You might also like
- Astm E571 - 12Document5 pagesAstm E571 - 12maxpan max100% (2)
- Light Sport Aircraft Manufacturer's Quality Assurance SystemDocument3 pagesLight Sport Aircraft Manufacturer's Quality Assurance SystemFabiola Nayeli Villafaña GonzálezNo ratings yet
- Development of Eddy Current Test Procedure For NonDocument8 pagesDevelopment of Eddy Current Test Procedure For NonIbnu KoharNo ratings yet
- Mil-Std-1949a NoticeDocument3 pagesMil-Std-1949a NoticeGökhan ÇiçekNo ratings yet
- Analysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForDocument14 pagesAnalysis of Acid-Grade Calcium Fluoride (Fluorspar) : Standard Test Methods ForevalenciaNo ratings yet
- KN-22001 Test Report EN60601-1Document161 pagesKN-22001 Test Report EN60601-1Roxana Berrocal SaccaNo ratings yet
- PT CODE ExamDocument2 pagesPT CODE ExamMohmed MaNo ratings yet
- 67.work Instruction For Wet Grinding Ball Mill Feed Chute Cleaning.Document6 pages67.work Instruction For Wet Grinding Ball Mill Feed Chute Cleaning.Rahul VermaNo ratings yet
- E566 - Eddy Current Sorting FerrousDocument5 pagesE566 - Eddy Current Sorting Ferrousshunmu_scribNo ratings yet
- Polyolefin Monofilaments: Standard Specification ForDocument9 pagesPolyolefin Monofilaments: Standard Specification Forgoodcharacter1No ratings yet
- IEC 60079-11 - Interpretation SheetDocument24 pagesIEC 60079-11 - Interpretation SheetManuelNo ratings yet
- Module 08 ObjectiveDocument133 pagesModule 08 ObjectiveAkash Dey100% (1)
- Audit Criteria: AC 7102/6 REV. NADocument15 pagesAudit Criteria: AC 7102/6 REV. NAamirkhakzad498No ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument10 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Electromagnetic Eddy Current TestingDocument11 pagesElectromagnetic Eddy Current TestingWoodrow FoxNo ratings yet
- CMSP Handbook 12-Nov-2020Document13 pagesCMSP Handbook 12-Nov-2020Cathode RayNo ratings yet
- ASTM E2698-10 Radiografia Digital DDADocument9 pagesASTM E2698-10 Radiografia Digital DDAaasdassadasasdNo ratings yet
- NDT - AFT Engine Mount Inspection #2Document5 pagesNDT - AFT Engine Mount Inspection #2David Owen100% (1)
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- E2297 22942 PDFDocument5 pagesE2297 22942 PDFvignesh seenirajNo ratings yet
- Aerospace EngineeringDocument43 pagesAerospace Engineeringjayaram896No ratings yet
- AC7122-R Rev CDocument33 pagesAC7122-R Rev CNamelezz ShadowwNo ratings yet
- In Plant Industrial Training Undertaken atDocument47 pagesIn Plant Industrial Training Undertaken atyttftfiugiuiuNo ratings yet
- Eddy Current Sample ReportDocument21 pagesEddy Current Sample ReportAzar TajNo ratings yet
- Preface DdpmasDocument2 pagesPreface DdpmasGD(Systems)No ratings yet
- AC7122.4 Rev ADocument20 pagesAC7122.4 Rev ANamelezz ShadowwNo ratings yet
- Mil STD 271Document103 pagesMil STD 271Byungsuk ShimNo ratings yet
- ASTM F2320-18 Standard Specification For Rubber Insulating Sheeting1Document6 pagesASTM F2320-18 Standard Specification For Rubber Insulating Sheeting1OSCAR MAURICIO GUTIERREZ GOMEZNo ratings yet
- Used Car Report: AssignmentDocument10 pagesUsed Car Report: AssignmentJapers dTNo ratings yet
- Infrared Flash Thermography of Composite Panels and Repair Patches Used in Aerospace ApplicationsDocument6 pagesInfrared Flash Thermography of Composite Panels and Repair Patches Used in Aerospace ApplicationsAnbarasan PerumalNo ratings yet
- NDE Examination Question PaperDocument6 pagesNDE Examination Question PaperMOhammed PatelNo ratings yet
- F 428 - 03 - RjqyoaDocument4 pagesF 428 - 03 - Rjqyoamohan chand mulpuriNo ratings yet
- S9086-HP-STM-010 - 7 - NSTM 245 - Propellers and PropulsorsDocument54 pagesS9086-HP-STM-010 - 7 - NSTM 245 - Propellers and PropulsorsDustin SmithNo ratings yet
- Is 9902 2004Document11 pagesIs 9902 2004cbbasakNo ratings yet
- Job Safety Analysis (Jsa) Form: Confined Space Entry Bypassing Safety Controls Energy Isolation ExcavationDocument28 pagesJob Safety Analysis (Jsa) Form: Confined Space Entry Bypassing Safety Controls Energy Isolation ExcavationDaniel PandoNo ratings yet
- 5-6. Overhauling of TGS & CGS JSA HADEED MODULE A-BDocument8 pages5-6. Overhauling of TGS & CGS JSA HADEED MODULE A-Bammar mughalNo ratings yet
- SPM 70-35-00 (Ut)Document11 pagesSPM 70-35-00 (Ut)Muh SubhanNo ratings yet
- M01 Quality ManualDocument45 pagesM01 Quality Manualarpan shahNo ratings yet
- Guide To Penetrant Inspection MaterialsDocument9 pagesGuide To Penetrant Inspection MaterialsNenadNo ratings yet
- Pipelayer (R1)Document12 pagesPipelayer (R1)zandro padillaNo ratings yet
- 4.VA For NVEDocument4 pages4.VA For NVESanjeevi Kumar SpNo ratings yet
- Annex 3 - Risk Aganist ImpartialityDocument2 pagesAnnex 3 - Risk Aganist ImpartialityFikreab Markos DoleboNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument6 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- NTM 51-10-01Document21 pagesNTM 51-10-01kien Duy PhanNo ratings yet
- Clark CPT MANUALDocument16 pagesClark CPT MANUALAna Gabriela OjedaNo ratings yet
- C1 For UTDocument23 pagesC1 For UTMung Duong XuanNo ratings yet
- Measurement of Prep Ene Trant EtchDocument6 pagesMeasurement of Prep Ene Trant EtchPDDELUCANo ratings yet
- Cam Pressure Training-Level 2-1701061600ZDocument68 pagesCam Pressure Training-Level 2-1701061600Zjaime andres vasquezNo ratings yet
- Eddy Current SpecificationsDocument7 pagesEddy Current SpecificationsBhavani PrasadNo ratings yet
- 757 Nondestructive Test Manual: BoeingDocument2 pages757 Nondestructive Test Manual: BoeingStephen Rincon GonzalezNo ratings yet
- Astm D4445 10Document5 pagesAstm D4445 10Cristian Castillo0% (1)
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDocument34 pagesX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNo ratings yet
- Impact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForDocument6 pagesImpact Attenuation of Playing Surface Systems and Materials: Standard Test Method ForElif SarıoğluNo ratings yet
- 46 CFR 56Document71 pages46 CFR 56pkitchen25No ratings yet
- Astm G7 - G7M - 13Document7 pagesAstm G7 - G7M - 13Sofia YuliNo ratings yet
- Ndtcat PDFDocument50 pagesNdtcat PDFeefs1979No ratings yet
- ASTM D618 08 Conditioning Plastics For Testing PDFDocument4 pagesASTM D618 08 Conditioning Plastics For Testing PDFmtnguyennsNo ratings yet
- E 1312 - 99 RtezmtiDocument3 pagesE 1312 - 99 RtezmtiNorman ricardo RojoNo ratings yet
- Electromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie TemperatureDocument3 pagesElectromagnetic (Eddy Current) Examination of Type F-Continuously Welded (CW) Ferromagnetic Pipe and Tubing Above The Curie Temperaturefredy lopezNo ratings yet
- E571-98 EC Nickel Alloy TubesDocument4 pagesE571-98 EC Nickel Alloy TubessanthakumarNo ratings yet
- E 288 - 94 R98 - Rti4oc1sruqDocument4 pagesE 288 - 94 R98 - Rti4oc1sruqDavid Francisco Plata DuranNo ratings yet
- Control of Hazards and Risks in Oxygen Enriched Systems: Standard Guide ForDocument15 pagesControl of Hazards and Risks in Oxygen Enriched Systems: Standard Guide ForDavid Francisco Plata DuranNo ratings yet
- Standard Specification For Threaded Couplings, Steel, Black or Zinc-Coatedi (Galvanized) Welded or Seamless, For Use in Steel PipeDocument1 pageStandard Specification For Threaded Couplings, Steel, Black or Zinc-Coatedi (Galvanized) Welded or Seamless, For Use in Steel PipeDavid Francisco Plata DuranNo ratings yet
- Preparation of Contaminated Test Coupons For The Evaluation of Cleaning AgentsDocument4 pagesPreparation of Contaminated Test Coupons For The Evaluation of Cleaning AgentsDavid Francisco Plata DuranNo ratings yet
- Astm e 384 Rev ADocument33 pagesAstm e 384 Rev ADavid Francisco Plata DuranNo ratings yet
- Astm A182Document17 pagesAstm A182David Francisco Plata DuranNo ratings yet
- Astm E1135Document5 pagesAstm E1135David Francisco Plata DuranNo ratings yet
- Aalborg Universitet: A Case Study of The North-Sea RegionDocument7 pagesAalborg Universitet: A Case Study of The North-Sea RegionDeepak GehlotNo ratings yet
- Organic Electrochemical TransistorsDocument29 pagesOrganic Electrochemical Transistorsjamel-shamsNo ratings yet
- HVT DS AKV 9310 Quadripole V2011Document4 pagesHVT DS AKV 9310 Quadripole V2011sunilNo ratings yet
- Literature Review (VFinal) BehrJDocument9 pagesLiterature Review (VFinal) BehrJKolya MayoNo ratings yet
- Tracking and Erosion Properties Evaluation of Polymeric Insulating MaterialsDocument5 pagesTracking and Erosion Properties Evaluation of Polymeric Insulating MaterialsPrateek DavidNo ratings yet
- Baldor DC Controls Fractional - 5 HPDocument16 pagesBaldor DC Controls Fractional - 5 HPmaclciNo ratings yet
- MJB 250 MA4: 4 Poles 50 HZ - 1500 RPM / 60 HZ - 1800 RPMDocument5 pagesMJB 250 MA4: 4 Poles 50 HZ - 1500 RPM / 60 HZ - 1800 RPMJuan AlonsoNo ratings yet
- Specification Approval Sheet: Li-Ion 18650 3.6V 2200mah Battery 30023-0 3.6V 2200mahDocument14 pagesSpecification Approval Sheet: Li-Ion 18650 3.6V 2200mah Battery 30023-0 3.6V 2200mahwillseeseewillNo ratings yet
- ELEN 303 Mobile Phone DetectorDocument8 pagesELEN 303 Mobile Phone DetectorMylavarapu SriprithamNo ratings yet
- Wireless Controlled Smart Digital Energy Meter and Theft Control Using GSM With GUIDocument6 pagesWireless Controlled Smart Digital Energy Meter and Theft Control Using GSM With GUIMuhammad FarhanNo ratings yet
- Digital Energy™ LP 11: Power ProtectionDocument38 pagesDigital Energy™ LP 11: Power ProtectionEmilio KowalskiNo ratings yet
- D5A High-Precision SwitchDocument8 pagesD5A High-Precision SwitchMuhamad PriyatnaNo ratings yet
- Autodialler PTU 8028 V2 and PTU 8028 D06 Installation ManualDocument19 pagesAutodialler PTU 8028 V2 and PTU 8028 D06 Installation ManualderbalijalelNo ratings yet
- Solutions For Homework 5Document4 pagesSolutions For Homework 5Irina StefaniaNo ratings yet
- Instructor: Dr. Gleb V. Tcheslavski Contact: Office Hours:: Gleb@ee - Lamar.eduDocument25 pagesInstructor: Dr. Gleb V. Tcheslavski Contact: Office Hours:: Gleb@ee - Lamar.edus_vivekananda1991No ratings yet
- Lab 3 Report Final 166 BDocument8 pagesLab 3 Report Final 166 BColin Tomaselli-GreensladeNo ratings yet
- ZTX650 ZTX651 ZTX650 ZTX651: NPN Silicon Planar Medium Power TransistorsDocument3 pagesZTX650 ZTX651 ZTX650 ZTX651: NPN Silicon Planar Medium Power TransistorsLiver Haro Orellanes100% (1)
- Syllabus - BE EEE (Regular) ('15)Document92 pagesSyllabus - BE EEE (Regular) ('15)Venkat PrakashNo ratings yet
- G12 General Physics 2 Q3W1Document10 pagesG12 General Physics 2 Q3W1Aleyah Pangcoga Hadji OmarNo ratings yet
- 1600KVA ស្វាយជ្រុំRMU, LVDBDocument4 pages1600KVA ស្វាយជ្រុំRMU, LVDBmain mydriveNo ratings yet
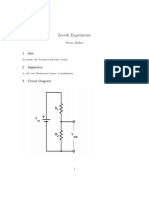
- Zeroth Experiment: To Study The Potential Divider CircuitDocument10 pagesZeroth Experiment: To Study The Potential Divider CircuitSwara MishraNo ratings yet
- Nte Electronics Actives and Passives 9357002Document3 pagesNte Electronics Actives and Passives 9357002sienkoplaneNo ratings yet
- Bus Duct Calculations For 4000A Rated CurrentDocument4 pagesBus Duct Calculations For 4000A Rated CurrentGnanavel GNo ratings yet
- CV - Allapitchai ShadhikDocument5 pagesCV - Allapitchai ShadhikSriram SriramNo ratings yet
- Irdh265 4Document4 pagesIrdh265 4Deepak JainNo ratings yet
- Electrical Safety For Qualified PersonDocument46 pagesElectrical Safety For Qualified Personanon_67491042No ratings yet
- Mobile Testing TutorialDocument3 pagesMobile Testing TutorialAakash RuptakkeNo ratings yet
- Ohms LawDocument31 pagesOhms LawIvar NilastaNo ratings yet
- LF280 (3.2V 280ah) Product Specification (Version E) - 2019.7.5Document14 pagesLF280 (3.2V 280ah) Product Specification (Version E) - 2019.7.5data shifterNo ratings yet
- Paper - Applications of Phasor Measurement Units (PMUs) in Electric Power System Networks Incorporated With FACTS ControllersDocument19 pagesPaper - Applications of Phasor Measurement Units (PMUs) in Electric Power System Networks Incorporated With FACTS ControllersAhmed SeddikNo ratings yet