You might also like
- Paper 5qa 002 Sa2Document12 pagesPaper 5qa 002 Sa2Siva Kumar100% (1)
- Explosive WeldingDocument18 pagesExplosive WeldingShivam SharmaNo ratings yet
- Advantages and Disadvantages of Powder MetallurgyDocument2 pagesAdvantages and Disadvantages of Powder Metallurgyvinslin67% (6)
- Production Question Set 2013 by S K MondalDocument63 pagesProduction Question Set 2013 by S K MondalKBSMANIT60% (5)
- Powerpoint Presentation On Extraction of TitaniumDocument31 pagesPowerpoint Presentation On Extraction of TitaniumLuis Sahoo90% (10)
- Welding Electrode NomenclatureDocument3 pagesWelding Electrode NomenclaturedcevipinNo ratings yet
- Energy Optimizing FurnaceDocument4 pagesEnergy Optimizing Furnacesourajpatel100% (1)
- Fire Assay Determination of Gold in Copper Concentrates by GravimetryDocument4 pagesFire Assay Determination of Gold in Copper Concentrates by GravimetryJose GarciaNo ratings yet
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaNo ratings yet
- Define PatternDocument6 pagesDefine PatternaadhanNo ratings yet
- Ch21 Fundamentals of Cutting2Document70 pagesCh21 Fundamentals of Cutting2manojc68No ratings yet
- 2 Physics of WeldingDocument28 pages2 Physics of WeldingSUMEETNo ratings yet
- Advanced Welding Processes PDFDocument9 pagesAdvanced Welding Processes PDFlovaldes62100% (1)
- Fitting Models: Semi Circular JointDocument2 pagesFitting Models: Semi Circular Jointsubba reddyNo ratings yet
- ch21 Fundamentals of MachiningDocument25 pagesch21 Fundamentals of MachiningBaatar Zorigt100% (1)
- Welding Shop AssignmentDocument15 pagesWelding Shop AssignmentArslan100% (1)
- X20818 (Me6008 Ptme6008)Document3 pagesX20818 (Me6008 Ptme6008)saranNo ratings yet
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- Metal Forming Analysis Lab ManualDocument9 pagesMetal Forming Analysis Lab Manuallecturer.parul100% (1)
- Foundry Technology VtuDocument5 pagesFoundry Technology VtuGosaye Desalegn0% (1)
- Gas Welding, Brazing and SolderingDocument7 pagesGas Welding, Brazing and SolderingAkashNo ratings yet
- Manufacturing Technology Question Papers of JntuaDocument15 pagesManufacturing Technology Question Papers of JntuaHimadhar SaduNo ratings yet
- Theory of Metal CuttingDocument3 pagesTheory of Metal CuttingGeorge Oliver100% (1)
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Subject Metal Cutting and Tool Design de PDFDocument2 pagesSubject Metal Cutting and Tool Design de PDFBabuli KumarNo ratings yet
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument13 pagesME6005/Process Planning & Cost Estimation Year/sem:IV/VIIArshad RSNo ratings yet
- Manufacturing Technology Lab-II Viva QuestionsDocument11 pagesManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocument52 pagesChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangNo ratings yet
- Metal FormingDocument49 pagesMetal FormingtejasNo ratings yet
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranDocument14 pagesElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarNo ratings yet
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- Turning and Drilling PPT MFG Chapter23 FinalDocument78 pagesTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- 54 Sample ChapterDocument23 pages54 Sample ChapterzombieNo ratings yet
- Hot Chamber Die Casting ProcessDocument1 pageHot Chamber Die Casting ProcessNordiana IdrisNo ratings yet
- Assembly Modeling ProcedureDocument2 pagesAssembly Modeling ProcedureKailas Sree ChandranNo ratings yet
- Manufacturing Process 1 Question BankDocument11 pagesManufacturing Process 1 Question BankAshok PradhanNo ratings yet
- Metal Surface TreatmentDocument21 pagesMetal Surface TreatmentNilay SarafNo ratings yet
- MCQ ON III & IV UnitDocument3 pagesMCQ ON III & IV UnitRavi Parkhe67% (3)
- ME8491 Engineering Metallurgy COURSE PLANDocument4 pagesME8491 Engineering Metallurgy COURSE PLANKarthick NNo ratings yet
- 5 Machinability and Machining EconomicsDocument48 pages5 Machinability and Machining Economicssakali aliNo ratings yet
- Chapter 3 - Principles of Arc WeldingDocument32 pagesChapter 3 - Principles of Arc Weldingsipi maseleNo ratings yet
- Material Removal Process (Metal Machining Process) : Theory of Metal CuttingDocument129 pagesMaterial Removal Process (Metal Machining Process) : Theory of Metal CuttingIjanSahrudinNo ratings yet
- 18MA743 Precision Engineering SYLLABUSDocument2 pages18MA743 Precision Engineering SYLLABUSmaazkhanNo ratings yet
- Non Conventional Machining ProcessesDocument143 pagesNon Conventional Machining Processesmahesh100% (2)
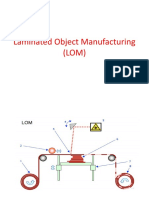
- Laminated Object Manufacturing (LOM)Document5 pagesLaminated Object Manufacturing (LOM)sandeep S NNo ratings yet
- RollingDocument3 pagesRollingMuhammad YasirNo ratings yet
- MT 2 MCQDocument9 pagesMT 2 MCQRanjith GopalakrishnanNo ratings yet
- Workshop Practice: An IntroductionDocument32 pagesWorkshop Practice: An IntroductionSreedhar Kummaraguntla100% (2)
- Unit - 1 Introduction To Machine Tools & MachinesDocument17 pagesUnit - 1 Introduction To Machine Tools & MachinesWeld Tech100% (1)
- Presented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringDocument18 pagesPresented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringJyoti Sharma100% (1)
- Seminar Report HydroformingDocument11 pagesSeminar Report HydroformingAnuj Mandloi100% (2)
- Solidification ShrinkageDocument16 pagesSolidification ShrinkageSherif El-soudyNo ratings yet
- Unit 3 - Machining OperationsDocument105 pagesUnit 3 - Machining OperationsBhaskar KandpalNo ratings yet
- Manufacturing Processes (ME361) Lecture 25 and 27Document40 pagesManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- 1Document14 pages1bk100% (2)
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- Metal CastingDocument8 pagesMetal CastingYash DesaaiNo ratings yet
- Sheet Metal MaterialDocument54 pagesSheet Metal MaterialRoyalmech100% (1)
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985From EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNo ratings yet
- The Metallurgy of Tin Smelting in A SAFDocument5 pagesThe Metallurgy of Tin Smelting in A SAFJoão CoelhoNo ratings yet
- Soalan Kimia k2 NewDocument19 pagesSoalan Kimia k2 NewZarith Hidayah IsmileNo ratings yet
- Lest We Forget Oregon Gold Ore-Bin Dec 1976Document23 pagesLest We Forget Oregon Gold Ore-Bin Dec 1976A_MacLarenNo ratings yet
- Höganas-Handbook No.6-Metallography PDFDocument288 pagesHöganas-Handbook No.6-Metallography PDFnyilmaz72411No ratings yet
- Geol 194 Syllabus RevisedDocument4 pagesGeol 194 Syllabus RevisedCris Reven GibagaNo ratings yet
- Genesis of Giant San Rafael Tin Deposit Peru-Pervasive AlterationDocument37 pagesGenesis of Giant San Rafael Tin Deposit Peru-Pervasive Alterationgeology1No ratings yet
- Maya Gold and Silver: Optimizing Opportunities in MoroccoDocument35 pagesMaya Gold and Silver: Optimizing Opportunities in Moroccousinemaroc100% (1)
- Co CR Mo AlloyDocument7 pagesCo CR Mo AlloyRe ZanoNo ratings yet
- Control of Slopping in Basic Oxygen Steel MakingDocument72 pagesControl of Slopping in Basic Oxygen Steel MakingNarasimha Murthy InampudiNo ratings yet
- Introduction To The Family of Stainless SteelsDocument29 pagesIntroduction To The Family of Stainless Steelspipedown456No ratings yet
- AODDocument8 pagesAODPrakash Mishra100% (1)
- Surface Vehicle Standard: Rev. FEB2004 J434Document12 pagesSurface Vehicle Standard: Rev. FEB2004 J434Douglas RodriguesNo ratings yet
- (Handbook) High Performance Stainless Steels (11021)Document95 pages(Handbook) High Performance Stainless Steels (11021)pekawwNo ratings yet
- 7050 Aluminum Sheet SuppliersDocument12 pages7050 Aluminum Sheet Supplierssanghvi overseas incNo ratings yet
- Material GradesDocument43 pagesMaterial GradesCésar Tapia100% (1)
- Duplex SS HistoryDocument7 pagesDuplex SS HistoryPedro CarneiroNo ratings yet
- Moore 64646Document7 pagesMoore 64646podakopeNo ratings yet
- Got Rust Get Zam ArticleDocument4 pagesGot Rust Get Zam ArticleAriKurniawanNo ratings yet
- Welding Rods Welding Rods: Manual Metal Arc Welding (MMA)Document6 pagesWelding Rods Welding Rods: Manual Metal Arc Welding (MMA)CT0011No ratings yet
- Sandvik 2RE10 - The Risk Reducer in Nitric Acid Production - Sandvik Materials TechnologyDocument5 pagesSandvik 2RE10 - The Risk Reducer in Nitric Acid Production - Sandvik Materials TechnologyAnonymous 5odj1IcNo ratings yet
- Introduction Hardness TestingDocument27 pagesIntroduction Hardness TestingSugraha 1997100% (1)
- Ior ListDocument10 pagesIor ListNatanael BrandasNo ratings yet
- MERC120045 Emd Fluxes Spectromelt Low PDFDocument8 pagesMERC120045 Emd Fluxes Spectromelt Low PDFsaeedhoseiniNo ratings yet
- Low-Sulphidation Epithermal Quartz-Adularia Gold Silver VeinsDocument11 pagesLow-Sulphidation Epithermal Quartz-Adularia Gold Silver VeinsMohammad Wildan ArifinNo ratings yet
- Copper and Its Alloys PresentationDocument50 pagesCopper and Its Alloys PresentationIranthaShalindaJayawardanaNo ratings yet