You might also like
- Ultrasonic Examination From Bored Surfaces of Cylindrical ForgingsDocument2 pagesUltrasonic Examination From Bored Surfaces of Cylindrical ForgingsDarwin DarmawanNo ratings yet
- A 531 - A 531M - 91 R01 - Qtuzms9bntmxtqDocument5 pagesA 531 - A 531M - 91 R01 - Qtuzms9bntmxtqAdrian GonzalezNo ratings yet
- Sa 435Document3 pagesSa 435KHALED OSMANNo ratings yet
- Section II A SA-435 - SA-435MDocument3 pagesSection II A SA-435 - SA-435MSocrates MoralesNo ratings yet
- Astm A745Document5 pagesAstm A745Cristian Otivo100% (1)
- Sa 609Document14 pagesSa 609sreenathaNo ratings yet
- Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsDocument6 pagesStandard Practice For Ultrasonic Examination of Heavy Steel ForgingsSTRUCPIPE CALIDAD100% (1)
- SB 548Document5 pagesSB 548Edson Julio S RNo ratings yet
- AET Sensor CalibrationDocument12 pagesAET Sensor CalibrationGaurav ChopraNo ratings yet
- B Sa-435Document2 pagesB Sa-435Antonio GutierrezNo ratings yet
- Astm A745 PDFDocument5 pagesAstm A745 PDFLuis TestaNo ratings yet
- R091952 PDFDocument5 pagesR091952 PDFLC ChongNo ratings yet
- Asme2a Sa 388Document8 pagesAsme2a Sa 388Dipankar ChakrabortyNo ratings yet
- ASME BPVC Section V (526-530)Document5 pagesASME BPVC Section V (526-530)Reza Elang HangkosoNo ratings yet
- A 435 - A 435M - 90 (2012) PDFDocument2 pagesA 435 - A 435M - 90 (2012) PDFأسامة وحيد الدين رمضانNo ratings yet
- A 388 - A 388M - 03 - Qtm4oc9bmzg4tqDocument8 pagesA 388 - A 388M - 03 - Qtm4oc9bmzg4tqRod RoperNo ratings yet
- Astm A435 A435m-90 (1996)Document2 pagesAstm A435 A435m-90 (1996)FeteneNo ratings yet
- Straight-Beam Ultrasonic Examination of Steel Plates: Standard Specification ForDocument2 pagesStraight-Beam Ultrasonic Examination of Steel Plates: Standard Specification ForRod RoperNo ratings yet
- A 388 - A 388M - 95 R00 - Qtm4oc05nviwmaDocument7 pagesA 388 - A 388M - 95 R00 - Qtm4oc05nviwmaAdrian GonzalezNo ratings yet
- Sa 745.sa 745MDocument6 pagesSa 745.sa 745MWagner Renato AraújoNo ratings yet
- Standard Practice For Ultrasonic Examination of Austenitic Steel ForgingsDocument6 pagesStandard Practice For Ultrasonic Examination of Austenitic Steel ForgingssyyouNo ratings yet
- E1106-12 Método de Prueba Estándar para La Calibración Primaria de Sensores de Emisión Acústica1Document13 pagesE1106-12 Método de Prueba Estándar para La Calibración Primaria de Sensores de Emisión Acústica1fredy lopezNo ratings yet
- A418 99 PDFDocument7 pagesA418 99 PDFJohano AraújoNo ratings yet
- Ultrasonic Examination of Heavy Steel Forgings: Standard Practice ForDocument7 pagesUltrasonic Examination of Heavy Steel Forgings: Standard Practice ForbatataNo ratings yet
- Sa 388Document8 pagesSa 388Widya widyaNo ratings yet
- Standard Specification F R ST Aight - Beam Ultrasonic Exa Ination of Steel PlatesDocument3 pagesStandard Specification F R ST Aight - Beam Ultrasonic Exa Ination of Steel Platesanon_935140585No ratings yet
- Astm A 342/a 342M - 99Document5 pagesAstm A 342/a 342M - 99Essjay Technomeasure Pvt. ltd.No ratings yet
- Astm A435 2012Document2 pagesAstm A435 2012FernandoiNo ratings yet
- Astm A 418.aDocument8 pagesAstm A 418.aGlauber MartinsNo ratings yet
- Astm A609Document9 pagesAstm A609Marcos FernandesNo ratings yet
- E-570 Flujo DispersoDocument7 pagesE-570 Flujo DispersoAriel TerrensNo ratings yet
- A 0418 99 Inspeccion Ut Forja Rotor TurbinaDocument7 pagesA 0418 99 Inspeccion Ut Forja Rotor TurbinaIvan AlanizNo ratings yet
- C215Document6 pagesC215leo_pio_ochoaNo ratings yet
- E317-94 UT Evaluating Equip Performance PDFDocument11 pagesE317-94 UT Evaluating Equip Performance PDFjalcazar77100% (1)
- Astm e 1001Document9 pagesAstm e 1001KEN KNo ratings yet
- Astm E797-95 (R01) PDFDocument7 pagesAstm E797-95 (R01) PDFOteloElMoroNo ratings yet
- E435 Steel PlatesDocument4 pagesE435 Steel PlatesLeina Rosa Wilches AtencioNo ratings yet
- 05 Ultrasonic Test Procedure 500405Document11 pages05 Ultrasonic Test Procedure 500405Sefa KasapogluNo ratings yet
- Astm A342a342mDocument5 pagesAstm A342a342mKeven MontgemryNo ratings yet
- Astm E317Document12 pagesAstm E317Mos PeerapatNo ratings yet
- Measuring The Change in Length of Fasteners Using The Ultrasonic Pulse-Echo TechniqueDocument4 pagesMeasuring The Change in Length of Fasteners Using The Ultrasonic Pulse-Echo TechniquetuanNo ratings yet
- ASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesDocument3 pagesASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesRaul SebastiamNo ratings yet
- ASTM A435 A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel Plates PDFDocument3 pagesASTM A435 A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel Plates PDFEdwinMauricioMacabeoNo ratings yet
- Ultrasonic Testing of Steel PlatesDocument2 pagesUltrasonic Testing of Steel PlatesHarshkulNo ratings yet
- ASTM 2491 - 08 PhaseArray PDFDocument18 pagesASTM 2491 - 08 PhaseArray PDFOmero MeraNo ratings yet
- QUSE PA Crack Sizing Test Procedure API UT 11 May 2017Document12 pagesQUSE PA Crack Sizing Test Procedure API UT 11 May 2017solrac4371100% (2)
- 213-Astm A 388 2001 Ultrasonic Examination of Heavy Steel Forgings PDFDocument7 pages213-Astm A 388 2001 Ultrasonic Examination of Heavy Steel Forgings PDFgraduate100% (1)
- Astm A 388.aDocument8 pagesAstm A 388.aGlauber MartinsNo ratings yet
- A 577 - A 577M - 90 R96 - Qtu3ny05mfi5ngDocument3 pagesA 577 - A 577M - 90 R96 - Qtu3ny05mfi5ngAdrian GonzalezNo ratings yet
- Use of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueDocument12 pagesUse of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueDavidMontillaNo ratings yet
- Ultrasonic Examination of The Weld Zone of Welded Pipe and TubingDocument4 pagesUltrasonic Examination of The Weld Zone of Welded Pipe and TubingERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Astm E1312Document3 pagesAstm E1312David Francisco Plata DuranNo ratings yet
- C215-14 - Test Method For Fundamental Transverse, Longitudinal, and Torsional Resonant Frequencies of Concrete Specimens PDFDocument7 pagesC215-14 - Test Method For Fundamental Transverse, Longitudinal, and Torsional Resonant Frequencies of Concrete Specimens PDFdzul fiqarNo ratings yet
- E273 Dgyx6217Document4 pagesE273 Dgyx6217benderman1No ratings yet
- Astm A609Document9 pagesAstm A609RAF04No ratings yet
- 243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Document7 pages243 Standard Practice For Electromagnetic (Eddy-Current) Examination of Copper and Copper-Alloy Tubes.Ali MohsinNo ratings yet
- C215Document7 pagesC215grats_singcoNo ratings yet
- C 885 - 87 R97 - Qzg4ns04n1i5n0uxDocument6 pagesC 885 - 87 R97 - Qzg4ns04n1i5n0uxÉricka VargasNo ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- ASTM A 751-2001 (R2006) - Standard Test Methods, Practices, and Terminology For Chemical Analysis oDocument5 pagesASTM A 751-2001 (R2006) - Standard Test Methods, Practices, and Terminology For Chemical Analysis oKhemaraj PathmalingamNo ratings yet
- Astm A31 PDFDocument3 pagesAstm A31 PDFKhemaraj PathmalingamNo ratings yet
- Astm A31Document3 pagesAstm A31Khemaraj PathmalingamNo ratings yet
- ASTM A 709M-2006 - Standard Specification For Structural Steel For BridgesDocument8 pagesASTM A 709M-2006 - Standard Specification For Structural Steel For BridgesKhemaraj PathmalingamNo ratings yet
- ASTM A 517M-1993 (R2004) - Standard Specification For Pressure Vessel Plates, Alloy Steel, High-StrDocument3 pagesASTM A 517M-1993 (R2004) - Standard Specification For Pressure Vessel Plates, Alloy Steel, High-StrKhemaraj PathmalingamNo ratings yet
- ASTM A 456M-1999 (R2003) - Standard Specification For Magnetic Particle Examination of Large CranksDocument4 pagesASTM A 456M-1999 (R2003) - Standard Specification For Magnetic Particle Examination of Large CranksKhemaraj PathmalingamNo ratings yet
- ASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitDocument23 pagesASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitKhemaraj PathmalingamNo ratings yet
- ASTM A 517M-1993 (R2004) - Standard Specification For Pressure Vessel Plates, Alloy Steel, High-StrDocument3 pagesASTM A 517M-1993 (R2004) - Standard Specification For Pressure Vessel Plates, Alloy Steel, High-StrKhemaraj PathmalingamNo ratings yet
- REGST1 Div 2Document3 pagesREGST1 Div 2Khemaraj PathmalingamNo ratings yet
- Qualitest Broucher - Final PDFDocument8 pagesQualitest Broucher - Final PDFKhemaraj PathmalingamNo ratings yet
- Qualitest - ISO 17025 ScopeDocument3 pagesQualitest - ISO 17025 ScopeKhemaraj PathmalingamNo ratings yet
- Code of Ethics - KheeranDocument3 pagesCode of Ethics - KheeranKhemaraj PathmalingamNo ratings yet
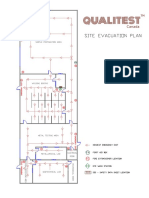
- Site Evaculation Plan - Nearest EXITDocument1 pageSite Evaculation Plan - Nearest EXITKhemaraj PathmalingamNo ratings yet
- Pengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakDocument7 pagesPengaruh Promosi Kesehatan Metode Penyuluhan Tentang Hiv/Aids Terhadap Peningkatan Pengetahuan Remaja Di Sma N 5 Padang Sari Setiarini AbstrakRafi SalimNo ratings yet
- Percorso Ii: The Led Roadway Lighting..Document2 pagesPercorso Ii: The Led Roadway Lighting..ChangKhenNo ratings yet
- Geology Lesson PlanDocument6 pagesGeology Lesson Planapi-501773574No ratings yet
- Final Project: Compiled Chapter Test: Icaro, Joanne Bernadette GDocument18 pagesFinal Project: Compiled Chapter Test: Icaro, Joanne Bernadette GJoanne IcaroNo ratings yet
- Production of Acrylonitrile (ANKB40303Document75 pagesProduction of Acrylonitrile (ANKB40303NUR AKMAL HISHAMNo ratings yet
- Fac. Milton CamposDocument235 pagesFac. Milton CamposTalita GabrielaNo ratings yet
- INBO2020 Solutions 20200220Document11 pagesINBO2020 Solutions 20200220Abhik Kumar MajiNo ratings yet
- Group 4 (Ap229d 3c)Document11 pagesGroup 4 (Ap229d 3c)aremyulNo ratings yet
- I. Objectives: Detailed Science Lesson Plan Grade Level 10 Quarter/Dom AIN 4 Quarter Week & Day NO. Page NoDocument3 pagesI. Objectives: Detailed Science Lesson Plan Grade Level 10 Quarter/Dom AIN 4 Quarter Week & Day NO. Page NoDinz Guanzon TayactacNo ratings yet
- Health Information System For Medical Lab. Science: Professor: Arlene A. DandaDocument23 pagesHealth Information System For Medical Lab. Science: Professor: Arlene A. DandaReann LeeNo ratings yet
- ECG Synthtetic - Cloudias - 07311840000004Document8 pagesECG Synthtetic - Cloudias - 07311840000004Wheel ChairNo ratings yet
- MTEX Plot Pole Figures and Inverse Pole FiguresDocument9 pagesMTEX Plot Pole Figures and Inverse Pole FiguresIniyan Thiruselvam Navaladi KarthikeyanNo ratings yet
- CASE-STUDY of NFPTs in Butuan CityDocument35 pagesCASE-STUDY of NFPTs in Butuan CityKizza Eyn MinguitaNo ratings yet
- Lab 4B Moles of Iron and CopperDocument6 pagesLab 4B Moles of Iron and CopperLaura Sitar0% (1)
- Stress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudyDocument10 pagesStress Distribution in The Temporomandibular Joint After Mandibular Protraction A Three-Dimensional Finite Element StudySelvaNo ratings yet
- EONSOLV 135 MSDS Safety DataDocument11 pagesEONSOLV 135 MSDS Safety DataChristiyan Chandra AntonoNo ratings yet
- M5 - Freedom of The Human PersonDocument8 pagesM5 - Freedom of The Human PersonMarisol OtidaNo ratings yet
- Leadership+from+the+Inside+Out Cashman EBSDocument13 pagesLeadership+from+the+Inside+Out Cashman EBSRepublik DakasakaNo ratings yet
- Land Capability Unit of Erosion in Gis Application For Kalikajar District, Wonosobo RegencyDocument6 pagesLand Capability Unit of Erosion in Gis Application For Kalikajar District, Wonosobo Regencyarmeino atanaNo ratings yet
- Effectiveness of STEM learning approach among Malaysian secondary studentsDocument11 pagesEffectiveness of STEM learning approach among Malaysian secondary studentsJHON PAUL REGIDORNo ratings yet
- Test Specification: iUBT435 - Anatomy and PhysiologyDocument3 pagesTest Specification: iUBT435 - Anatomy and PhysiologyVicki TseNo ratings yet
- Ipc TM 650Document10 pagesIpc TM 650Jose Pablo VenegasNo ratings yet
- Watching TV ads or internet ads? Pros, cons and preferencesDocument5 pagesWatching TV ads or internet ads? Pros, cons and preferencesJiaqi LiNo ratings yet
- Data Sheet: PhotodiodesDocument22 pagesData Sheet: PhotodiodesDavid Nasael VERGARANo ratings yet
- Dual Nature of Radiation and Matter PDFDocument18 pagesDual Nature of Radiation and Matter PDFLakshit SharmaNo ratings yet
- Md. Sabbir Hossain Khan: Contact InformationDocument4 pagesMd. Sabbir Hossain Khan: Contact InformationHimelNo ratings yet
- 2 Way Poppet Type Bi-Directional Solenoid ValveDocument16 pages2 Way Poppet Type Bi-Directional Solenoid ValveJonathan GiraldoNo ratings yet
- Effect of Summer Green Gram (Vigna Radiata L.) Varieties, Sulphur Levels and Fertilizer Levels On Quality, Nutrient Content and Uptake Under South Gujarat ConditionDocument3 pagesEffect of Summer Green Gram (Vigna Radiata L.) Varieties, Sulphur Levels and Fertilizer Levels On Quality, Nutrient Content and Uptake Under South Gujarat ConditionThakor BharviNo ratings yet
- CPCCCA3025 Self Study GuideDocument9 pagesCPCCCA3025 Self Study GuidePranay BansalNo ratings yet
- Further Mathematics: University of Cambridge International Examinations General Certificate of Education Advanced LevelDocument8 pagesFurther Mathematics: University of Cambridge International Examinations General Certificate of Education Advanced LevelPelatihan MatematikaNo ratings yet