You might also like
- A043y701 MX321 enDocument44 pagesA043y701 MX321 enChhoan NhunNo ratings yet
- Emotional Mastery For Children Training NotesDocument27 pagesEmotional Mastery For Children Training NotesZayed HossainNo ratings yet
- Magnetic Particle Inspection - PresentationDocument37 pagesMagnetic Particle Inspection - PresentationzdenmanNo ratings yet
- Reaction Paper On The Impossible DreamDocument2 pagesReaction Paper On The Impossible DreamJoshua Pantaleon Valiente100% (3)
- Equotip 550 ManualDocument53 pagesEquotip 550 Manualmohamed ayadNo ratings yet
- Calculating Short Circuit Current With Contributions Form Induction Motor Huening1982Document8 pagesCalculating Short Circuit Current With Contributions Form Induction Motor Huening1982Anonymous BBX2E87aHNo ratings yet
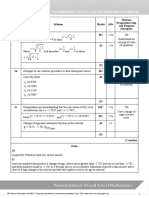
- Mark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1A M1Document7 pagesMark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1A M1Arthur LongwardNo ratings yet
- Quick StartDocument114 pagesQuick StartAsanTubigKoNo ratings yet
- Vibration SensorsDocument93 pagesVibration Sensorsthai huynh leNo ratings yet
- Equotip 540 - Operating - Instruction PDFDocument49 pagesEquotip 540 - Operating - Instruction PDFgigi gigiNo ratings yet
- Recent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsDocument8 pagesRecent Endwinding Vibration Problems in Air-Cooled Turbine GeneratorsAnonymous BBX2E87aHNo ratings yet
- EPOCH 1000 Series Training Presentation 12-08Document74 pagesEPOCH 1000 Series Training Presentation 12-08ابو ياسينNo ratings yet
- SurgeTesting EARbasics 0716Document2 pagesSurgeTesting EARbasics 0716pcastro_temNo ratings yet
- MCSA and PD ReviewDocument13 pagesMCSA and PD ReviewHuibin ZhangNo ratings yet
- AC Machine Stator Phases and Induction Motor Rotating Magnetic FieldDocument39 pagesAC Machine Stator Phases and Induction Motor Rotating Magnetic FieldSaneer M SaliNo ratings yet
- Advantage IEC Cast Iron MotorsDocument15 pagesAdvantage IEC Cast Iron MotorsHiran WittachyNo ratings yet
- Tavner PeterDocument303 pagesTavner PeterManigandanNo ratings yet
- Modal Analysis Training: Natural Frequencies, Mode Shapes, Extraction MethodsDocument40 pagesModal Analysis Training: Natural Frequencies, Mode Shapes, Extraction MethodsDesmond Chang100% (1)
- Core Balance Ground Fault Protection of Motors On A Low-Resistance Grounded Medium-Voltage SystemDocument4 pagesCore Balance Ground Fault Protection of Motors On A Low-Resistance Grounded Medium-Voltage SystemAnonymous BBX2E87aHNo ratings yet
- Understanding Shaft Voltage and Grounding Currents of Turbine GeneratorsDocument12 pagesUnderstanding Shaft Voltage and Grounding Currents of Turbine GeneratorsJose PradoNo ratings yet
- Siemens Basics of AC DrivesDocument116 pagesSiemens Basics of AC DrivesSleman ShackoorNo ratings yet
- An Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineDocument358 pagesAn Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineJose Prado100% (1)
- Sequencial Trippng of Steam Turbine Generators PDFDocument10 pagesSequencial Trippng of Steam Turbine Generators PDFAnonymous BBX2E87aH100% (1)
- CEMB Balancing TheoryDocument178 pagesCEMB Balancing TheoryMuhammad Haris BaigNo ratings yet
- AVR Features AGN023 - B PDFDocument6 pagesAVR Features AGN023 - B PDFAnonymous BBX2E87aHNo ratings yet
- AVR Features AGN023 - B PDFDocument6 pagesAVR Features AGN023 - B PDFAnonymous BBX2E87aHNo ratings yet
- Dry Ice (CO2) CleaningDocument5 pagesDry Ice (CO2) CleaningdebNo ratings yet
- Menzel World CementDocument37 pagesMenzel World CementputrasejahtraNo ratings yet
- General Purpose Slip-Ring Induction Motors: Product CatalogueDocument12 pagesGeneral Purpose Slip-Ring Induction Motors: Product Catalogueرضوان محمد مرعي كاملNo ratings yet
- Topics in Modal Analysis - Volume.7Document778 pagesTopics in Modal Analysis - Volume.7Coruja AranhaNo ratings yet
- Inspection ReportDocument4 pagesInspection Reportaryo suryandaruNo ratings yet
- Gen Reactance STAMFORDDocument6 pagesGen Reactance STAMFORDHashim Othman IINo ratings yet
- Vibration Analysis: How Does It Work?Document18 pagesVibration Analysis: How Does It Work?Rahul TaleNo ratings yet
- Protection of Generators, Transformers, Generator-Transformer Units andDocument38 pagesProtection of Generators, Transformers, Generator-Transformer Units andkarsakkNo ratings yet
- Induction Motor Testing at FactoryDocument7 pagesInduction Motor Testing at FactorysrinivasgillalaNo ratings yet
- BS en 12457-2 - 2002Document30 pagesBS en 12457-2 - 2002Helio C. Souza33% (3)
- 2 07-ModalDocument12 pages2 07-Modaltribleprince0% (1)
- Experimental Modal Analysis of Stator Overhangs of A Large TurbogeneratorDocument6 pagesExperimental Modal Analysis of Stator Overhangs of A Large TurbogeneratorWrya SaeedNo ratings yet
- Review of Diagnosis of Faults in Induction MotorDocument5 pagesReview of Diagnosis of Faults in Induction Motorprasad dholeNo ratings yet
- Documentatie Foamico R3 Uk - Mo 0122 - Mo 0122 D - Mo 0122 FD 22-11-2011Document26 pagesDocumentatie Foamico R3 Uk - Mo 0122 - Mo 0122 D - Mo 0122 FD 22-11-2011Dascalu ValentinNo ratings yet
- Form - Wound - Repair - Specification Rewinding PDFDocument10 pagesForm - Wound - Repair - Specification Rewinding PDFBenjie CallantaNo ratings yet
- 03 IR Camera OperationDocument10 pages03 IR Camera OperationAleksandar StojanovicNo ratings yet
- Importance of Insulation Resistance Testing2Document25 pagesImportance of Insulation Resistance Testing2FaisalNo ratings yet
- Current SensingDocument6 pagesCurrent Sensingboslim1580No ratings yet
- About the Infrared Training CentreDocument8 pagesAbout the Infrared Training CentreAleksandar StojanovicNo ratings yet
- Leonova Diamond TD Sheet 2Document10 pagesLeonova Diamond TD Sheet 2Ahmed Mohamed HassanNo ratings yet
- Power Systems Protection Course: Al-Balqa Applied UniversityDocument37 pagesPower Systems Protection Course: Al-Balqa Applied UniversityLimuel Espiritu100% (1)
- Comparison of VPI and Resin-Rich Insulation SystemsDocument1 pageComparison of VPI and Resin-Rich Insulation SystemsJose Mayen100% (1)
- TEFC Vs WP II MotorsDocument3 pagesTEFC Vs WP II Motorsindranilch100% (1)
- Motor WindingsDocument12 pagesMotor WindingsAbiodun IloriNo ratings yet
- Vibration Analysis Rolling Element BearingDocument20 pagesVibration Analysis Rolling Element BearingmilaNo ratings yet
- VVVF DrivesDocument16 pagesVVVF DrivesIsradani MjNo ratings yet
- ABB - General Purpose Motors Cast Iron - GB 092003Document49 pagesABB - General Purpose Motors Cast Iron - GB 092003ivanjaviergutierrezoNo ratings yet
- Overfluxing in TransformersDocument5 pagesOverfluxing in TransformersBarathNo ratings yet
- Anomalert Software Manual PDFDocument81 pagesAnomalert Software Manual PDFMuhammad Fahmi MahmudNo ratings yet
- Single Phase I.M. Understanding LevelDocument3 pagesSingle Phase I.M. Understanding LevelK S Ravi Kumar (MVGR EEE)No ratings yet
- PDA Coupler Installation GuideDocument62 pagesPDA Coupler Installation GuideBiblos Carlos100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Seismic Migration: Imaging of Acoustic Energy by Wave Field ExtrapolationFrom EverandSeismic Migration: Imaging of Acoustic Energy by Wave Field ExtrapolationNo ratings yet
- ELCID Generator Testing EquipmentDocument4 pagesELCID Generator Testing EquipmentWest DamiettaNo ratings yet
- The Danger of Vibration in Power TransformersDocument7 pagesThe Danger of Vibration in Power TransformersDante FilhoNo ratings yet
- Integrated Generator Rotor and Stator Winding Condition MonitoringDocument8 pagesIntegrated Generator Rotor and Stator Winding Condition MonitoringPimolwan PikitklangNo ratings yet
- Short-Circuit Withstand Capability of Large Power TransformersDocument4 pagesShort-Circuit Withstand Capability of Large Power TransformersKarim MuhammedNo ratings yet
- Advanced Diagnosis of Electrical FaultsDocument13 pagesAdvanced Diagnosis of Electrical Faultsfares noureddineNo ratings yet
- 9470 English TarjomeFaDocument10 pages9470 English TarjomeFatusarNo ratings yet
- DevasenaDocument65 pagesDevasenaSriram ramsNo ratings yet
- Gents CH 2014Document4 pagesGents CH 2014Jigyesh SharmaNo ratings yet
- Iemdc 1999 769189Document3 pagesIemdc 1999 769189hamidrezaNo ratings yet
- Developments in Nuclear Valve Actuation Technology - Valve World 2012Document3 pagesDevelopments in Nuclear Valve Actuation Technology - Valve World 2012Goutham KSNo ratings yet
- Monitoring Generator Vibration Reveals Previously Undetected 60 Hz SignalsDocument9 pagesMonitoring Generator Vibration Reveals Previously Undetected 60 Hz SignalsKevin Luis Perez QuirozNo ratings yet
- Practical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionDocument7 pagesPractical On Line Partial Discharge Tests For Turbine Generators and Motors Trans On Energy ConversionAbdul AhadNo ratings yet
- A Rotor Condition Monitor For Squirrel CDocument7 pagesA Rotor Condition Monitor For Squirrel CLuiz ArantesNo ratings yet
- Variable Frequency Drive VFD Cable Solutions Brochure VFD - Brochure PDFDocument12 pagesVariable Frequency Drive VFD Cable Solutions Brochure VFD - Brochure PDFERICK NOVOANo ratings yet
- Busway Systems: Catalog 5600CT9101R08/13 Class 5600Document148 pagesBusway Systems: Catalog 5600CT9101R08/13 Class 5600Anonymous BBX2E87aHNo ratings yet
- Busway Systems: Catalog 5600CT9101R08/13 Class 5600Document148 pagesBusway Systems: Catalog 5600CT9101R08/13 Class 5600Anonymous BBX2E87aHNo ratings yet
- Bus Duct ReactanceDocument160 pagesBus Duct ReactanceAnonymous BBX2E87aHNo ratings yet
- AFL Substation Bus ConductorsDocument24 pagesAFL Substation Bus ConductorsMaman86No ratings yet
- Dranetz HDPQ SP User Guide PDFDocument338 pagesDranetz HDPQ SP User Guide PDFAnonymous BBX2E87aHNo ratings yet
- TechnicalDateBook 60Hz Rev.2Document53 pagesTechnicalDateBook 60Hz Rev.2Anonymous BBX2E87aHNo ratings yet
- 66-2096 Rev D PDFDocument1 page66-2096 Rev D PDFAnonymous BBX2E87aHNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- Cálculo Da Constante de Inércia de GeradoresDocument4 pagesCálculo Da Constante de Inércia de GeradoresVictor Luiz MerlinNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- InteliMonitor-2.7-Reference Guide PDFDocument75 pagesInteliMonitor-2.7-Reference Guide PDFHoang GiangNo ratings yet
- Negative Phase Sequence Currents ExplainedDocument4 pagesNegative Phase Sequence Currents ExplainedkosmitoNo ratings yet
- CGT Alternator Service Guide Rev05 Nov 2019 01 PDFDocument41 pagesCGT Alternator Service Guide Rev05 Nov 2019 01 PDFAnonymous BBX2E87aHNo ratings yet
- AGN 015 - Testing Winding Insulation SystemsDocument9 pagesAGN 015 - Testing Winding Insulation SystemsariwibowoNo ratings yet
- Motor Starting Protection by Impedance SENSINGDocument7 pagesMotor Starting Protection by Impedance SENSINGAnonymous BBX2E87aHNo ratings yet
- Effect of Unbalanced Voltage On The Operation of Polyphase Induction MotorsDocument5 pagesEffect of Unbalanced Voltage On The Operation of Polyphase Induction MotorsAnonymous BBX2E87aHNo ratings yet
- PHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFDocument180 pagesPHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFJerry MateoNo ratings yet
- Fast Bus Transfer PerpectiveDocument9 pagesFast Bus Transfer PerpectiveAnonymous BBX2E87aHNo ratings yet
- Stator End Winding Vibration and Temperature Rise MonitoringDocument8 pagesStator End Winding Vibration and Temperature Rise MonitoringAnonymous BBX2E87aHNo ratings yet
- Indentification of Model Parameters of Steam Turbine and Governor PDFDocument15 pagesIndentification of Model Parameters of Steam Turbine and Governor PDFAnonymous BBX2E87aHNo ratings yet
- 199 - R.O. Burt - C. Mills - Gravity Concentration 1000 Years Old and Still OmprovingDocument10 pages199 - R.O. Burt - C. Mills - Gravity Concentration 1000 Years Old and Still OmprovingMaría Alejandra Vera BurauNo ratings yet
- CPCCCA3025 Self Study GuideDocument9 pagesCPCCCA3025 Self Study GuidePranay BansalNo ratings yet
- Research in Educ 215 - LDM Group 7Document25 pagesResearch in Educ 215 - LDM Group 7J GATUSNo ratings yet
- BV Endura R2.3Document10 pagesBV Endura R2.3OMAR GONZALEZNo ratings yet
- Iso 1996 1 2016Document15 pagesIso 1996 1 2016ali_irvNo ratings yet
- INBO2020 Solutions 20200220Document11 pagesINBO2020 Solutions 20200220Abhik Kumar MajiNo ratings yet
- CorpusRembrandt 3Document819 pagesCorpusRembrandt 3Yuliya UdotNo ratings yet
- ANZ Aboriginal history, culture, and demographicsDocument13 pagesANZ Aboriginal history, culture, and demographicsЛада ПоселянинаNo ratings yet
- Ecotourism EssayDocument2 pagesEcotourism EssayKarenNo ratings yet
- Stress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudyDocument10 pagesStress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudySelvaNo ratings yet
- Introduction to Capacitors and DielectricsDocument55 pagesIntroduction to Capacitors and DielectricsParthuNo ratings yet
- Watching A Typhoon Using Sentinel-1Document39 pagesWatching A Typhoon Using Sentinel-1James GulreyNo ratings yet
- BTech - Chem Engg - Course StructureDocument6 pagesBTech - Chem Engg - Course Structureramesh dasariNo ratings yet
- Stormwater Survey Gauges Rizal Tech University DesignDocument1 pageStormwater Survey Gauges Rizal Tech University DesignAlejandroGonzagaNo ratings yet
- International Review of Research in Open and Distributed LearningDocument12 pagesInternational Review of Research in Open and Distributed LearningMc. Jordan QuilangNo ratings yet
- Pilotstar D: Heading Control SystemDocument4 pagesPilotstar D: Heading Control SystemLuis Contenla YañezNo ratings yet
- Pengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakDocument7 pagesPengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakRafi SalimNo ratings yet
- Prompt Engineering Cheat SheetDocument3 pagesPrompt Engineering Cheat SheetJuan Pablo Dell'OroNo ratings yet
- Individual Assignment 2 - Article Review - Opm530Document2 pagesIndividual Assignment 2 - Article Review - Opm530Amir HafiyNo ratings yet
- University of DelhiDocument4 pagesUniversity of DelhiNamasteNo ratings yet
- Brian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionDocument9 pagesBrian Leggett (Ed) 2006 Rhetorical-Approach-To-PersuasionM MoralesNo ratings yet
- Full Scale Tests of Heat Strengthened Glass With Ceramic FritDocument17 pagesFull Scale Tests of Heat Strengthened Glass With Ceramic FritKároly FurusNo ratings yet
- In Corean-JKoreanTunnelUndergrSpacAssoc-v15n6-2013-EvaluationRockLoadBasedCriticalShearStrainConceptTunnels-Kim Et AlDocument17 pagesIn Corean-JKoreanTunnelUndergrSpacAssoc-v15n6-2013-EvaluationRockLoadBasedCriticalShearStrainConceptTunnels-Kim Et AlClovis GonzattiNo ratings yet
- Access - 4 - SB Sample Pages PDFDocument15 pagesAccess - 4 - SB Sample Pages PDFLuminita DumitrascuNo ratings yet
- Commentary On The Raven's 2 Progressive Matrices Tests and ManualDocument14 pagesCommentary On The Raven's 2 Progressive Matrices Tests and ManualSinityNo ratings yet
- Manual de Usuario Marco A VXMT - V1.1 - IngDocument4 pagesManual de Usuario Marco A VXMT - V1.1 - IngDiego Fernando HenaoNo ratings yet