You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- KKS CodesDocument39 pagesKKS Codeshamza shahzad100% (1)
- C0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryDocument5 pagesC0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryAnonymous YwFJrk0yCNo ratings yet
- Science6 - q1 - Mod1les3 - Factors Affecting Solubility - EDITEDDocument10 pagesScience6 - q1 - Mod1les3 - Factors Affecting Solubility - EDITEDGene-Beth Cacho Garce50% (2)
- Sabir Ali: ObjectiveDocument1 pageSabir Ali: Objectiverizwan chNo ratings yet
- Expereince Letter TamoorDocument1 pageExpereince Letter Tamoorrizwan chNo ratings yet
- Rizwan Ali: Professional SynopsisDocument5 pagesRizwan Ali: Professional Synopsisrizwan chNo ratings yet
- Marquis ApplicationDocument2 pagesMarquis Applicationrizwan chNo ratings yet
- Chemical Handling and ManagementDocument22 pagesChemical Handling and Managementrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP013 Chemical Laboratory Monitoring and AnalysisDocument69 pagesHEI-IMS-CHEM-SOP013 Chemical Laboratory Monitoring and Analysisrizwan chNo ratings yet
- MSDS Power PlantDocument1 pageMSDS Power Plantrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP03 RO Chemical Dosing and PreparationDocument6 pagesHEI-IMS-CHEM-SOP03 RO Chemical Dosing and Preparationrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP012 Clean in Place of EDI PlantDocument12 pagesHEI-IMS-CHEM-SOP012 Clean in Place of EDI Plantrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP10 Sodium Hypochlorite Plant OperationDocument8 pagesHEI-IMS-CHEM-SOP10 Sodium Hypochlorite Plant Operationrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP06 Chemicals Handling ProcedureDocument22 pagesHEI-IMS-CHEM-SOP06 Chemicals Handling Procedurerizwan chNo ratings yet
- HEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and PreparationDocument7 pagesHEI-IMS-CHEM-SOP05 HRSG and CCCW Chemical Dosing and Preparationrizwan chNo ratings yet
- HEI-IMS-CHEM-SOP04 Cooling Tower Chemical Dosing and PreparationDocument6 pagesHEI-IMS-CHEM-SOP04 Cooling Tower Chemical Dosing and Preparationrizwan chNo ratings yet
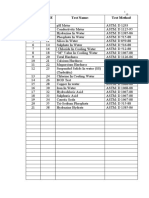
- Astm Methods WATER22Document40 pagesAstm Methods WATER22rizwan chNo ratings yet
- Chancellery of The Embassy of Pakistan: Business Introduction LetterDocument1 pageChancellery of The Embassy of Pakistan: Business Introduction Letterrizwan chNo ratings yet
- Offer: STO Training For Bhikki in Pakistan: /flight 2'5Document2 pagesOffer: STO Training For Bhikki in Pakistan: /flight 2'5rizwan chNo ratings yet
- Types of EvporatorsDocument18 pagesTypes of EvporatorsJaya Aravinth RajNo ratings yet
- Buckling Commentary E-Mar18 PDFDocument132 pagesBuckling Commentary E-Mar18 PDFthomas1313No ratings yet
- Heat, The Mechanical UniverseDocument2 pagesHeat, The Mechanical UniversealadinsaneNo ratings yet
- PRACRES Source Report: Use of Plastic Waste in Road ConstructionDocument9 pagesPRACRES Source Report: Use of Plastic Waste in Road ConstructionadingmarasiganNo ratings yet
- Poly Tetra Flu Oro EthyleneDocument15 pagesPoly Tetra Flu Oro Ethylenevinod.veeranki6129No ratings yet
- (HT-13) Hardness Conversion Table by Temperature (E-7, E-15)Document1 page(HT-13) Hardness Conversion Table by Temperature (E-7, E-15)Dung Do ThanhNo ratings yet
- Vessel Nozzle PDFDocument30 pagesVessel Nozzle PDFEugenia LorenzaNo ratings yet
- Calculate The Ultimate Moment of Resistance of The BeamDocument6 pagesCalculate The Ultimate Moment of Resistance of The BeamMatiur Rahman Basum100% (1)
- Intermolecular Forces and Its Applications: For General Chemistry 2/grade 12 (STEM) Quarter 3/week 1.a-DDocument19 pagesIntermolecular Forces and Its Applications: For General Chemistry 2/grade 12 (STEM) Quarter 3/week 1.a-DSherwin Jay PalaspasNo ratings yet
- 4024q1 Specimen PaperdocxDocument12 pages4024q1 Specimen PaperdocxLeses MayNo ratings yet
- Soil: CDOT Class 1 Backfill-Drained: Material PropertiesDocument8 pagesSoil: CDOT Class 1 Backfill-Drained: Material PropertiesBraggyyy BarreraNo ratings yet
- v91 247 PDFDocument6 pagesv91 247 PDFbariah al-bashirahNo ratings yet
- BS5400!10!1980-Code of Practice For FatigueDocument78 pagesBS5400!10!1980-Code of Practice For Fatiguezlq10081008No ratings yet
- Softening & Aniline PointsDocument10 pagesSoftening & Aniline Pointsكرار الكعبيNo ratings yet
- Why Is Carbon So VersatileDocument8 pagesWhy Is Carbon So VersatileDiana YucosingNo ratings yet
- Sae J122-2017Document12 pagesSae J122-2017phan hoai nam PhanNo ratings yet
- Safety Data Sheet: ProductDocument4 pagesSafety Data Sheet: ProductAchraf Ben DhifallahNo ratings yet
- Geochemical Characteristics of Igneous Rocks As Petrogenetic IndicatorsDocument2 pagesGeochemical Characteristics of Igneous Rocks As Petrogenetic IndicatorsFrank Hoyos CubasNo ratings yet
- JAMB Syllabus For ChemistryDocument22 pagesJAMB Syllabus For ChemistryOluebube Uchenna100% (1)
- Unit Test-II (SOM) 1Document2 pagesUnit Test-II (SOM) 1hasanNo ratings yet
- CNG Cylinder Design and SafetyDocument53 pagesCNG Cylinder Design and SafetyMartha GamalNo ratings yet
- Lime ColumnDocument7 pagesLime Columngunathefamous1100% (2)
- Click' Chemistry in Polymer and Materials Science: ReviewDocument40 pagesClick' Chemistry in Polymer and Materials Science: ReviewDilip Kumar TiwariNo ratings yet
- 06 Instrumentation CablesDocument34 pages06 Instrumentation Cablesamir11601No ratings yet
- Hambly's Paradox: Why Design Calculations Do Not Reflect Real BehaviourDocument6 pagesHambly's Paradox: Why Design Calculations Do Not Reflect Real BehaviourTránsito SUDEN SASNo ratings yet
- Lesson Plan 8Document9 pagesLesson Plan 8princesdianedelectorNo ratings yet
- Lab2 TecnoDocument38 pagesLab2 TecnoSophia Del ValleNo ratings yet