You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Jsae Jaso c615-1989Document18 pagesJsae Jaso c615-1989pranayNo ratings yet
- 20 TMSS 01 R0Document0 pages20 TMSS 01 R0renjithas2005No ratings yet
- 00 - Curve Packet (Rotation Test) - Questions and AnswersDocument4 pages00 - Curve Packet (Rotation Test) - Questions and AnswersA FNo ratings yet
- The Real Measures of The Flat EarthDocument327 pagesThe Real Measures of The Flat EarthNicolas Casanova100% (2)
- VSM Imported MaterialDocument1 pageVSM Imported MaterialpranayNo ratings yet
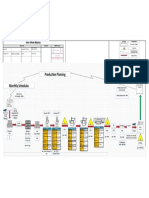
- Production Planning Monthly Schedules: Value Stream MappingDocument1 pageProduction Planning Monthly Schedules: Value Stream MappingpranayNo ratings yet
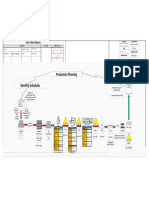
- Production Planning Monthly Schedules: Value Stream MappingDocument1 pageProduction Planning Monthly Schedules: Value Stream MappingpranayNo ratings yet
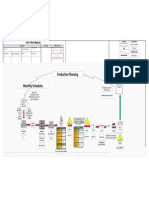
- Production Planning Monthly Schedules: Value Stream MappingDocument1 pageProduction Planning Monthly Schedules: Value Stream MappingpranayNo ratings yet
- Dual Phase Steels Voestalpine EN 12062019Document4 pagesDual Phase Steels Voestalpine EN 12062019pranayNo ratings yet
- Weld Nuts: Page: 1 of 2Document2 pagesWeld Nuts: Page: 1 of 2pranayNo ratings yet
- Production Planning Monthly Schedules: Value Stream MappingDocument1 pageProduction Planning Monthly Schedules: Value Stream MappingpranayNo ratings yet
- A - PG - 029 - Anlage - 12: General Rework Regulations For Welding SeamsDocument9 pagesA - PG - 029 - Anlage - 12: General Rework Regulations For Welding SeamspranayNo ratings yet
- A - PG - 029 - Anlage - 09: Weld Seams Execution, Definition, QualityDocument9 pagesA - PG - 029 - Anlage - 09: Weld Seams Execution, Definition, QualitypranayNo ratings yet
- SES D 2211Document7 pagesSES D 2211pranay100% (1)
- Jis G 3106-2004 PDFDocument33 pagesJis G 3106-2004 PDFpranayNo ratings yet
- A PG 029 Anl 03 GBDocument3 pagesA PG 029 Anl 03 GBpranayNo ratings yet
- Jis G3134Document12 pagesJis G3134pranayNo ratings yet
- Procedure: Welding: Risk Assessment, Plant Planning, Drawing, Annexes, Personnel, Training, Parameters, Quality AssuranceDocument1 pageProcedure: Welding: Risk Assessment, Plant Planning, Drawing, Annexes, Personnel, Training, Parameters, Quality AssurancepranayNo ratings yet
- A PG 029 Anl 01 GBDocument2 pagesA PG 029 Anl 01 GBpranayNo ratings yet
- IS 3074 2005 Steel Tube Specification For Automotive Purpose PDFDocument11 pagesIS 3074 2005 Steel Tube Specification For Automotive Purpose PDFpranayNo ratings yet
- Is.6477.1983 0 PDFDocument17 pagesIs.6477.1983 0 PDFpranayNo ratings yet
- Is 513 Cold Reduced Low Carbon Steel Sheet and StripDocument13 pagesIs 513 Cold Reduced Low Carbon Steel Sheet and StrippranayNo ratings yet
- Is 3074 2005Document11 pagesIs 3074 2005pranayNo ratings yet
- Chapter 2 Mathematical ModelingDocument9 pagesChapter 2 Mathematical Modelingshubhankar palNo ratings yet
- Physics - Unit 6 - Part 1Document7 pagesPhysics - Unit 6 - Part 1Mahdi ElfeituriNo ratings yet
- Topic 6 Receiving AntennasDocument18 pagesTopic 6 Receiving AntennasAhmed Freidoon FadhilNo ratings yet
- Nehru Institute of Engineering and Technology: T.M.Palayam, Coimbatore-105 Department of Mechanical EngineeringDocument12 pagesNehru Institute of Engineering and Technology: T.M.Palayam, Coimbatore-105 Department of Mechanical EngineeringRamkumar CNo ratings yet
- Straight Bending BeamDocument17 pagesStraight Bending BeamAzfar Fauzi AkbarNo ratings yet
- Ludeca Smartalign BrochureDocument8 pagesLudeca Smartalign BrochureNestor LopezNo ratings yet
- Fabrication Tecniques of Quantum Well, Quantum Dot and Quantum WireDocument4 pagesFabrication Tecniques of Quantum Well, Quantum Dot and Quantum WireRia Rushin Joseph100% (1)
- MA8251 Unit 2 - Vector CalculusDocument9 pagesMA8251 Unit 2 - Vector CalculusPrabhudeeshNo ratings yet
- Coeficientes InderterminadosDocument14 pagesCoeficientes InderterminadosRenato CoaquiraNo ratings yet
- The Poisson DistributionDocument9 pagesThe Poisson Distributionsyedah1985No ratings yet
- Lighting Calculation (Zonal Cavity Method)Document2 pagesLighting Calculation (Zonal Cavity Method)Catrina FedericoNo ratings yet
- Modern Physics NolanDocument328 pagesModern Physics NolanJ2clarke80% (5)
- NPTELDocument3 pagesNPTELAnonymous aUzbWNj3LNo ratings yet
- CompanyDocument10 pagesCompanyMilesNo ratings yet
- Determination of Pore Volume and Pore Volume Distribution of Soil and Rock by Mercury Intrusion PorosimetryDocument8 pagesDetermination of Pore Volume and Pore Volume Distribution of Soil and Rock by Mercury Intrusion PorosimetryWanucy Barroso RodriguesNo ratings yet
- Seb 1242-Soil Mechanics II SuppDocument2 pagesSeb 1242-Soil Mechanics II Suppcharler kinyuajNo ratings yet
- Weng Et Al 2016 Face Stability of Large Diameter SCL Tunnel in Soil in SingaporeDocument6 pagesWeng Et Al 2016 Face Stability of Large Diameter SCL Tunnel in Soil in SingaporeNathan VincentNo ratings yet
- Matveev Electricity and MagnetismDocument450 pagesMatveev Electricity and Magnetismcod44009436100% (9)
- Contour LinesDocument64 pagesContour LinesAkshay D NicatorNo ratings yet
- Example Chemistry QuestionsDocument3 pagesExample Chemistry Questionsdelphinas8No ratings yet
- LQPS CirculatorDocument32 pagesLQPS CirculatorJuan Pablo RosalesNo ratings yet
- Operating Instruction MX PlusDocument153 pagesOperating Instruction MX PluspecirepiNo ratings yet
- Roll Forming MachineDocument7 pagesRoll Forming MachineVenugopalan ManaladikalamNo ratings yet
- Project: Sg038 (101) Description: Detail 19: Splice Joint For SB1Document8 pagesProject: Sg038 (101) Description: Detail 19: Splice Joint For SB1y2chongNo ratings yet
- Ing Egneria A Civile E, Ambie Entale E Edeim Material I: Al Ma Mat Er Studi Iorum - Univers Sità Di Bo OlognaDocument176 pagesIng Egneria A Civile E, Ambie Entale E Edeim Material I: Al Ma Mat Er Studi Iorum - Univers Sità Di Bo OlognaJuan SáenzNo ratings yet
- Introduction To Finite Element Methods: Dr. Kiran M. CDocument47 pagesIntroduction To Finite Element Methods: Dr. Kiran M. CKiranNo ratings yet
- CMWCataloglow Res 2014 PDFDocument82 pagesCMWCataloglow Res 2014 PDFLavinia LupulescuNo ratings yet