chloride) Latexes Via One-Pot RAFT-mediated Aqueous PolymerizationRoberto MatehualaNo ratings yet
- AATCC 81-2016 - PH in TextileDocument2 pagesAATCC 81-2016 - PH in TextileMinh Tien NguyenNo ratings yet
- KURITA - Boiler Preservation Methods (Part4) PDFDocument8 pagesKURITA - Boiler Preservation Methods (Part4) PDFIyan MulyanaNo ratings yet
- Kuliah TemperaturDocument19 pagesKuliah TemperaturDedy Setiawan ستياوانNo ratings yet
- Sika PDS - E - Sika FastFix - 138 TP PDFDocument3 pagesSika PDS - E - Sika FastFix - 138 TP PDFlwin_oo2435No ratings yet
- 2 Electrodes Conductivity Sensor K 0,01 3/4NPT Thread With TDocument1 page2 Electrodes Conductivity Sensor K 0,01 3/4NPT Thread With TDonatas BertasiusNo ratings yet
- Mobil Delvac 1 ESP 5W-40Document3 pagesMobil Delvac 1 ESP 5W-40RachitNo ratings yet
- Chris - Rule - Stirred Milling in The PGM IndustryDocument59 pagesChris - Rule - Stirred Milling in The PGM IndustryJakesNo ratings yet
- CH 3 Click ChemistryDocument29 pagesCH 3 Click ChemistryYan XiongNo ratings yet
- Journal Pre-Proof: Electrochimica ActaDocument18 pagesJournal Pre-Proof: Electrochimica ActawwNo ratings yet
- Extraction of Essential Oil From AniseedDocument12 pagesExtraction of Essential Oil From AniseedChetna Naglot33% (6)
- Formulation and Evaluation of Sustained Release In-Situ Gel of Amikacin by Using 32 Full Factorial DesignDocument14 pagesFormulation and Evaluation of Sustained Release In-Situ Gel of Amikacin by Using 32 Full Factorial DesignPRASANTA KUMAR MOHAPATRANo ratings yet
- Review of Spectrophotometric Methods For Determination of FormaldehydeDocument16 pagesReview of Spectrophotometric Methods For Determination of FormaldehydeDewi WulandhariNo ratings yet
- U-1, Pathophysiology-1, Carewell PharmaDocument39 pagesU-1, Pathophysiology-1, Carewell Pharmakantharaju gbNo ratings yet
- Pds Morrison DryaddDocument1 pagePds Morrison DryaddixmorrisonNo ratings yet
- 1assignment On Rates of Reaction and Energy ChangesDocument6 pages1assignment On Rates of Reaction and Energy ChangesShehryar IftikharNo ratings yet
- C01 14SDocument49 pagesC01 14STiffany LiuNo ratings yet
- Chemistry WorksheetDocument6 pagesChemistry WorksheetOh Yoon AhNo ratings yet
- Dumas Et Al., 2006 - Usou R24h - Assessment of Analytical Reproducibility of 1H NMRDocument21 pagesDumas Et Al., 2006 - Usou R24h - Assessment of Analytical Reproducibility of 1H NMRAnne NatáliaNo ratings yet
- FTIRDocument24 pagesFTIRWulan SariNo ratings yet
- SAB-157-HR Operating 2013.08 enDocument56 pagesSAB-157-HR Operating 2013.08 ennikvaanNo ratings yet
- Building Technology-Steel As A Structural UnitDocument2 pagesBuilding Technology-Steel As A Structural UnitMohammed Al SabahNo ratings yet
- Bypassing Inefficient Mixing Presence of Dead Zones: Reactor Design & OperationDocument31 pagesBypassing Inefficient Mixing Presence of Dead Zones: Reactor Design & OperationChem-Youth FestNo ratings yet
- Nickel Plate, Sheet, and Strip: Standard Specification ForDocument8 pagesNickel Plate, Sheet, and Strip: Standard Specification For장호원No ratings yet
- Ammonia Risk Assessment Laura Boles ENV385: Chemistry and Toxicology Instructor Muthu Kuchanur 02/04/2019Document12 pagesAmmonia Risk Assessment Laura Boles ENV385: Chemistry and Toxicology Instructor Muthu Kuchanur 02/04/2019benonNo ratings yet
- Determination of Distribution Coefficient of Iodine Between Two Immiscible SolventsDocument6 pagesDetermination of Distribution Coefficient of Iodine Between Two Immiscible SolventsRafid Jawad100% (1)