You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Dan Brown Bibliografija PDFDocument1 pageDan Brown Bibliografija PDFaranicki8587No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Battlestar Galactica TimelineDocument4 pagesBattlestar Galactica Timelinearanicki8587No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Build Your Own Diamond Lapping MachineDocument2 pagesBuild Your Own Diamond Lapping Machinearanicki8587No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Dan Brown Bibliografija PDFDocument1 pageDan Brown Bibliografija PDFaranicki8587No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Dan Brown Bibliografija PDFDocument1 pageDan Brown Bibliografija PDFaranicki8587No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- BT Big Button 200 UputstvoDocument28 pagesBT Big Button 200 Uputstvoaranicki8587No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Redressing Diamond DiscsDocument1 pageRedressing Diamond Discsaranicki8587No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Damagecontrol Diamond DiscsDocument1 pageDamagecontrol Diamond Discsaranicki8587No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Price List: Wheel CutterDocument2 pagesPrice List: Wheel Cutteraranicki8587No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Millimeter To Inch Converter ChartDocument1 pageMillimeter To Inch Converter Chartaranicki8587No ratings yet
- Rociprolap Installation Instructions: Never Start The Rociprolap With The Lap Plate RemovedDocument4 pagesRociprolap Installation Instructions: Never Start The Rociprolap With The Lap Plate Removedaranicki8587No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
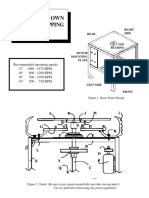
- Uputstvo Za Izradu Dugackog Stola Sa Rolerima PDFDocument7 pagesUputstvo Za Izradu Dugackog Stola Sa Rolerima PDFaranicki8587No ratings yet
- Cleaningtip Diamond DisksDocument1 pageCleaningtip Diamond Disksaranicki8587No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
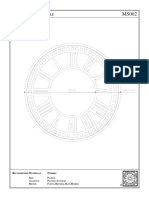
- D M MS002: Ecorative AnholeDocument1 pageD M MS002: Ecorative Anholearanicki8587No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Grilled Stuffed Zucchini With BaconDocument2 pagesGrilled Stuffed Zucchini With Baconaranicki8587No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- W B F H MS001: ALL Racket LAG OlderDocument1 pageW B F H MS001: ALL Racket LAG Olderaranicki8587No ratings yet
- Tuna Salad Recipe - Ina Garten - Food NetworkDocument1 pageTuna Salad Recipe - Ina Garten - Food Networkaranicki8587No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Zucchini Frittata Omelette - Print VersionDocument3 pagesZucchini Frittata Omelette - Print Versionaranicki8587No ratings yet
- 3 Position Toggle Switch On-Off Wiring-Diagram 2 PoleDocument1 page3 Position Toggle Switch On-Off Wiring-Diagram 2 Polearanicki8587No ratings yet
- Tuna and Iceberg Salad RecipeDocument1 pageTuna and Iceberg Salad Recipearanicki8587No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Zucchini Frittata Omelette - Print VersionDocument3 pagesZucchini Frittata Omelette - Print Versionaranicki8587No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Authentic Greek TzatzikiDocument10 pagesAuthentic Greek Tzatzikiaranicki8587No ratings yet
- How To Make Tzatziki: Leyla Kazim Around The World Recipe Roundup Step-By-StepDocument2 pagesHow To Make Tzatziki: Leyla Kazim Around The World Recipe Roundup Step-By-Steparanicki8587No ratings yet
- FMP Diy Guide Inventory TemplateDocument44 pagesFMP Diy Guide Inventory Templatearanicki8587No ratings yet
- CNC ConsoleDocument1 pageCNC Consolearanicki8587No ratings yet
- Tricking Out Asian 9x20 LatheDocument48 pagesTricking Out Asian 9x20 Lathearanicki8587No ratings yet
- Mach3 - Camera AlingmentDocument1 pageMach3 - Camera Alingmentaranicki8587No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Wiring A Linear Actuator With A DPDT Rocker SwitchDocument1 pageWiring A Linear Actuator With A DPDT Rocker Switcharanicki8587No ratings yet
- Toughbook FaqsDocument7 pagesToughbook Faqsaranicki8587No ratings yet
- The Unofficial Aterlife GuideDocument33 pagesThe Unofficial Aterlife GuideIsrael Teixeira de AndradeNo ratings yet
- Chapter 5 AGVDocument76 pagesChapter 5 AGVQuỳnh NguyễnNo ratings yet
- IPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedDocument1 pageIPC's 2 Edition of Guidance Manual For Herbs and Herbal Products Monographs ReleasedRakshaNo ratings yet
- Earth Sciences Notes Csir-Ugc Net JRFDocument57 pagesEarth Sciences Notes Csir-Ugc Net JRFmanas773No ratings yet
- Mathematical Modeling of Mechanical Systems and Electrical SystemsDocument49 pagesMathematical Modeling of Mechanical Systems and Electrical SystemsMary DunhamNo ratings yet
- Marvell 88F37xx Product Brief 20160830Document2 pagesMarvell 88F37xx Product Brief 20160830Sassy FiverNo ratings yet
- Ecotopia Remixed II-FormattedDocument54 pagesEcotopia Remixed II-FormattedthisisdarrenNo ratings yet
- Siemens Internship ReportDocument84 pagesSiemens Internship Reportujjawalbhojawala100% (1)
- Properties of Matter ReviewDocument8 pagesProperties of Matter Reviewapi-290100812No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fentanyl - Wikipedia, The Free EncyclopediaDocument13 pagesFentanyl - Wikipedia, The Free EncyclopediaKeren SingamNo ratings yet
- Pre RmoDocument4 pagesPre RmoSangeeta Mishra100% (1)
- Latihan To: Nilai: 7.4 Benar: 37 Salah: 13Document17 pagesLatihan To: Nilai: 7.4 Benar: 37 Salah: 13glensNo ratings yet
- QuantAssay Software Manual 11-Mar-2019Document51 pagesQuantAssay Software Manual 11-Mar-2019LykasNo ratings yet
- MiscanthusDocument27 pagesMiscanthusJacob GuerraNo ratings yet
- Comparison of 3 Tests To Detect Acaricide ResistanDocument4 pagesComparison of 3 Tests To Detect Acaricide ResistanMarvelous SungiraiNo ratings yet
- Kodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideDocument75 pagesKodak Easyshare Z712 Is Zoom Digital Camera: User'S GuideIronko PepeNo ratings yet
- DNA Mutation and Its Effect To An Individual (w5)Document6 pagesDNA Mutation and Its Effect To An Individual (w5)Cold CoockiesNo ratings yet
- Class 12 Maths Project On Prime NumbersDocument13 pagesClass 12 Maths Project On Prime Numbersanon_3835245630% (1)
- Navy Supplement To The DOD Dictionary of Military and Associated Terms, 2011Document405 pagesNavy Supplement To The DOD Dictionary of Military and Associated Terms, 2011bateljupko100% (1)
- GLP BmsDocument18 pagesGLP BmsDr.Subhashish TripathyNo ratings yet
- Banachek UnlimitedDocument34 pagesBanachek UnlimitedserenaNo ratings yet
- MATLAB Fundamentals Quick ReferenceDocument43 pagesMATLAB Fundamentals Quick ReferenceCarlos Manuel Cardoza EspitiaNo ratings yet
- Updated SAP Cards Requirement JalchdDocument51 pagesUpdated SAP Cards Requirement Jalchdapi-3804296No ratings yet
- Comparative Performance of Some Cattle Breeds Under Barani Conditions of PakistanDocument4 pagesComparative Performance of Some Cattle Breeds Under Barani Conditions of PakistanMasood HassanNo ratings yet
- Simple Roll-Type: A Loud SpeakerDocument1 pageSimple Roll-Type: A Loud SpeakerEudes SilvaNo ratings yet
- Brief Summary of Catalytic ConverterDocument23 pagesBrief Summary of Catalytic ConverterjoelNo ratings yet
- Igcse Revision BookDocument23 pagesIgcse Revision BookJo Patrick100% (2)
- Index PDFDocument159 pagesIndex PDFHüseyin IşlakNo ratings yet
- Propert 447-445Document11 pagesPropert 447-445LUNA100% (1)
- Abdominal Examination OSCE GuideDocument30 pagesAbdominal Examination OSCE Guideزياد سعيدNo ratings yet
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsFrom EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsRating: 4.5 out of 5 stars4.5/5 (2)
- Celtic Line Drawing - Simplified InstructionsFrom EverandCeltic Line Drawing - Simplified InstructionsRating: 5 out of 5 stars5/5 (4)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeFrom EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeRating: 5 out of 5 stars5/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsFrom EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsNo ratings yet