You might also like
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Estelar: Asting Process Can Be Divided Into Two Basic CategoriesDocument15 pagesEstelar: Asting Process Can Be Divided Into Two Basic CategoriesVDNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Document21 pagesReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Die Casting - WikipediaDocument11 pagesDie Casting - WikipediaKyaw Bhone WinNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
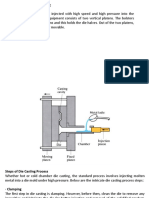
- Die Casting Process ExplainedDocument29 pagesDie Casting Process ExplainedUmair MirzaNo ratings yet
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- Die CastingDocument8 pagesDie CastingVishwath RamNo ratings yet
- Die Casting: From Wikipedia, The Free EncyclopediaDocument6 pagesDie Casting: From Wikipedia, The Free EncyclopediagodseNo ratings yet
- Sess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Document7 pagesSess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Prakash RagupathyNo ratings yet
- Die CastingDocument11 pagesDie CastingJimmy Clavel100% (1)
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- BME B Project Armaan SinghDocument16 pagesBME B Project Armaan Singharmaansingh 2K20B1220No ratings yet
- 2.14. Multiple-Use-Mould Casting ProcessesDocument3 pages2.14. Multiple-Use-Mould Casting Processesaman chaudharyNo ratings yet
- Practical Casting - A Studio ReferenceDocument3 pagesPractical Casting - A Studio ReferencebobakerNo ratings yet
- Die Casting: Metal Forming Process for High Volume PartsDocument62 pagesDie Casting: Metal Forming Process for High Volume PartsChetan Nehete100% (2)
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- Special Casting Processes GuideDocument31 pagesSpecial Casting Processes Guidedarshan_rudraNo ratings yet
- ME - 32021 Chapter (3) Hard Mold Casting ProcessesDocument26 pagesME - 32021 Chapter (3) Hard Mold Casting ProcessesWILYNo ratings yet
- Continuous Casting: Equipment and ProcessDocument8 pagesContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Pressure Die PPT InPDFDocument84 pagesPressure Die PPT InPDFSree RamichettyNo ratings yet
- Manufacturing ProcessesDocument9 pagesManufacturing ProcessesAzhar SyedNo ratings yet
- Lab Report Die CastingDocument12 pagesLab Report Die CastingaaqibaminNo ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- Hot Chamber Die Casting MachineDocument3 pagesHot Chamber Die Casting MachineAnand BossNo ratings yet
- Pressure Die CastingDocument62 pagesPressure Die CastingARUNSFRH83% (6)
- Die Casting With TypesDocument4 pagesDie Casting With TypesAdarsh TiwariNo ratings yet
- Casting Its TypesDocument84 pagesCasting Its Typesanmanjunath086No ratings yet
- Die Casting - Wikipedia, The Free EncyclopediaDocument10 pagesDie Casting - Wikipedia, The Free EncyclopediaSantanu MondalNo ratings yet
- DV03PUB23 Study GuideDocument4 pagesDV03PUB23 Study GuidesobheysaidNo ratings yet
- Permanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedDocument57 pagesPermanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedJacob KussiaNo ratings yet
- Production of Gears by Die CastingDocument17 pagesProduction of Gears by Die CastingBalaji Sekar75% (4)
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- DM-1 CO-1 Special Castings MaterialDocument9 pagesDM-1 CO-1 Special Castings MaterialSree vishnu Sai chandan guntupalliNo ratings yet
- Unit3 Part C RevisedDocument72 pagesUnit3 Part C Revisedraymon sharmaNo ratings yet
- Zinc High Pressure Die CastingDocument1 pageZinc High Pressure Die CastingGutierrezOmar5No ratings yet
- Termapaper-Design and ManufacturingDocument12 pagesTermapaper-Design and ManufacturingOmkar Kumar JhaNo ratings yet
- Die CastingDocument4 pagesDie Castingthasarathanr1993_939No ratings yet
- Metal Mould-Casting Processes: Unit Iv Moulding ProcessesDocument26 pagesMetal Mould-Casting Processes: Unit Iv Moulding ProcessesMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Gating DesignDocument16 pagesGating DesignNisar HussainNo ratings yet
- HSM and CRM RollsDocument9 pagesHSM and CRM Rollssatish_trivediNo ratings yet
- Die Casting: Mechanical Manufacturing - IIDocument39 pagesDie Casting: Mechanical Manufacturing - IIAdnan Javed100% (1)
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- ForgingDocument38 pagesForgingapi-26546070100% (2)
- Castingitstypes 140222031231 Phpapp02Document85 pagesCastingitstypes 140222031231 Phpapp02Harmain Ahmed CMNo ratings yet
- Such As Aluminum or Zinc, Is Melted in The Furnace and Then Injected Into The Dies in The DieDocument1 pageSuch As Aluminum or Zinc, Is Melted in The Furnace and Then Injected Into The Dies in The DieKumarChirraNo ratings yet
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Forging FundamentalsDocument23 pagesForging FundamentalsJoNo ratings yet
- Unit-2 (1) MPDocument70 pagesUnit-2 (1) MPVishvas SinghhNo ratings yet
- Vocational Training PPT (Ankur Thangry)Document16 pagesVocational Training PPT (Ankur Thangry)Sagan PreetNo ratings yet
- ForgingDocument38 pagesForgingapi-26546070No ratings yet
- Al Die CastingDocument11 pagesAl Die CastingMallesh Munje100% (1)
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- New Microsoft Office Word DocumentDocument2 pagesNew Microsoft Office Word DocumentAnonymous f1UCK4No ratings yet
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDocument44 pagesReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- Mechanical Working of MetalsDocument53 pagesMechanical Working of Metalsmurari100% (3)
- Sand Molding Processes: Thanuj Kumar MDocument47 pagesSand Molding Processes: Thanuj Kumar MVDNo ratings yet
- Casting Its Types 1 (8-10) - 1Document3 pagesCasting Its Types 1 (8-10) - 1VDNo ratings yet
- Assignments (17 July 2020)Document1 pageAssignments (17 July 2020)VDNo ratings yet
- Pattern Allowances 1 (2-14) - 1Document13 pagesPattern Allowances 1 (2-14) - 1VDNo ratings yet
- AssignmentsDocument1 pageAssignmentsVDNo ratings yet
- General Heat Conduction EquationDocument6 pagesGeneral Heat Conduction EquationVDNo ratings yet
- UG Mech Syllabus 2011 12Document64 pagesUG Mech Syllabus 2011 12VDNo ratings yet
- Forced Convection Heat Transfer MechanismsDocument11 pagesForced Convection Heat Transfer Mechanismsjarek3aNo ratings yet
- Forced Convection Heat Transfer MechanismsDocument11 pagesForced Convection Heat Transfer Mechanismsjarek3aNo ratings yet
- 9259478Document64 pages9259478Brajesh Kumar100% (1)
- Radiographic DefectsDocument20 pagesRadiographic DefectsUsman AhmedNo ratings yet
- Metal FormingDocument13 pagesMetal Formingabdsu75No ratings yet
- Vi 40Document12 pagesVi 40shendam520No ratings yet
- Explaining 10 Different Types of Fasteners and Their UsesDocument16 pagesExplaining 10 Different Types of Fasteners and Their UsesKen NgNo ratings yet
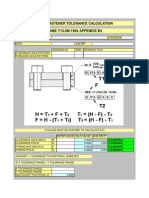
- Fixed Fastener Tolerance Calculation ASME Y14.5M-1994 APPENDIX B4Document7 pagesFixed Fastener Tolerance Calculation ASME Y14.5M-1994 APPENDIX B4jowarNo ratings yet
- Langridge Decorative RRPDocument2 pagesLangridge Decorative RRPstlukeartNo ratings yet
- Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthDocument6 pagesCarbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthGian SennaNo ratings yet
- FYH ZlockDocument2 pagesFYH ZlockRodrigo Jechéla BarriosNo ratings yet
- The Ethiopian Airlines Enterprise Aviation Maintenance Technician SchoolDocument5 pagesThe Ethiopian Airlines Enterprise Aviation Maintenance Technician SchoolyihesakNo ratings yet
- Norton Vulcan grinding & cutting wheelsDocument12 pagesNorton Vulcan grinding & cutting wheelsJohn Pham NgocNo ratings yet
- WCB Uc Spare Parts GB 04-2015 - KomplettDocument28 pagesWCB Uc Spare Parts GB 04-2015 - KomplettdebiNo ratings yet
- Dynamic Bar Brochure InchDocument12 pagesDynamic Bar Brochure InchJonathan PlataNo ratings yet
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Condor TailsDocument6 pagesCondor TailsEnrique CoronelNo ratings yet
- Walter PF Milling Xtratec 2020 EN FormularDocument12 pagesWalter PF Milling Xtratec 2020 EN FormularFredy ChiaNo ratings yet
- Summer Training Report, DLW VaranasiDocument29 pagesSummer Training Report, DLW VaranasiShailesh ShuklaNo ratings yet
- CONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFDocument4 pagesCONVENTIONAL or RAM EDM (DIE SINKER EDM) PDFjjzoranNo ratings yet
- DY-560-760G ManualDocument66 pagesDY-560-760G ManualJose SoMarNo ratings yet
- En 15048 - Iso 4014Document2 pagesEn 15048 - Iso 4014Angelo VieitoNo ratings yet
- MC 2009 Klick ENG DDocument212 pagesMC 2009 Klick ENG DSiman Xyx0% (1)
- Mechanical Properties Metric Fasteners Jan 2016Document2 pagesMechanical Properties Metric Fasteners Jan 2016Prashant KumarNo ratings yet
- Pdvsa: Engineering Design ManualDocument4 pagesPdvsa: Engineering Design ManualnoxleekNo ratings yet
- Aisi 9254 - Spring SteelDocument2 pagesAisi 9254 - Spring SteelSergio100% (1)
- Forming questions (1)Document6 pagesForming questions (1)ibrahimtalal702No ratings yet
- National Pipe Thread ChartDocument1 pageNational Pipe Thread Chartafiqaziz86No ratings yet
- K-PRIX Means The Combination of Quality, Cost and Service..Document10 pagesK-PRIX Means The Combination of Quality, Cost and Service..M. AguiarNo ratings yet
- Makita 6910Document3 pagesMakita 6910El MacheteNo ratings yet
- Fabrication Weld ManualDocument12 pagesFabrication Weld ManualChaidir Transmission100% (2)
- 3d Systems Cimatron 15 WhatsnewDocument4 pages3d Systems Cimatron 15 WhatsnewLily CuellarNo ratings yet