You might also like
- Boat Maintenance Checklist WebDocument2 pagesBoat Maintenance Checklist WebVicent GarcioloNo ratings yet
- Selecting Best Technology Lineup For Designing Gas Processing Units PDFDocument21 pagesSelecting Best Technology Lineup For Designing Gas Processing Units PDFSatria 'igin' Girindra Nugraha100% (1)
- Mobile Concrete Batching PlantDocument15 pagesMobile Concrete Batching PlantPaul Ticla PuenteNo ratings yet
- Select Optimal Schemes For Gas Processing PlantsDocument4 pagesSelect Optimal Schemes For Gas Processing PlantsMurali MuthuNo ratings yet
- Gas Treating Products and ServicesDocument16 pagesGas Treating Products and ServicesphantanthanhNo ratings yet
- CSTR ExampleDocument8 pagesCSTR Examplenatalia_campelo100% (2)
- Treating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsDocument19 pagesTreating Technologies of Shell Global Solutions For Natural Gas and Refinery Gas StreamsPrasad ChakkrapaniNo ratings yet
- GeophysicsDocument392 pagesGeophysicsNAGENDR_006100% (2)
- CPM3700 Acid Gas Removal PlantsDocument32 pagesCPM3700 Acid Gas Removal PlantsFawaz AlsaifNo ratings yet
- Amine Degradation Chemistry in CO2 ServiceDocument15 pagesAmine Degradation Chemistry in CO2 ServiceZEN MANo ratings yet
- Gas Treatment SLDocument68 pagesGas Treatment SLwahyuriansyahNo ratings yet
- Acid Gas TreatmentDocument10 pagesAcid Gas TreatmentasdasdasdasdasdasdasdNo ratings yet
- Calculating Pump HeadDocument8 pagesCalculating Pump HeadPascal SayahNo ratings yet
- Improve Scrubbing DesignDocument5 pagesImprove Scrubbing Designtrong40No ratings yet
- Introduction To Sulfuric Acid Alkylation Unit Process DesignDocument31 pagesIntroduction To Sulfuric Acid Alkylation Unit Process DesignalbertozapalloNo ratings yet
- Amine Degradation Issues PDFDocument14 pagesAmine Degradation Issues PDFjafo_211No ratings yet
- Gas DehydrationDocument9 pagesGas Dehydrationalif forgeNo ratings yet
- LNG Technology SelectionDocument9 pagesLNG Technology SelectionWayne MonneryNo ratings yet
- Design of Sour Gas Treatment PlantDocument26 pagesDesign of Sour Gas Treatment Plantmsr22No ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochurePherx Jhoss100% (1)
- Mercury PresentationDocument42 pagesMercury Presentationpejal5284100% (5)
- GROUP 2 - Analysis of Elon Musk's Leadership and Its Effect On Tesla MotorsDocument27 pagesGROUP 2 - Analysis of Elon Musk's Leadership and Its Effect On Tesla MotorsTam LeNo ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- Acid Gas TreatingDocument33 pagesAcid Gas TreatingEbenezer Amoah-KyeiNo ratings yet
- Quench Towers Published Paper PDFDocument6 pagesQuench Towers Published Paper PDFarmando0212-1No ratings yet
- Stable Operating Limits in Amine Treating UnitsDocument11 pagesStable Operating Limits in Amine Treating UnitsJR RomanNo ratings yet
- Imeco BulletDocument11,224 pagesImeco BulletHabibur RahmanNo ratings yet
- Desulfurization of Natural GasDocument21 pagesDesulfurization of Natural GasnalNo ratings yet
- Guidelines For Determining Severity of Wet h2sDocument4 pagesGuidelines For Determining Severity of Wet h2sse1007No ratings yet
- DNV rp-j202 - 2010-04Document42 pagesDNV rp-j202 - 2010-04Michael E. McNamara100% (2)
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- October 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govDocument15 pagesOctober 1, 2012 - December 14 2012: Andrew - Jones@netl - Doe.govnarasimhamurthy414No ratings yet
- Carbon Dioxide Post Combustion CaptureDocument12 pagesCarbon Dioxide Post Combustion Capturedanytaz100% (1)
- Reclamation Q & ADocument11 pagesReclamation Q & AchomiNo ratings yet
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- Foam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsDocument6 pagesFoam Behaviour of An Aqueous Solution of Piperazine Nmethyldiethanolamine Mdea Blend As A Function of The Type of Impurities and ConcentrationsFraz RizviNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Contamnant Reporting in Amine Gas Treating ServiceDocument21 pagesContamnant Reporting in Amine Gas Treating ServiceagadeilagaNo ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- Role of Acids in The Degradation of Alkanolamine During Co2Document7 pagesRole of Acids in The Degradation of Alkanolamine During Co2cargscribNo ratings yet
- Amine Contamination and Associated Problems in The Gas Treating UnitsDocument7 pagesAmine Contamination and Associated Problems in The Gas Treating Unitsasmaa aliNo ratings yet
- GasSweetening WorkshopDocument34 pagesGasSweetening Workshophrijucse100% (3)
- Gas Treating by AmineDocument161 pagesGas Treating by Aminerahul ck100% (5)
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Understanding Gas Treatment FundamentalsDocument8 pagesUnderstanding Gas Treatment Fundamentalsazotik1985No ratings yet
- UOP Optimized Mercury Removal in Gas Plants Tech PaperDocument18 pagesUOP Optimized Mercury Removal in Gas Plants Tech PaperPherx JhossNo ratings yet
- Cansolv TGT Plus FactsheetDocument2 pagesCansolv TGT Plus FactsheetPe VandeNo ratings yet
- Acid Gas Removal Design CriteriaDocument2 pagesAcid Gas Removal Design CriteriaNguyễn Tiến DũngNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- Uop Merox Process: G. A. DziabisDocument13 pagesUop Merox Process: G. A. Dziabisespectrox07No ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- The Effects of Mercaptans On Various MetalsDocument4 pagesThe Effects of Mercaptans On Various MetalsWael_Barakat_3179No ratings yet
- SelexolDocument2 pagesSelexolandrez627No ratings yet
- 101&111-CT-PR-7641 &7642-5125 &5126 (Vol 01 of 61)Document250 pages101&111-CT-PR-7641 &7642-5125 &5126 (Vol 01 of 61)EILA545 QAQCNo ratings yet
- Antifoam + Activated Carbon Filter For AGRUDocument1 pageAntifoam + Activated Carbon Filter For AGRUElton SitumeangNo ratings yet
- MDEADocument8 pagesMDEAGhifaris VashaNo ratings yet
- 2004 GPA Paper Mercury The Volatile Surprise in Gas ProcessingDocument15 pages2004 GPA Paper Mercury The Volatile Surprise in Gas ProcessingusnadiNo ratings yet
- Mixed Amine Solutions For Gas SweeteningDocument16 pagesMixed Amine Solutions For Gas SweeteningmvhkumarNo ratings yet
- Amine Expert CompanyDocument2 pagesAmine Expert CompanyWajid NizamiNo ratings yet
- Foaming in A Mine SystemsDocument16 pagesFoaming in A Mine SystemsAhmad FarooqNo ratings yet
- Natural Gas Plant Debottlenecking Thanks To Hybrid SolventDocument12 pagesNatural Gas Plant Debottlenecking Thanks To Hybrid Solventandrey.glinskyNo ratings yet
- FLEXSORB ®SE A Proven Reliable Acid Gas Enrichment SolventDocument7 pagesFLEXSORB ®SE A Proven Reliable Acid Gas Enrichment Solventandrey.glinskyNo ratings yet
- Gas Sweetening Processes: Aqueous Solution Wt. % Mole % Mdea 50 13.13 H2O 50 86.87 Total 100 100.00Document3 pagesGas Sweetening Processes: Aqueous Solution Wt. % Mole % Mdea 50 13.13 H2O 50 86.87 Total 100 100.00AjaykumarNo ratings yet
- 30 Biogas CleaningDocument3 pages30 Biogas CleaningRichie FrancisNo ratings yet
- Formation Screening To Minimize Permeability Impairment Associated With Acid Gas or Sour Gas Injection/DisposalDocument12 pagesFormation Screening To Minimize Permeability Impairment Associated With Acid Gas or Sour Gas Injection/Disposalrashid_sohail8292No ratings yet
- Recipe PDF SapiceDocument1 pageRecipe PDF SapiceIsmir PobricNo ratings yet
- LS Factory Automation Cable en 0805Document160 pagesLS Factory Automation Cable en 0805Hélio Moura SilvaNo ratings yet
- Physics Project Work - FinalDocument18 pagesPhysics Project Work - Finalprasoon jha100% (1)
- Katalog Spesifikasi Produk GuardallDocument10 pagesKatalog Spesifikasi Produk GuardallhendrobamaNo ratings yet
- SL-OA17 Automatic Moisture Analyzer Instruction BookDocument25 pagesSL-OA17 Automatic Moisture Analyzer Instruction BookErick SánchezNo ratings yet
- Power Consumption of RefrigeratorsDocument10 pagesPower Consumption of RefrigeratorsAhmed HsabryNo ratings yet
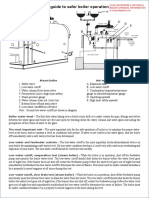
- Boiler Safety MNDocument2 pagesBoiler Safety MNRonald KahoraNo ratings yet
- 325 12 07 Elasticity 43 51Document7 pages325 12 07 Elasticity 43 51Gio LlanosNo ratings yet
- Flexible Perovskite Solar CellsDocument31 pagesFlexible Perovskite Solar CellsPEDRO MIGUEL SOLORZANO PICONNo ratings yet
- Pargino PROFOKS KISA-ENDocument3 pagesPargino PROFOKS KISA-ENBora CanbolatNo ratings yet
- Vapor Recovery From Condensate Storage Tanks Using Gas Ejector TechnologyDocument5 pagesVapor Recovery From Condensate Storage Tanks Using Gas Ejector TechnologyPranpath NarupantawartNo ratings yet
- Current Trends in Explosive Detection Techniques PDFDocument16 pagesCurrent Trends in Explosive Detection Techniques PDFSandra LuizNo ratings yet
- Class 12 Physics Revision Notes Alternating Current (1) LEARN WITH GIGACHADSDocument40 pagesClass 12 Physics Revision Notes Alternating Current (1) LEARN WITH GIGACHADSBlurry FaceNo ratings yet
- SUN2000-215KTL-H0 Datasheet - (20201027)Document1 pageSUN2000-215KTL-H0 Datasheet - (20201027)Reinaldo VillatoroNo ratings yet
- 8 Science Stars&SolarSystemDocument7 pages8 Science Stars&SolarSystemAjay AnandNo ratings yet
- Activity 2.3.6 Residential Electrical Systems: Ambient, Task, and AccentDocument3 pagesActivity 2.3.6 Residential Electrical Systems: Ambient, Task, and Accentapi-260940359No ratings yet
- Datasheet Search Site - WWW - AlldatasheetDocument1 pageDatasheet Search Site - WWW - AlldatasheetdanutzugheNo ratings yet
- Water Supply Plumbing Systems in Buildings & Houses: D.Eloise Sanhitha R.No: 20021A0115Document13 pagesWater Supply Plumbing Systems in Buildings & Houses: D.Eloise Sanhitha R.No: 20021A0115115 Sanhitha DevadhiNo ratings yet
- Syllabus - Driver Cum Auto MechanicDocument13 pagesSyllabus - Driver Cum Auto MechanicMichael Alba100% (1)
- Eva 412Document6 pagesEva 412Khairul hakimiNo ratings yet
- Seismic Isolation Design RequirementsDocument51 pagesSeismic Isolation Design RequirementsArifsalimNo ratings yet
- MSPO PART 2 - General Principles For Independent SmallholdersDocument1 pageMSPO PART 2 - General Principles For Independent SmallholdersNazimuddin Abdul BasirNo ratings yet
- Comparison and Contrast Between Iceland and Greenland: Ingyu Mun 20141213 ENG10802Document4 pagesComparison and Contrast Between Iceland and Greenland: Ingyu Mun 20141213 ENG10802muningyuNo ratings yet