You might also like
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- TurboTalk Vol11Document12 pagesTurboTalk Vol11Prastowo PriyatmokoNo ratings yet
- Thermally Sprayed Nickel-Based Repair Coatings For High-Pressure Turbine Blades Controlling Void Formation During A Combined BrazingDocument11 pagesThermally Sprayed Nickel-Based Repair Coatings For High-Pressure Turbine Blades Controlling Void Formation During A Combined BrazingLuis Duchesne GonzálezNo ratings yet
- AGMA Technical PaperDocument16 pagesAGMA Technical Paperdwimukh360No ratings yet
- ThermallySprayedAbradableCoatings 2012.10Document9 pagesThermallySprayedAbradableCoatings 2012.10Thanaraj SanmughamNo ratings yet
- Grinding Valve JournalDocument12 pagesGrinding Valve JournalmuhammadshultonskNo ratings yet
- Gas Turbine Report RotorDocument10 pagesGas Turbine Report RotorThanapaet RittirutNo ratings yet
- Power Turbine Vane Ring (PT6 Engine) Repair Development: OF YorkDocument7 pagesPower Turbine Vane Ring (PT6 Engine) Repair Development: OF YorkAlaeNo ratings yet
- Couplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Document19 pagesCouplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Christopher ShawNo ratings yet
- TM 07-08 12 PDFDocument1 pageTM 07-08 12 PDFjoymotiNo ratings yet
- F3e3 PDFDocument18 pagesF3e3 PDFAnonymous utxGVB5VyNo ratings yet
- Thermomechanical Assessment Coke Drum - Shell1 1Document9 pagesThermomechanical Assessment Coke Drum - Shell1 1scg1234No ratings yet
- Advanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsDocument6 pagesAdvanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsJJNo ratings yet
- General Highlights About The New EditionDocument7 pagesGeneral Highlights About The New EditionNaushadNo ratings yet
- Air Preheater Retrofit and EnhancementDocument9 pagesAir Preheater Retrofit and EnhancementVIBHAVNo ratings yet
- Protective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaDocument9 pagesProtective Coatings in The Gas Turbine Engine: Jeanine T. Demasi-Marcin, Dinesh K. GuptaJoão Fernandes M MatosNo ratings yet
- LPFW Huffman KaserDocument4 pagesLPFW Huffman KaserAndrey Gyrych100% (1)
- Development of Blade Tip Repair For Sgt-700 Turbine Blade Stage 1, With Oxidation Resistant Weld AlloyDocument9 pagesDevelopment of Blade Tip Repair For Sgt-700 Turbine Blade Stage 1, With Oxidation Resistant Weld AlloymasoodkamaliNo ratings yet
- Repair Severely Damaged Rotors by Submerged Arc Welding by Jim HeeterDocument8 pagesRepair Severely Damaged Rotors by Submerged Arc Welding by Jim HeeterleonarllNo ratings yet
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141hassan ghorbaniNo ratings yet
- Critical Material Issues in Cast Aluminium FTJ Jul-Aug 08Document4 pagesCritical Material Issues in Cast Aluminium FTJ Jul-Aug 08wayne mcmeekanNo ratings yet
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDocument9 pagesGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary SalernoNo ratings yet
- PTC 2009 1.2 FokensDocument7 pagesPTC 2009 1.2 Fokenskaliappan45490No ratings yet
- Paper On Combined Cycle Power Plant Performance Degradation: at Powergen 98Document0 pagesPaper On Combined Cycle Power Plant Performance Degradation: at Powergen 98Mostafa MohamedNo ratings yet
- EPRI 2012 GT2012-68363Document8 pagesEPRI 2012 GT2012-68363Hiwa KhalediNo ratings yet
- Diaphragm Elimination Using Taper-Lok - NPRADocument11 pagesDiaphragm Elimination Using Taper-Lok - NPRAAntonio PerezNo ratings yet
- Processes 08 00984 PDFDocument42 pagesProcesses 08 00984 PDFJOSE GARCIANo ratings yet
- Diaphragm Elimination Using Taper-Lok - NPRADocument11 pagesDiaphragm Elimination Using Taper-Lok - NPRAN. S. PanditNo ratings yet
- 1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Document4 pages1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Mokhammad Fahmi Izdiharrudin100% (1)
- Aircraft Gas Turbine Blade and Vane RepairDocument10 pagesAircraft Gas Turbine Blade and Vane Repairimant197812gmail.comNo ratings yet
- Nickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsDocument15 pagesNickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsrezaNo ratings yet
- Corrosion Performance of Commercially PureDocument12 pagesCorrosion Performance of Commercially PureLuciano CimorelliNo ratings yet
- Free and Low Carbon Alumina-Magnesia Bricks For SteelDocument4 pagesFree and Low Carbon Alumina-Magnesia Bricks For SteelNicolas DavilaNo ratings yet
- Ding 2014Document4 pagesDing 2014pranav razdanNo ratings yet
- FFS For CO2 AbsorberDocument12 pagesFFS For CO2 AbsorberashwaniNo ratings yet
- Peek High Performance Thermoplastics Material For Gear, Bushing, Washer, Valve, EtcDocument3 pagesPeek High Performance Thermoplastics Material For Gear, Bushing, Washer, Valve, EtchudileksonoNo ratings yet
- Problems and Solutions With Expansion Joints in Gas Turbine Applications PDFDocument17 pagesProblems and Solutions With Expansion Joints in Gas Turbine Applications PDFJorge Bismarck Jimenez BarruosNo ratings yet
- Fitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of ServiceDocument9 pagesFitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of Servicealimirpur100% (1)
- SIC Refractory CastableDocument5 pagesSIC Refractory CastableJagadeesh GuttiNo ratings yet
- Application of Repairs To Turbomachinery EquipmentDocument12 pagesApplication of Repairs To Turbomachinery Equipmentalhumaid28No ratings yet
- Field Experiences of Gas Turbines Vibrations-A Review and Case StudiesDocument13 pagesField Experiences of Gas Turbines Vibrations-A Review and Case StudiesMohammadreza GalebanNo ratings yet
- Brush plating vs thermal sprayingDocument7 pagesBrush plating vs thermal sprayingnguyentanglamNo ratings yet
- Design and Maintenance of Refractory Linings in The Reformer Section of Ammonia PlantsDocument14 pagesDesign and Maintenance of Refractory Linings in The Reformer Section of Ammonia PlantsAhmed FoudaNo ratings yet
- Reliability Improvement-Integrally Geared Air CompressorsDocument20 pagesReliability Improvement-Integrally Geared Air CompressorsAbdulrahman AlkhowaiterNo ratings yet
- Al Casting Heat Treatment PDFDocument6 pagesAl Casting Heat Treatment PDFpipedown456No ratings yet
- CMT Revolutionizes Pipeline WeldingDocument3 pagesCMT Revolutionizes Pipeline Weldingargentino_ar01No ratings yet
- CoreTreatment IEEE YungDocument10 pagesCoreTreatment IEEE YungAli HashemiNo ratings yet
- Powergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsDocument13 pagesPowergen Europe 2014, Cologne: Gas Turbine Short and Long Term Operation and Failure MechanismsKR PANo ratings yet
- SF-0015.1 IGT HPT Abradables ENDocument8 pagesSF-0015.1 IGT HPT Abradables ENThanaraj SanmughamNo ratings yet
- Repair Standards For Aero and Industrial Turbine BladesDocument6 pagesRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountNo ratings yet
- State of The Knowledge On Coating Systems For Hot Stamped PartsDocument23 pagesState of The Knowledge On Coating Systems For Hot Stamped PartsFernando BarreraNo ratings yet
- 2023 Paper 1BDocument11 pages2023 Paper 1BabubakarNo ratings yet
- CBN Blade Tip AbradableDocument8 pagesCBN Blade Tip Abradablebehtam2407No ratings yet
- CC 46 - Premium Quality Industrial Gas, Steam &combined Cycle Turbine OilDocument2 pagesCC 46 - Premium Quality Industrial Gas, Steam &combined Cycle Turbine OilRaden ArdyNo ratings yet
- High Velocity Air Filtration System For Marine LM2500 Gas TurbineDocument9 pagesHigh Velocity Air Filtration System For Marine LM2500 Gas TurbineZakaria ZelmatNo ratings yet
- Steps 1 and 2Document5 pagesSteps 1 and 2mohammad293No ratings yet
- GE Quality Requirements For Heavy Wind Mill CastingsDocument9 pagesGE Quality Requirements For Heavy Wind Mill CastingsMy Dad My WorldNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- Diagrammi Di StatoDocument1 pageDiagrammi Di StatowalkerbhoNo ratings yet
- Evaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardDocument9 pagesEvaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardwalkerbhoNo ratings yet
- Principles Solidification: "Calculation and Applications Phase Equilibria"Document33 pagesPrinciples Solidification: "Calculation and Applications Phase Equilibria"Amit Ranjan KumarNo ratings yet
- Evaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardDocument9 pagesEvaluation of Uncertainty in Determining Average Grain Size by ASTM E112 StandardwalkerbhoNo ratings yet
- Effect of Si Addition As A Grain RefinerDocument12 pagesEffect of Si Addition As A Grain RefinerwalkerbhoNo ratings yet
- Wide Gap Brazing When Parts Don't Fit Together Well For BrazingDocument2 pagesWide Gap Brazing When Parts Don't Fit Together Well For BrazingwalkerbhoNo ratings yet
- Hot Mounting Resins Guide Speed, Protection & QualityDocument6 pagesHot Mounting Resins Guide Speed, Protection & QualitywalkerbhoNo ratings yet
- Struers Application Note - Metallographic Preparation of TitaniumDocument6 pagesStruers Application Note - Metallographic Preparation of TitaniumCan ERTANNo ratings yet
- Niobium To Stainless Steel Braze Transition DevelopmentDocument3 pagesNiobium To Stainless Steel Braze Transition DevelopmentwalkerbhoNo ratings yet
- Microstructure Analysis of Selected Platinum Alloys: by Paolo BattainiDocument10 pagesMicrostructure Analysis of Selected Platinum Alloys: by Paolo BattainirezaeibehrouzNo ratings yet
- s41598 018 20386 1Document10 pagess41598 018 20386 1walkerbhoNo ratings yet
- Mechanical Preparation of MaterialsDocument11 pagesMechanical Preparation of MaterialswalkerbhoNo ratings yet
- NIS ElementsDocument245 pagesNIS ElementswalkerbhoNo ratings yet
- SIHARD 2243 Steel: Designation by StandardsDocument3 pagesSIHARD 2243 Steel: Designation by StandardswalkerbhoNo ratings yet
- Al 7075Document11 pagesAl 7075walkerbhoNo ratings yet
- GB Grade EmatiiDocument2 pagesGB Grade EmatiiwalkerbhoNo ratings yet
- It A Specifications Book 2005Document45 pagesIt A Specifications Book 2005walkerbhoNo ratings yet
- C 6 Ra 28464 GDocument9 pagesC 6 Ra 28464 GwalkerbhoNo ratings yet
- Matrix IIDocument5 pagesMatrix IIwalkerbhoNo ratings yet
- Matrix IIDocument5 pagesMatrix IIwalkerbhoNo ratings yet
- TextureDocument29 pagesTexturedebjit123No ratings yet
- Calculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain RateDocument9 pagesCalculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain Ratemp87_ing100% (1)
- Vickers Hardness CalculatorDocument2 pagesVickers Hardness CalculatorwalkerbhoNo ratings yet
- Ti Metastable DiagramDocument1 pageTi Metastable DiagramwalkerbhoNo ratings yet
- Tensile Test For Metallic Materials Using Strain Rate Control and Stress Rate ControlDocument11 pagesTensile Test For Metallic Materials Using Strain Rate Control and Stress Rate ControlwalkerbhoNo ratings yet
- Conv. Durezza TitanioDocument37 pagesConv. Durezza TitaniowalkerbhoNo ratings yet
- ASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachinesDocument10 pagesASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachineswalkerbhoNo ratings yet
- MA200 Instruction Manual PDFDocument107 pagesMA200 Instruction Manual PDFwalkerbhoNo ratings yet
- Conv. Durezza TitanioDocument37 pagesConv. Durezza TitaniowalkerbhoNo ratings yet
- EVERBRITE PLUS Flyer - Revised - 20200423Document1 pageEVERBRITE PLUS Flyer - Revised - 20200423SuwarnoNo ratings yet
- Interaction Between Active Sites and Sorbents During TheDocument9 pagesInteraction Between Active Sites and Sorbents During TheJulian De BedoutNo ratings yet
- Silica Gel and Pigments in Plants: Silica, Carotene, Xanthophyll, ChlorophyllDocument3 pagesSilica Gel and Pigments in Plants: Silica, Carotene, Xanthophyll, ChlorophyllJennifer HerediaNo ratings yet
- 1 ACapstoneeeeersDocument30 pages1 ACapstoneeeeersSamantha Jeka Bianca Asna100% (2)
- Introduction to Ethylene Oxide Sterilization and Regulatory UpdatesDocument54 pagesIntroduction to Ethylene Oxide Sterilization and Regulatory UpdatesNagula NareshNo ratings yet
- 15 Meister PreparationAndCharacterization PDFDocument28 pages15 Meister PreparationAndCharacterization PDFFuad Hasan GaziNo ratings yet
- Chemical Effect and Electric CurrentDocument3 pagesChemical Effect and Electric CurrentRANJIT KUMAR SHAHNo ratings yet
- NU Afghanistan Home Made Explosives Smart Card TEBCDocument2 pagesNU Afghanistan Home Made Explosives Smart Card TEBCiagaruNo ratings yet
- Production of AcetaldehydeDocument24 pagesProduction of AcetaldehydeAhmed Hassan RashedNo ratings yet
- SCH4U1 CH 7 ReviewDocument1 pageSCH4U1 CH 7 ReviewRashmi PrabhakarNo ratings yet
- Weld Cost Calculation: Weld Detail: Weld TypeDocument18 pagesWeld Cost Calculation: Weld Detail: Weld TypeTunji AminuNo ratings yet
- High-Performance Liquid Chromatography Analytical Method Validation For Glutaraldehyde and Benzalkonium Chloride in DisinfectantsDocument4 pagesHigh-Performance Liquid Chromatography Analytical Method Validation For Glutaraldehyde and Benzalkonium Chloride in DisinfectantsVinoth BabuNo ratings yet
- D 6666 - 01 Rdy2njytmde - PDFDocument14 pagesD 6666 - 01 Rdy2njytmde - PDFNORMANo ratings yet
- Warud ExpoDocument6 pagesWarud Exponikhil indoreinfolineNo ratings yet
- Selective Post-Emergence Herbicide for Soybeans and Other CropsDocument21 pagesSelective Post-Emergence Herbicide for Soybeans and Other CropsMunish ParasharNo ratings yet
- Engineering Design Guidelines Pressure Vessel Rev1.2webDocument25 pagesEngineering Design Guidelines Pressure Vessel Rev1.2websachin nagavkarNo ratings yet
- AEIDocument16 pagesAEIAHMED YOUSEFNo ratings yet
- RIZWOODS COLLEGES Offers Criminal Justice ProgramDocument12 pagesRIZWOODS COLLEGES Offers Criminal Justice ProgramVin SabNo ratings yet
- Aluminum Manufacturing ReportDocument30 pagesAluminum Manufacturing ReportmalynNo ratings yet
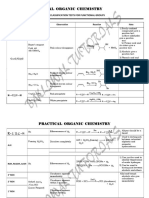
- Practical Organic Chemistry Classification TestsDocument19 pagesPractical Organic Chemistry Classification TestsJonathan ParkerNo ratings yet
- Electrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana ChemistryDocument15 pagesElectrochemical Cells: Prepared by Shadrach Quainoo Dps International Ghana Chemistryrolirai193No ratings yet
- Type Test Report: SIRIM QAS International Sdn. BHDDocument3 pagesType Test Report: SIRIM QAS International Sdn. BHDizarulhaqNo ratings yet
- Astm D332Document3 pagesAstm D332NizarHamrouniNo ratings yet
- (X:1 3) Xoxtcuz1-K (As+) : Toxfree Marine PlusDocument2 pages(X:1 3) Xoxtcuz1-K (As+) : Toxfree Marine PlusomarNo ratings yet
- Acidity in TeaDocument17 pagesAcidity in TeaRukmani 1011No ratings yet
- Theoretical FrameworkDocument3 pagesTheoretical FrameworkHannah MeloNo ratings yet
- LVA Pump PDFDocument2 pagesLVA Pump PDFhamadaNo ratings yet
- Pharmacology and Neurochemistry Question BankDocument12 pagesPharmacology and Neurochemistry Question BankAHER SANKETNo ratings yet
- Journal of The Mechanical Behavior of Biomedical MaterialsDocument21 pagesJournal of The Mechanical Behavior of Biomedical MaterialsAbd BaghadNo ratings yet
- 20 eDocument57 pages20 eakanksha vermaNo ratings yet