You might also like
- Is Iso 6621 2 2003Document35 pagesIs Iso 6621 2 2003Selvaraji MuthuNo ratings yet
- IS 3455 (1971): Gauging practice for plain workpiecesDocument20 pagesIS 3455 (1971): Gauging practice for plain workpiecesAVINASHNo ratings yet
- ISO-1675 Liquid Resins - Determination of Density by The Pyknometer MethodDocument8 pagesISO-1675 Liquid Resins - Determination of Density by The Pyknometer MethodDawn HaneyNo ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationVenugopalan ManaladikalamNo ratings yet
- IEC 60793-1-52 (2001) Change of TemperatureDocument10 pagesIEC 60793-1-52 (2001) Change of TemperaturejudyyangchNo ratings yet
- Is 7479 1985Document6 pagesIs 7479 1985sarath6725No ratings yet
- Is 6863 2005Document11 pagesIs 6863 2005sarath6725No ratings yet
- 2643 2005Document14 pages2643 2005govimanoNo ratings yet
- is.4927.1992Document13 pagesis.4927.1992UmerNo ratings yet
- IEC 60793-1-53 (2001) Water ImmersionDocument9 pagesIEC 60793-1-53 (2001) Water ImmersionjudyyangchNo ratings yet
- Disclosure To Promote The Right To InformationDocument17 pagesDisclosure To Promote The Right To Informationsaji kumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To InformationIndira MukherjeeNo ratings yet
- Is Iso 8655 7 2005Document30 pagesIs Iso 8655 7 2005Rômulo LeãoNo ratings yet
- ISO Bolsas de ColostomiaDocument14 pagesISO Bolsas de Colostomiajuan perezNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To Informationraisingh085No ratings yet
- Is 6689 2003Document11 pagesIs 6689 2003sarath6725No ratings yet
- इंटरनेट मानक का मैक्रो और माइक्रो परीक्षणDocument5 pagesइंटरनेट मानक का मैक्रो और माइक्रो परीक्षणShanmugasundaram SNNo ratings yet
- Hkwol KKFN LVSFVD Iapj Ijh (K.K (Lh-Ch-Vkj-Ijh (K.K) : HKKJRH EkudDocument10 pagesHkwol KKFN LVSFVD Iapj Ijh (K.K (Lh-Ch-Vkj-Ijh (K.K) : HKKJRH EkudBinayak KumarNo ratings yet
- ISO 13765-5-2004, Refractory MortarsDocument12 pagesISO 13765-5-2004, Refractory Mortarsssnair123100% (1)
- Is 7666 1988Document9 pagesIs 7666 1988chepurthiNo ratings yet
- Is 4711 2008Document9 pagesIs 4711 2008Rishab TanejaNo ratings yet
- I S 2328Document5 pagesI S 2328Hariprasad gantyalaNo ratings yet
- Is 866 1957Document7 pagesIs 866 1957sarath6725No ratings yet
- IS 1607 - 1977 Methods of Test Sieving PDFDocument19 pagesIS 1607 - 1977 Methods of Test Sieving PDFManish KumarNo ratings yet
- Belt Pulley Is.3142.1993 PDFDocument14 pagesBelt Pulley Is.3142.1993 PDFchidambaram kasiNo ratings yet
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To InformationAgniva DuttaNo ratings yet
- Norma ASTM D5Document4 pagesNorma ASTM D5Roberto ChamorroNo ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To InformationrevathiNo ratings yet
- BS 470 Entry PVDocument8 pagesBS 470 Entry PVbonnicoNo ratings yet
- Is 12779 1989Document9 pagesIs 12779 1989sachinumaryeNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To Informationchitti409No ratings yet
- IEC 60793-1-50 (2001) Damp HeatDocument10 pagesIEC 60793-1-50 (2001) Damp HeatjudyyangchNo ratings yet
- Iso 8734Document32 pagesIso 8734Viswatej ChoudaryNo ratings yet
- Is 15468 2004Document8 pagesIs 15468 2004robust calNo ratings yet
- Bulk Density of Level Paintbrush Filaments: Standard Test Method ForDocument2 pagesBulk Density of Level Paintbrush Filaments: Standard Test Method Formohammed karasnehNo ratings yet
- Is 3561 1989Document9 pagesIs 3561 1989Asian Test EquipmentsNo ratings yet
- Is 6874 2008Document16 pagesIs 6874 2008Christian GaussNo ratings yet
- Flow Measurement by USM2006Document20 pagesFlow Measurement by USM2006vineet sutharNo ratings yet
- PentratometerDocument3 pagesPentratometerALI HAMIDNo ratings yet
- Is 6734 1972Document6 pagesIs 6734 1972sarath6725No ratings yet
- Ut6mm PDFDocument16 pagesUt6mm PDFvrkots100% (2)
- Is 14579-1998 DIN 53932 Determination of Water Absorption of Textile FabricsDocument7 pagesIs 14579-1998 DIN 53932 Determination of Water Absorption of Textile Fabricsmatersci_ebayNo ratings yet
- Linear Measurements & Metrology GuideDocument110 pagesLinear Measurements & Metrology Guideavutu_kunduruNo ratings yet
- Is 13726 2002Document19 pagesIs 13726 2002john23141No ratings yet
- Is 1269Document12 pagesIs 1269AJITHNo ratings yet
- Is 3600Document5 pagesIs 3600marceloscarpariNo ratings yet
- Is 10138 1 1982Document10 pagesIs 10138 1 1982Mahira AraújoNo ratings yet
- Book 2Document68 pagesBook 2nm_rangaNo ratings yet
- Is 16088 2012Document26 pagesIs 16088 2012kishor150688No ratings yet
- Is 15287 1 2003Document12 pagesIs 15287 1 2003Alejandro GilNo ratings yet
- Class 1,2 - FinalDocument49 pagesClass 1,2 - FinalDINESH DHANABALANNo ratings yet
- IS - ISO 16322-1 (2005) - Textiles - Determination of Spirality After Laundering, Part 1 - Percentage of Wale Spirality Change in Knitted GarmentsDocument11 pagesIS - ISO 16322-1 (2005) - Textiles - Determination of Spirality After Laundering, Part 1 - Percentage of Wale Spirality Change in Knitted GarmentsCella ChenNo ratings yet
- d6347 d6347m 05Document18 pagesd6347 d6347m 05Kanwar P SinghNo ratings yet
- Is 1363-Bolts and NutsDocument12 pagesIs 1363-Bolts and NutsKushal PanchalNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Jis D0203 PDFDocument6 pagesJis D0203 PDFsabaris ksNo ratings yet
- 1 DSC ISO - 11357-3 - 2018 (En)Document12 pages1 DSC ISO - 11357-3 - 2018 (En)sabaris ksNo ratings yet
- Class No. 55 10 4 Contact Corrosion From Elastomers and Art Materials in Connection With Light Metals December 2002Document2 pagesClass No. 55 10 4 Contact Corrosion From Elastomers and Art Materials in Connection With Light Metals December 2002sabaris ksNo ratings yet
- Astm D4541.18729 Pull ofDocument18 pagesAstm D4541.18729 Pull ofJacob VillamilNo ratings yet
- Opacity ISO-7686-2005Document9 pagesOpacity ISO-7686-2005sabaris ksNo ratings yet
- VDA 270 1992-10 Odor Test Deterination of The Odour Characteristics PDFDocument4 pagesVDA 270 1992-10 Odor Test Deterination of The Odour Characteristics PDFsabaris ks100% (1)
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Disclosure To Promote The Right To InformationDocument17 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Is 13411 1992Document47 pagesIs 13411 1992AparajitaNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Iso 9513 PDFDocument19 pagesIso 9513 PDFsabaris ksNo ratings yet
- 9 PDFDocument8 pages9 PDFsabaris ksNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Ol KKFN MPP ?kuro Iksyhbfkkbyhu (,P-Mh-Ih-Bz-) Cqus Dim+S Ls Cus Frjiky Fof'Kf"VDocument14 pagesOl KKFN MPP ?kuro Iksyhbfkkbyhu (,P-Mh-Ih-Bz-) Cqus Dim+S Ls Cus Frjiky Fof'Kf"Vsabaris ksNo ratings yet
- 8 PDFDocument14 pages8 PDFsabaris ksNo ratings yet
- Disclosure To Promote The Right To InformationDocument32 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- 7 PDFDocument14 pages7 PDFMaeon LaboratoriesNo ratings yet
- 10 PDFDocument12 pages10 PDFsabaris ksNo ratings yet
- ck1 1Document18 pagesck1 1vivekaramanaNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- Is 11246 1992 PDFDocument14 pagesIs 11246 1992 PDFSusanta Kumar DeyNo ratings yet
- Thermal AgeingDocument54 pagesThermal AgeingMaeon LaboratoriesNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To InformationMaeon LaboratoriesNo ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To Informationsabaris ksNo ratings yet
- UL 746a PDFDocument57 pagesUL 746a PDFsabaris ksNo ratings yet
- Thermal endurance test parametersDocument1 pageThermal endurance test parameterssabaris ksNo ratings yet
- Manual For Solid Test ZigDocument3 pagesManual For Solid Test ZigMaeon LaboratoriesNo ratings yet
- تركيب وتشغيل وحدات تكييف الهواءDocument49 pagesتركيب وتشغيل وحدات تكييف الهواءOmar NabilNo ratings yet
- Intro To Rizal LawDocument61 pagesIntro To Rizal Lawnicachavez030No ratings yet
- ESBG Financial Systems Difference EU-US PDFDocument12 pagesESBG Financial Systems Difference EU-US PDFDominiqueCarriouNo ratings yet
- PC 200-7 Ex 01 KEDDocument8 pagesPC 200-7 Ex 01 KEDlilikNo ratings yet
- Excerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Document2 pagesExcerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Valeria MontalvaNo ratings yet
- Set 177Document599 pagesSet 177adilfarooq25No ratings yet
- Probability Concepts and Random Variable - SMTA1402: Unit - IDocument105 pagesProbability Concepts and Random Variable - SMTA1402: Unit - IVigneshwar SNo ratings yet
- S1.8 Template of REAL Table For Power and Supporting CompetenciesDocument3 pagesS1.8 Template of REAL Table For Power and Supporting CompetenciesJamir SalongaNo ratings yet
- Wma11 01 Que 20221011Document28 pagesWma11 01 Que 20221011Maks LubasNo ratings yet
- CXO 7050 Rev 14.3.13 PDFDocument1 pageCXO 7050 Rev 14.3.13 PDFrajaramghoshNo ratings yet
- Baxa Resumen PDFDocument12 pagesBaxa Resumen PDFChepe Camacho100% (3)
- Studi Kasus Pada PT Damar Bandha Jaya Corp. BogorDocument10 pagesStudi Kasus Pada PT Damar Bandha Jaya Corp. BogorMayHan13No ratings yet
- The Bourne Identity ReviewDocument3 pagesThe Bourne Identity ReviewBoldizsár Zeyk AnnaNo ratings yet
- Concept MapDocument1 pageConcept MapKeith20% (5)
- Text 1 Is For No 1 - 4 The Rabbit Revenge: I. Pilihlah Salah Satu Jawaban Yang Benar!Document4 pagesText 1 Is For No 1 - 4 The Rabbit Revenge: I. Pilihlah Salah Satu Jawaban Yang Benar!Diandra MomentNo ratings yet
- Installing Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Document4 pagesInstalling Juniper Router OS JunOS 10 1 in Qemu VM For GNS3Adrian Ionut NituNo ratings yet
- Module 5 HomeworkDocument4 pagesModule 5 HomeworkCj LinceNo ratings yet
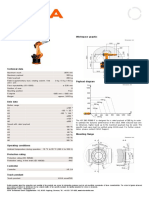
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- 21eb7 0 PDFDocument1 page21eb7 0 PDFdediranduNo ratings yet
- Rapid Web Development With Python/Django: Julian HillDocument37 pagesRapid Web Development With Python/Django: Julian Hilljppn33No ratings yet
- CV of Dr. Mohammad TahirDocument12 pagesCV of Dr. Mohammad TahirMuhammad FayyazNo ratings yet
- Celebrity Parents Open Up About Raising Children With Special NeedsDocument4 pagesCelebrity Parents Open Up About Raising Children With Special NeedsBarathy ChandrasegranNo ratings yet
- Murder Conviction UpheldDocument9 pagesMurder Conviction UpheldBobNo ratings yet
- A Review of Agricultural Drought Assessment With Remote Sensing Data: Methods, Issues, Challenges and OpportunitiesDocument14 pagesA Review of Agricultural Drought Assessment With Remote Sensing Data: Methods, Issues, Challenges and Opportunitiesاسامة نعمة جبارNo ratings yet
- Dual Domain Image Encryption Using Bit Plane Scrambling and Sub - Band ScramblingDocument16 pagesDual Domain Image Encryption Using Bit Plane Scrambling and Sub - Band Scramblingraja rishyantNo ratings yet
- Business Model Canvas TemplateDocument5 pagesBusiness Model Canvas TemplateAsraihan Raihan100% (1)
- Inspire Physics 9 AdvanceDocument285 pagesInspire Physics 9 AdvanceJenan Zriak100% (2)
- Logging Levels in Log4j - Tutorialspoint ExamplesDocument3 pagesLogging Levels in Log4j - Tutorialspoint ExamplesJai PannuNo ratings yet
- 1Document5 pages1qweqweNo ratings yet
- ECMT1020 - Week 06 WorkshopDocument4 pagesECMT1020 - Week 06 Workshopperthwashington.j9t23No ratings yet