You might also like
- IC 400 ManualDocument102 pagesIC 400 ManualRAFAEL OLIVEIRANo ratings yet
- Aston Martin Db9 CatalogDocument33 pagesAston Martin Db9 Catalogporsche8888No ratings yet
- Craftsman Lathe 113.228162 Owners ManualDocument35 pagesCraftsman Lathe 113.228162 Owners ManualChrisNo ratings yet
- MPD LIBRA PROJECT ADVANCE TRAINING: FINGERPRINTING FOR MPD OPERATIONSDocument187 pagesMPD LIBRA PROJECT ADVANCE TRAINING: FINGERPRINTING FOR MPD OPERATIONSGabrielNo ratings yet
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- CivilBay Structural Engineering Spreadsheet Tutorial on Anchorage DesignDocument153 pagesCivilBay Structural Engineering Spreadsheet Tutorial on Anchorage Designhatot100% (1)
- K.-F Arndt, M. D. Lechner Eds. Polymer Solids and Polymer Melts-Mechanical and Thermomechanical Properties of PolymersDocument634 pagesK.-F Arndt, M. D. Lechner Eds. Polymer Solids and Polymer Melts-Mechanical and Thermomechanical Properties of Polymersvuong100% (5)
- v6 Engine Complete Assembly-ExplodedDocument1 pagev6 Engine Complete Assembly-Explodedmarouane najaheNo ratings yet
- International HS 2.8L Workshop Manual ARODocument130 pagesInternational HS 2.8L Workshop Manual AROginghinacNo ratings yet
- Perkin 2500sDocument5 pagesPerkin 2500sYosi Darmawansyah71% (7)
- WCA WCB WCC LF2 LCB LCC Carbon Steel Valve Material Low Temperature - Global Supply LineDocument2 pagesWCA WCB WCC LF2 LCB LCC Carbon Steel Valve Material Low Temperature - Global Supply LineFederico Moran100% (1)
- Woodenclocks: Clock2Document9 pagesWoodenclocks: Clock2g_ciocanNo ratings yet
- Astec Product Catlogue PDFDocument23 pagesAstec Product Catlogue PDFProject MarsysNo ratings yet
- Alastair I. M. Rae Quantum MechanicsDocument307 pagesAlastair I. M. Rae Quantum MechanicsAnas Lasri100% (1)
- Apd Catalog PDFDocument28 pagesApd Catalog PDFsoo RenNo ratings yet
- OSC 20-0136-067 - Instruction Manual - Ed. 1010Document216 pagesOSC 20-0136-067 - Instruction Manual - Ed. 1010Centrifugal Separator0% (1)
- Using International Standards to Support the Life-Cycle Management of Pressurized Fixed EquipmentDocument40 pagesUsing International Standards to Support the Life-Cycle Management of Pressurized Fixed EquipmentFederico MoranNo ratings yet
- FSC Fassi Stability Con+ PDFDocument3 pagesFSC Fassi Stability Con+ PDFHong-Nam KimNo ratings yet
- ILUK 33,44,55,66: Parts ManualDocument18 pagesILUK 33,44,55,66: Parts ManualAlexNo ratings yet
- Zaenal Mutaqin Prof.H.Soemarto, M.Sie Sps PTK Upi 27-9-2018 19-9-2018Document1 pageZaenal Mutaqin Prof.H.Soemarto, M.Sie Sps PTK Upi 27-9-2018 19-9-2018Fauziah WahidaNo ratings yet
- Mid-Section: Clamp/Swivel Brackets and Drive Shaft HousingDocument9 pagesMid-Section: Clamp/Swivel Brackets and Drive Shaft HousingRich UrbanNo ratings yet
- Rear Body Service GuideDocument18 pagesRear Body Service GuideJarry PotterNo ratings yet
- HardwareDocument83 pagesHardwareEkhlas MamdouhNo ratings yet
- Service Manual Sections for Body Components Removal and InstallationDocument20 pagesService Manual Sections for Body Components Removal and InstallationBrayan NohNo ratings yet
- Valve World - Product Catalogue - April-2015Document16 pagesValve World - Product Catalogue - April-2015myphotosfetNo ratings yet
- algapdfDocument22 pagesalgapdfDaniel BahamondeNo ratings yet
- EN Kabelsatz Anhaengerkupplung - Zentralelektrik- VW Passat B8 VariantDocument27 pagesEN Kabelsatz Anhaengerkupplung - Zentralelektrik- VW Passat B8 VariantionNo ratings yet
- GMT Aerospace Literature 04112016Document16 pagesGMT Aerospace Literature 04112016Ozan BegdeNo ratings yet
- Front Axle Service ManualDocument21 pagesFront Axle Service ManualSangappa JalihalNo ratings yet
- Conveyor Parts List Assembly DrawingDocument1 pageConveyor Parts List Assembly DrawingNur SugiartoNo ratings yet
- Motor Bombas Weg w01 Cc029a 254 6t 7.5 15hpDocument36 pagesMotor Bombas Weg w01 Cc029a 254 6t 7.5 15hpGerente OperacionesNo ratings yet
- I - Rectangular Ducts: II - Rectangular Ducts WeldedDocument32 pagesI - Rectangular Ducts: II - Rectangular Ducts WeldedAbdullah.N FAAliNo ratings yet
- 09E-09-00-A3-SHEET-01 -Document1 page09E-09-00-A3-SHEET-01 -eeonNo ratings yet
- Assy - Poppin150Document1 pageAssy - Poppin150Ramos DavidNo ratings yet
- Camera Contrapresiune + Tabel ComponentaDocument1 pageCamera Contrapresiune + Tabel ComponentaBarbulescu AndreeaNo ratings yet
- ABC_BusDuct_prf4 page layout and component listDocument1 pageABC_BusDuct_prf4 page layout and component listHany ShaltootNo ratings yet
- LKSN 2021 MP Actual Rev 1Document16 pagesLKSN 2021 MP Actual Rev 1nurNo ratings yet
- IMM Hypress Hose FittingsDocument80 pagesIMM Hypress Hose FittingsJohn AllenNo ratings yet
- MAN B&W 11G95ME-C Low-speed Engine DiagramDocument1 pageMAN B&W 11G95ME-C Low-speed Engine DiagramGauravNo ratings yet
- SteelbarDocument11 pagesSteelbarAndrewNo ratings yet
- Variable Pitch 3D Shock FlyerDocument3 pagesVariable Pitch 3D Shock FlyerMohammed El MassryNo ratings yet
- Meo I+Ii (Naval) Boe: Stabilizer Safety / ShipDocument2 pagesMeo I+Ii (Naval) Boe: Stabilizer Safety / ShipNyanwai TunNo ratings yet
- IFRS Sept09-1Document3 pagesIFRS Sept09-1VaishaliduaNo ratings yet
- Mercedes Benz 722.3 / 722.4 RWD 4 Speed Automatic Transmission Technical ManualDocument4 pagesMercedes Benz 722.3 / 722.4 RWD 4 Speed Automatic Transmission Technical ManualGuntherMizenNo ratings yet
- Nsclutchshaftlever 052017Document8 pagesNsclutchshaftlever 052017api-359742263No ratings yet
- Set The Roads On Fire: Bluesense Plus (Connected SUV)Document4 pagesSet The Roads On Fire: Bluesense Plus (Connected SUV)vetkkarthikNo ratings yet
- Boye Shuttle and Bobbin ChartDocument3 pagesBoye Shuttle and Bobbin ChartiliiexpugnansNo ratings yet
- Century II or III With NSD 360 or NSD 1000 To 1c388 2 Radio CouplerDocument1 pageCentury II or III With NSD 360 or NSD 1000 To 1c388 2 Radio CouplerRichard BrandãoNo ratings yet
- Third Floor 1Document1 pageThird Floor 1Naman GoyalNo ratings yet
- CB400Document1 pageCB400JTNo ratings yet
- W-K-M Dynaseal 310D Ball Valve: ScopeDocument4 pagesW-K-M Dynaseal 310D Ball Valve: ScopeElinton SarmientoNo ratings yet
- Group 3 Self Level Valve Structure and FunctionDocument6 pagesGroup 3 Self Level Valve Structure and FunctionTaha RdmanNo ratings yet
- ILUK 33, 44, 55, 66: Parts Break DownDocument14 pagesILUK 33, 44, 55, 66: Parts Break DownAlexNo ratings yet
- Parts List: Intraax Aat - 23K, 25K, 30KDocument8 pagesParts List: Intraax Aat - 23K, 25K, 30KJoelNo ratings yet
- EagleBurgmann - Cartexà ® ANSI Dual Seals - ENDocument4 pagesEagleBurgmann - Cartexà ® ANSI Dual Seals - ENdanilovoaNo ratings yet
- gopinath-PLINTH BEAMSpdfDocument1 pagegopinath-PLINTH BEAMSpdfKUNCHALA SRINADHNo ratings yet
- Linear Motion Lead ScrewsDocument25 pagesLinear Motion Lead ScrewsEkhlas MamdouhNo ratings yet
- Intraxx Part ListDocument8 pagesIntraxx Part Listcristian picadoNo ratings yet
- Clutches and BrakesDocument30 pagesClutches and BrakesEkhlas MamdouhNo ratings yet
- Samsung clp500 - Exploded View & Part ListDocument48 pagesSamsung clp500 - Exploded View & Part Listboy_gan_634611785No ratings yet
- Outdoor KitchenDocument1 pageOutdoor KitchenChloe Marie TanNo ratings yet
- Table of Contents GuideDocument476 pagesTable of Contents GuideAlejandro QuiñonezNo ratings yet
- Septic Tank Details-F2Document1 pageSeptic Tank Details-F2lokeshNo ratings yet
- Wilo PDFDocument469 pagesWilo PDFlogiko81No ratings yet
- Output Shaft and Axle HousingsDocument2 pagesOutput Shaft and Axle Housingseduard resendiz lopezNo ratings yet
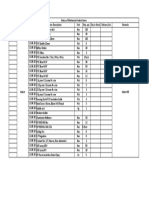
- Status of Mechanical Indent Items SL - No. Indent Mode Date Item Description Unit Req. Qty Qty in Stock Delivery Sch. RemarksDocument1 pageStatus of Mechanical Indent Items SL - No. Indent Mode Date Item Description Unit Req. Qty Qty in Stock Delivery Sch. RemarksrohithmechNo ratings yet
- 245 Wiring Diagram For Electronic Ignition Switch (EIS) Control UnitDocument5 pages245 Wiring Diagram For Electronic Ignition Switch (EIS) Control UnitRosli YaacobNo ratings yet
- Drawing All Part Jig LabelDocument11 pagesDrawing All Part Jig Labelhanifahfadhila17No ratings yet
- Edge540t 29 Manual Rev2Document28 pagesEdge540t 29 Manual Rev2mohamed sidkyNo ratings yet
- Rmpframe R2Document2 pagesRmpframe R2TIOCA01No ratings yet
- Orbitrol Repairing1Document13 pagesOrbitrol Repairing1Islam ShoukryNo ratings yet
- Ziamatic Products CatalogDocument132 pagesZiamatic Products CatalogJose MelloNo ratings yet
- Volvo Aquamatic Drive PartsDocument13 pagesVolvo Aquamatic Drive PartsWesley GaoNo ratings yet
- Understanding Lightning and Lightning Protection: A Multimedia Teaching GuideFrom EverandUnderstanding Lightning and Lightning Protection: A Multimedia Teaching GuideNo ratings yet
- Table 2 - Dimensions and Weights of Welded and Seamless Wrought Steel PipeDocument36 pagesTable 2 - Dimensions and Weights of Welded and Seamless Wrought Steel PipeFederico MoranNo ratings yet
- Dispositivos de Alivio para ASME VIII Div 1 y B31.3Document2 pagesDispositivos de Alivio para ASME VIII Div 1 y B31.3Federico MoranNo ratings yet
- SAE & ASTM Bolt Grade Identification Marks and Mechanical Properties GuideDocument3 pagesSAE & ASTM Bolt Grade Identification Marks and Mechanical Properties GuideFederico MoranNo ratings yet
- Long Welding Necks Flanges (Class 150 Flanges)Document1 pageLong Welding Necks Flanges (Class 150 Flanges)Federico MoranNo ratings yet
- Spares and replacement parts for process coolersDocument4 pagesSpares and replacement parts for process coolersFederico MoranNo ratings yet
- Catalog 4135 - Check Valves, Filters and Relief ValvesDocument60 pagesCatalog 4135 - Check Valves, Filters and Relief ValvesFederico MoranNo ratings yet
- Pipe Size BoltsDocument1 pagePipe Size BoltsFederico MoranNo ratings yet
- Concentric Butterfly Valve: Complete Solutions For Industrial ValvesDocument10 pagesConcentric Butterfly Valve: Complete Solutions For Industrial ValvesFederico MoranNo ratings yet
- Pop-A-Plug CPI/Perma Heat Exchanger & Condenser Tube Plugging SystemDocument2 pagesPop-A-Plug CPI/Perma Heat Exchanger & Condenser Tube Plugging SystemFederico MoranNo ratings yet
- DC4012 Literature Pop A Plug II PDFDocument2 pagesDC4012 Literature Pop A Plug II PDFShayan MehboobNo ratings yet
- Gasket Design CriteriaDocument8 pagesGasket Design CriteriaZool HilmiNo ratings yet
- Spiro Gills Heat Exchanger BrochureDocument16 pagesSpiro Gills Heat Exchanger BrochureYusufNo ratings yet
- Triple Offset Butterfl y ValvesDocument12 pagesTriple Offset Butterfl y ValvesFederico MoranNo ratings yet
- No.666 Taishan Road, Suzhou New District, P.R. China Post Code: 215129 Tel: 86-512-666-51365 Fax: 86-512-666-18930-2102Document12 pagesNo.666 Taishan Road, Suzhou New District, P.R. China Post Code: 215129 Tel: 86-512-666-51365 Fax: 86-512-666-18930-2102Federico MoranNo ratings yet
- Welded, Applied & Extruded Finned TubingDocument16 pagesWelded, Applied & Extruded Finned TubingFederico MoranNo ratings yet
- Flange Management BrochureDocument8 pagesFlange Management BrochureFederico MoranNo ratings yet
- Carpeta Tecnica Equipamiento Flush byDocument655 pagesCarpeta Tecnica Equipamiento Flush byFederico MoranNo ratings yet
- Zerust Flange Savers - WebDocument2 pagesZerust Flange Savers - WebFederico MoranNo ratings yet
- Catalog: Industrial Bronze ValvesDocument60 pagesCatalog: Industrial Bronze ValvesFederico MoranNo ratings yet
- Chapter10 PDFDocument30 pagesChapter10 PDFFederico MoranNo ratings yet
- A Review of Modern Fire Service Hazards and Protection NeedsDocument128 pagesA Review of Modern Fire Service Hazards and Protection NeedsFederico MoranNo ratings yet
- Chapter08 PDFDocument16 pagesChapter08 PDFFederico MoranNo ratings yet
- Mantenimiento en Aislación TérmicaDocument22 pagesMantenimiento en Aislación TérmicaFederico MoranNo ratings yet
- TDS Flangebelts NewDocument2 pagesTDS Flangebelts NewFederico MoranNo ratings yet
- Quality Assurance and Process Capabilities for Die CastingsDocument12 pagesQuality Assurance and Process Capabilities for Die CastingsFederico MoranNo ratings yet
- Flange Management BrochureDocument8 pagesFlange Management BrochureFederico MoranNo ratings yet
- Chapter09 PDFDocument16 pagesChapter09 PDFFederico MoranNo ratings yet
- Manual de Fundicion - Chapter06Document10 pagesManual de Fundicion - Chapter06Federico MoranNo ratings yet
- Additional Pressure and Temperature Switch Application InformationDocument2 pagesAdditional Pressure and Temperature Switch Application InformationJean GonzalezNo ratings yet
- Machinery Hazards & ControlsDocument36 pagesMachinery Hazards & ControlsPrakash RaoNo ratings yet
- Unit V - Rocket PropulsionDocument5 pagesUnit V - Rocket PropulsionKeerthi VarmanNo ratings yet
- Settlement of piles founded in rock calculation as per IS 8009 (Part IIDocument2 pagesSettlement of piles founded in rock calculation as per IS 8009 (Part IIpravinNo ratings yet
- Module 3 CE PC413aDocument31 pagesModule 3 CE PC413aRose GamingNo ratings yet
- Tribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeDocument7 pagesTribological Properties of Hot Forged Al2024-Tib2 In-Situ CompositeVivekananda SubramaniNo ratings yet
- Characteristics Value Description: Endress+Hauser Mon, 03 Aug 2020 Page 1 / 4Document4 pagesCharacteristics Value Description: Endress+Hauser Mon, 03 Aug 2020 Page 1 / 4zubairmazariNo ratings yet
- MEL716 Micro Scale Heat Transfer Course Profile 2011 12Document2 pagesMEL716 Micro Scale Heat Transfer Course Profile 2011 12gaurav110790No ratings yet
- Designer's Guide For Laser Hermetic SealingDocument11 pagesDesigner's Guide For Laser Hermetic Sealingkats2404No ratings yet
- Shimano Nexus Inter-7 - Coaster - BrakeDocument12 pagesShimano Nexus Inter-7 - Coaster - BrakeGeorge OrfanidisNo ratings yet
- Chapter Three PPT With AssignmentDocument106 pagesChapter Three PPT With Assignmentneway mamushetNo ratings yet
- Table 701. Tools/Equipment and Recommended MaterialsDocument3 pagesTable 701. Tools/Equipment and Recommended MaterialsDAVID QUINONo ratings yet
- Fluid Mechanics Lec 2 & 3Document79 pagesFluid Mechanics Lec 2 & 3Mutahir KhattakNo ratings yet
- Hydraulic Flow Control & Flow DividersDocument1 pageHydraulic Flow Control & Flow Dividerssivaraman jaganathanNo ratings yet
- Quiz 4Document4 pagesQuiz 4Amelia Bayona100% (1)
- ch10 PDFDocument18 pagesch10 PDFRodrigo S QuirinoNo ratings yet
- OpI 200500591 PDFDocument372 pagesOpI 200500591 PDFShahnam GhasediNo ratings yet
- NPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Document4 pagesNPS - 'Nominal Pipe Size' and DN - 'Diametre Nominal'Mr. ANo ratings yet