You might also like
- G&T Awareness QuizDocument5 pagesG&T Awareness QuizSai Teja deevela68% (190)
- Specialty Coffee Association Cupping FinalDocument1 pageSpecialty Coffee Association Cupping Finalkong4ndrew100% (1)
- Uop PenexDocument282 pagesUop PenexAsif100% (9)
- Caveat PetitionDocument8 pagesCaveat PetitionSridhara babu. N - ಶ್ರೀಧರ ಬಾಬು. ಎನ್90% (21)
- Astm A615 1979 PDFDocument8 pagesAstm A615 1979 PDFYassine ZamzamiNo ratings yet
- Dissolved-Air Flotation (DAF) Application and DesignDocument3 pagesDissolved-Air Flotation (DAF) Application and DesignAsifNo ratings yet
- MT6582 - Android - Scatter - TXT inDocument1 pageMT6582 - Android - Scatter - TXT inahmad67% (3)
- Cryogenic TanksDocument3 pagesCryogenic TanksRupali Ghodekar GorivaleNo ratings yet
- Peggen03 PDFDocument5 pagesPeggen03 PDFMohamedNo ratings yet
- Dry Bulk Storage Tank SpecificationDocument7 pagesDry Bulk Storage Tank SpecificationMohamed Mostafa IbrahimNo ratings yet
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 pagesInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNo ratings yet
- Technical Info FlangesDocument12 pagesTechnical Info FlangesPopescu LeonardNo ratings yet
- Engineering Group: Kuwait Oil Company (K.S.C.)Document14 pagesEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarNo ratings yet
- FW Visbreaker HeatersDocument5 pagesFW Visbreaker HeatersZita MoreiraNo ratings yet
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDocument35 pages6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNo ratings yet
- Kamos Gasket For PipelineDocument3 pagesKamos Gasket For PipelineKenn Way LeeNo ratings yet
- S&T HeDocument32 pagesS&T HeArpit Sharma100% (1)
- Tender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Document7 pagesTender No: RCC/NR/UPSO-II/ENG/PT-07/19-20 Public Tender:-: Page 76 of 200Shilpa SinghNo ratings yet
- ETL Pressure Relief Valves Datasheet PDFDocument6 pagesETL Pressure Relief Valves Datasheet PDFNanasaheb PatilNo ratings yet
- Material Requisition For Expansion Joint - Rev7Document5 pagesMaterial Requisition For Expansion Joint - Rev7altipatlarNo ratings yet
- Eil Spec Bo16-000-80-44-Ol-S001 Rev ADocument2 pagesEil Spec Bo16-000-80-44-Ol-S001 Rev AjaganNo ratings yet
- CP HS 12Document8 pagesCP HS 12aliNo ratings yet
- CondenserDocument33 pagesCondenserSatyam Kumar100% (1)
- Water SoftenersDocument11 pagesWater Softenersadel rihanaNo ratings yet
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Document64 pagesPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Plate Heat ExchangerDocument2 pagesPlate Heat Exchangerprashant_dc_inNo ratings yet
- PipingDocument4 pagesPipingramthecharm_46098467No ratings yet
- Repair or Alteration of Pressure VesselsDocument4 pagesRepair or Alteration of Pressure VesselsMSNo ratings yet
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- OISD Tank Farm Rules The Piping Engineering WorldDocument1 pageOISD Tank Farm Rules The Piping Engineering Worldrenger20150303100% (1)
- Toyo ( ) PDFDocument16 pagesToyo ( ) PDFJolang NusodarpitoNo ratings yet
- Basics of Shell and Tube Heat Exchangers With PDFDocument12 pagesBasics of Shell and Tube Heat Exchangers With PDFtruong cong truc100% (1)
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- Guides For Storage Tanks Nozzles OrientationDocument4 pagesGuides For Storage Tanks Nozzles OrientationMohamed100% (1)
- SBC (Safety Break-Away Couplings) v140630Document16 pagesSBC (Safety Break-Away Couplings) v140630Robert Villavicencio0% (1)
- Nozzle Repad PDFDocument1 pageNozzle Repad PDFChiheb KaanicheNo ratings yet
- A545-6-44-0016 - Rev-3 NDT NEW SPECDocument20 pagesA545-6-44-0016 - Rev-3 NDT NEW SPECSaheb YadavNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- 03 Metal Packing Support PlatesDocument3 pages03 Metal Packing Support PlatesypatelsNo ratings yet
- BP GS162-1 Valves PDFDocument24 pagesBP GS162-1 Valves PDFMohd Khairul100% (1)
- EGE11B21Document25 pagesEGE11B21Jhonny Rafael Blanco CauraNo ratings yet
- Air Cooled Heat ExchangerDocument24 pagesAir Cooled Heat Exchangeriaft100% (2)
- Gis 42-102Document38 pagesGis 42-102Felix JaimesNo ratings yet
- 8-12-8 Fabrication of Piping PDFDocument7 pages8-12-8 Fabrication of Piping PDFasif rahimNo ratings yet
- 11 Heat Transfer To The Riser Wall of A Circulating Fluidised Bed CFBDocument8 pages11 Heat Transfer To The Riser Wall of A Circulating Fluidised Bed CFBMahesh DasarNo ratings yet
- Technical Standards For Insulation-Mineral Wool-RockwoolDocument2 pagesTechnical Standards For Insulation-Mineral Wool-RockwooljaganNo ratings yet
- NL-WI-236-04 Nozzle Loads EquipmentDocument3 pagesNL-WI-236-04 Nozzle Loads EquipmentChirag ShahNo ratings yet
- Design and Fabrication of Heat Exchanger Using PCMDocument13 pagesDesign and Fabrication of Heat Exchanger Using PCMArjun Gr0% (1)
- Mechanical Design Basics of Tall ColumnsDocument45 pagesMechanical Design Basics of Tall Columnshardik5818No ratings yet
- Asme BPVC Section VIII Division 1: Key Changes 2019 EditionDocument69 pagesAsme BPVC Section VIII Division 1: Key Changes 2019 Editionhiman_chongiNo ratings yet
- JERMS-D-3205 Manufacture of Atmospheric TanksDocument39 pagesJERMS-D-3205 Manufacture of Atmospheric TanksHari BabuNo ratings yet
- Piping Engineering E PI 221Document5 pagesPiping Engineering E PI 221vikramNo ratings yet
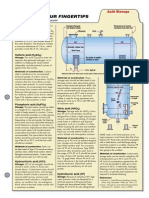
- Acid StorageDocument1 pageAcid StorageChelsea SkinnerNo ratings yet
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- Tech. Spec. For Heat ExchangersDocument5 pagesTech. Spec. For Heat Exchangerssanjay421No ratings yet
- Suction Heaters and Heating Coils Suction Heaters and Heating CoilsDocument3 pagesSuction Heaters and Heating Coils Suction Heaters and Heating CoilsDaysianne100% (1)
- Tank Jet MixersDocument2 pagesTank Jet MixersGabriela Axinte100% (1)
- Valve Inspection and Testing API - 598Document31 pagesValve Inspection and Testing API - 598Salem GarrabNo ratings yet
- STD 133Document38 pagesSTD 133Vipin NairNo ratings yet
- BB1 Vs BB2Document1 pageBB1 Vs BB2bomthanhphuNo ratings yet
- Design and Analysis of Spherical Pressure Vessel UsingDocument14 pagesDesign and Analysis of Spherical Pressure Vessel UsingADitya JenaNo ratings yet
- The Plant Cell Wall: A Topical Study of Architecture, Dynamics, Comparative Chemistry and Technology in a Biological SystemFrom EverandThe Plant Cell Wall: A Topical Study of Architecture, Dynamics, Comparative Chemistry and Technology in a Biological SystemNo ratings yet
- Trays and Packing Random and Structured: Standard SpecificationDocument9 pagesTrays and Packing Random and Structured: Standard SpecificationSenthil KumarNo ratings yet
- Standard Specification 4-12-4 Tubular Exchangers Hair Pin TypeDocument5 pagesStandard Specification 4-12-4 Tubular Exchangers Hair Pin Typethod3rNo ratings yet
- Seamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsDocument3 pagesSeamless and Welded Carbon Steel Heat-Exchanger Tubes With Integral FinsInaamNo ratings yet
- Process Control Fundamentals - ADDDocument115 pagesProcess Control Fundamentals - ADDAsifNo ratings yet
- FCC Petrochemicals Production at Minimum CapexDocument5 pagesFCC Petrochemicals Production at Minimum CapexAsifNo ratings yet
- Maximising Yields and Profits From The FCC UnitDocument4 pagesMaximising Yields and Profits From The FCC UnitAsifNo ratings yet
- 59a f2015 Lng-Aaa SD SrreportDocument24 pages59a f2015 Lng-Aaa SD SrreportAsifNo ratings yet
- Crude Switch OptimizationDocument23 pagesCrude Switch OptimizationAsifNo ratings yet
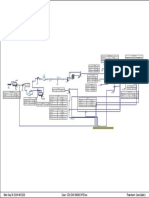
- Raw Water Flow SchemeDocument1 pageRaw Water Flow SchemeAsifNo ratings yet
- Pilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsDocument7 pagesPilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsAsifNo ratings yet
- Catalytic Naphtha Reforming: January 2006Document12 pagesCatalytic Naphtha Reforming: January 2006AsifNo ratings yet
- Wastewater Treatment-BlanksDocument17 pagesWastewater Treatment-BlanksAsifNo ratings yet
- PPD ClariantDocument9 pagesPPD ClariantAsifNo ratings yet
- Wed Sep 30 17:24:56 2020 Case: NHT and GRU - HSC Flowsheet: Case (Main)Document1 pageWed Sep 30 17:24:56 2020 Case: NHT and GRU - HSC Flowsheet: Case (Main)AsifNo ratings yet
- Visio ORC 1@35000BPD New HRA PDFDocument1 pageVisio ORC 1@35000BPD New HRA PDFAsifNo ratings yet
- Octane & RVP Calc SheetDocument8 pagesOctane & RVP Calc SheetAsifNo ratings yet
- Affinity Laws LimitationsDocument3 pagesAffinity Laws LimitationsAsifNo ratings yet
- NHT PDFDocument1 pageNHT PDFAsifNo ratings yet
- Wed Sep 30 20:04:48 2020 Case: CDU DAS 69000 BPD - HSC Flowsheet: Case (Main)Document1 pageWed Sep 30 20:04:48 2020 Case: CDU DAS 69000 BPD - HSC Flowsheet: Case (Main)AsifNo ratings yet
- Crosby Handbook PDFDocument93 pagesCrosby Handbook PDFAsifNo ratings yet
- Specific Program For EvaluationDocument9 pagesSpecific Program For EvaluationLOGESWARRY K.VESUPATHYNo ratings yet
- Summary of Philippine Constitution: Article 8Document3 pagesSummary of Philippine Constitution: Article 8Eman RamirezNo ratings yet
- LE TLE9 Week1Document2 pagesLE TLE9 Week1Edmon FabregasNo ratings yet
- BT Fibre Developer HandbookDocument44 pagesBT Fibre Developer HandbookDavid HayesNo ratings yet
- Pale Digests Part 1Document24 pagesPale Digests Part 1dingNo ratings yet
- Issues v2.2 ObssDocument3 pagesIssues v2.2 ObssEmir Alp ŞenizNo ratings yet
- Literature Review Diabetic Foot UlcerDocument5 pagesLiterature Review Diabetic Foot Ulcergw219k4y100% (1)
- Ceravalve - Ceramic Lined Ball ValvesDocument6 pagesCeravalve - Ceramic Lined Ball Valvesprihartono_diasNo ratings yet
- Curr Mob VoucherDocument4 pagesCurr Mob VoucherSanjay SinghNo ratings yet
- Toaster Oven Control SystemDocument12 pagesToaster Oven Control SystemfaridrahmanNo ratings yet
- Spring Boot整合Spring SecurityDocument5 pagesSpring Boot整合Spring SecurityChiNo ratings yet
- Techshore Inspection Services E BrochureDocument8 pagesTechshore Inspection Services E Brochurejleenus88No ratings yet
- Assignment QuestionDocument6 pagesAssignment QuestionFarah ElisyaNo ratings yet
- Master Catalog September 2017Document587 pagesMaster Catalog September 2017v100% (1)
- ELECTRONIC TICKET For GEORGES CEDRIC ABE ENDOMBAMR Departure Date 03 08 2023Document4 pagesELECTRONIC TICKET For GEORGES CEDRIC ABE ENDOMBAMR Departure Date 03 08 2023mongoNo ratings yet
- Cabanez v. SolanoDocument3 pagesCabanez v. SolanoMishel EscañoNo ratings yet
- Jackson V AndersonDocument31 pagesJackson V AndersonTHROnline100% (2)
- Oracle Order Management Quiz 1Document24 pagesOracle Order Management Quiz 1Sajid KhawajaNo ratings yet
- ĐỀ THI HSG LỚP 12 TỈNH BẮC NINH NĂM HỌC 2020-2021Document8 pagesĐỀ THI HSG LỚP 12 TỈNH BẮC NINH NĂM HỌC 2020-2021Fam DasNo ratings yet
- The Emergence of Food TrucksDocument10 pagesThe Emergence of Food TrucksSophia JungingerNo ratings yet
- Mix Design Method For Asphalt Concrete PavementDocument16 pagesMix Design Method For Asphalt Concrete PavementElumalai Srinivasan100% (1)
- Overstrength Factor Calculation Procedure - ACI 318-08 (R) - Overstrength Factor - R - Part-3Document5 pagesOverstrength Factor Calculation Procedure - ACI 318-08 (R) - Overstrength Factor - R - Part-3Adam Michael GreenNo ratings yet
- SpecsDocument12 pagesSpecsFem CruzNo ratings yet
- MajorProjectandrewbest2023 7185726792842775Document9 pagesMajorProjectandrewbest2023 7185726792842775ronny nyagakaNo ratings yet
- Gaylord List Parts 20062Document18 pagesGaylord List Parts 20062kskadryNo ratings yet
- Cement PackingDocument7 pagesCement PackingCao Ngoc AnhNo ratings yet