You might also like
- Fuel Pump With Brushless Motor For High Vibration ApplicationsDocument4 pagesFuel Pump With Brushless Motor For High Vibration Applicationsddi11100% (1)
- Characteristics of Combustion in A Miniature Four-Stroke EngineDocument12 pagesCharacteristics of Combustion in A Miniature Four-Stroke EngineMATEUS RODOVALHO EDINGERNo ratings yet
- Overcoming The Challenges of Hybrid/Electric Vehicle Traction Motor DesignDocument12 pagesOvercoming The Challenges of Hybrid/Electric Vehicle Traction Motor Designluis900000No ratings yet
- Final Report: Electric Vehicles: Bha3622 Mechanical DesignDocument8 pagesFinal Report: Electric Vehicles: Bha3622 Mechanical DesignCarl AriffNo ratings yet
- Energy Efficient MotorsDocument6 pagesEnergy Efficient MotorsS Bharadwaj ReddyNo ratings yet
- Effect of Transmission Design On Electric Vehicle (EV) PerformanceDocument6 pagesEffect of Transmission Design On Electric Vehicle (EV) PerformanceSwati NikamNo ratings yet
- Standard Motor Catalog PDFDocument211 pagesStandard Motor Catalog PDFcesarvalenciaperdomoNo ratings yet
- Standard Motor CatalogDocument211 pagesStandard Motor CatalogBurak GülenNo ratings yet
- Isolated DC-DC Converter Fed DC Motor For Bidirectional Electric Vehicular ApplicationDocument5 pagesIsolated DC-DC Converter Fed DC Motor For Bidirectional Electric Vehicular Applicationizmene1No ratings yet
- ELECTRIC VEHICLE (Construction and Working Principle)Document3 pagesELECTRIC VEHICLE (Construction and Working Principle)Biking BrotherNo ratings yet
- Standard Motor Catalog PDFDocument231 pagesStandard Motor Catalog PDFandersson benito herreraNo ratings yet
- Electrical Vachile Construction and Working PrincpleDocument3 pagesElectrical Vachile Construction and Working PrincpleShiva KumarNo ratings yet
- In This Issue: Product NewsDocument5 pagesIn This Issue: Product NewsPablo BurgosNo ratings yet
- Standard Motor CatalogDocument230 pagesStandard Motor CatalogFayez Al-ahmadiNo ratings yet
- Driving Towards A Better FutureDocument5 pagesDriving Towards A Better FuturePravit MartroNo ratings yet
- Wind EngineDocument2 pagesWind EngineInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 300 BarDocument6 pages300 Barkammy4love9888No ratings yet
- A Brushless DC Motor Design For An Aircraft Electro-Hydraulic Actuation SystemDocument6 pagesA Brushless DC Motor Design For An Aircraft Electro-Hydraulic Actuation Systemrenyo1No ratings yet
- Motor Primer IIIDocument8 pagesMotor Primer IIItristanfernandes2179No ratings yet
- Img 20221019 160922Document2 pagesImg 20221019 160922Enrique SiarotNo ratings yet
- Brushlesss PDFDocument6 pagesBrushlesss PDFsiva anandNo ratings yet
- Requirements For The Application of ECUsDocument5 pagesRequirements For The Application of ECUsGabriel Buitron PkNo ratings yet
- Crashworthiness Aspects of Electric Vehicle DesignDocument21 pagesCrashworthiness Aspects of Electric Vehicle DesigngfdczxNo ratings yet
- Battery Electrification Technology 03-04-2024Document34 pagesBattery Electrification Technology 03-04-2024VENKATESH RAMSALINo ratings yet
- Automotive Traction Inverters: Current Status and Future TrendsDocument16 pagesAutomotive Traction Inverters: Current Status and Future TrendsSiva ReddyNo ratings yet
- Chapter 8 MotorsDocument28 pagesChapter 8 MotorsDeepak GuptaNo ratings yet
- NorthAmerica2021-WP-reprint-article-pdf - Original FileDocument4 pagesNorthAmerica2021-WP-reprint-article-pdf - Original FileLibyanManNo ratings yet
- Exide TechnologiesDocument2 pagesExide TechnologiesFaizal JamalNo ratings yet
- Combined Experimental and Simulative Approach For Friction Loss Optimization of DLC Coated Piston RingsDocument11 pagesCombined Experimental and Simulative Approach For Friction Loss Optimization of DLC Coated Piston RingsLuizGustavoVicenteNo ratings yet
- Cost Estimation of Electric Traction Machine and Gearbox For A Hybrid Vehicle ApplicationDocument5 pagesCost Estimation of Electric Traction Machine and Gearbox For A Hybrid Vehicle ApplicationPrafulla DandgeNo ratings yet
- Tting The Most Out of Your Motor Drive StmicroelectronicsDocument16 pagesTting The Most Out of Your Motor Drive StmicroelectronicsaircarmediaNo ratings yet
- Extend Motor Operlife Motor Systemts3Document2 pagesExtend Motor Operlife Motor Systemts3oscarNo ratings yet
- Hooper, 2022 Defining A Vibration Test Profile For Assessing The Durability of Electricmotorcycle Battery AssembliesDocument10 pagesHooper, 2022 Defining A Vibration Test Profile For Assessing The Durability of Electricmotorcycle Battery AssemblieshimmafirdausNo ratings yet
- Alternate Fuels For IC EnginesDocument8 pagesAlternate Fuels For IC Enginesmicmech100% (1)
- Screenshot 2022-07-30 at 22.39.46Document8 pagesScreenshot 2022-07-30 at 22.39.46alireza.miran2022No ratings yet
- Motors Catalog Feb2015 PDFDocument322 pagesMotors Catalog Feb2015 PDFMiguel Angel Ramos RuizNo ratings yet
- VW EV PowertrainDocument6 pagesVW EV Powertrainmihai_1957No ratings yet
- Comparison of Diesel and Hydraulics Hammer PDFDocument4 pagesComparison of Diesel and Hydraulics Hammer PDFageng moanNo ratings yet
- Preventing VFD/AC Drive-Induced Electrical Damage To AC Motor BearingsDocument4 pagesPreventing VFD/AC Drive-Induced Electrical Damage To AC Motor BearingsPerez GeovanniNo ratings yet
- Dokumen - Tips - Diesel Electric Drives by Man DieselDocument9 pagesDokumen - Tips - Diesel Electric Drives by Man DieselKevinNo ratings yet
- Battery Electric Cars: The Beginning of A New EraDocument21 pagesBattery Electric Cars: The Beginning of A New EraEr. Amar Kumar0% (1)
- Energy Recovery and Emission Cutting in A Mobile Gantry CraneDocument8 pagesEnergy Recovery and Emission Cutting in A Mobile Gantry Cranemtp22pengNo ratings yet
- Comparison of Diesel and Hydraulics Hammer PDFDocument4 pagesComparison of Diesel and Hydraulics Hammer PDFRainndrop FonnyryNo ratings yet
- Sae Technical Paper Series: Kaushik RajashekaraDocument11 pagesSae Technical Paper Series: Kaushik RajashekaraManuel LentiNo ratings yet
- Saving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER RDocument1 pageSaving Energy With Bearing Isolators: W WH Hiit TE E P PA AP PE ER Rpppppp5No ratings yet
- p953-961 - Design of Six Seater Electrical Vehicle (Golf Cart)Document9 pagesp953-961 - Design of Six Seater Electrical Vehicle (Golf Cart)Vûmmïttî ChañðĥâñNo ratings yet
- Tec Ict White Paper Fast ChargingDocument9 pagesTec Ict White Paper Fast ChargingmelihguneriNo ratings yet
- Wevj 13 00137Document18 pagesWevj 13 00137Kev NgoNo ratings yet
- Camshaft WearDocument27 pagesCamshaft WearAndri Ode100% (1)
- As Yai 11Document1 pageAs Yai 11lveqyopfugznlnnoijNo ratings yet
- Technology: Evolution of Motor and Variable Frequency DriveDocument12 pagesTechnology: Evolution of Motor and Variable Frequency DriveWalidAdrarNo ratings yet
- Drive Technology Efficiency WHITEPAPER 2017 01 23 ENDocument7 pagesDrive Technology Efficiency WHITEPAPER 2017 01 23 ENImthe BuffNo ratings yet
- Rotor Design Optimization of Squirrel CageDocument8 pagesRotor Design Optimization of Squirrel CageAwal UdinNo ratings yet
- Electric+Cars +Lightweight+Construction+and+MoreDocument5 pagesElectric+Cars +Lightweight+Construction+and+MoreS KhanNo ratings yet
- Saving Energy Using FlywheelsDocument8 pagesSaving Energy Using FlywheelsRestu AbdulNo ratings yet
- Electric Military Vehicle (HMMWV) : Tomco's Innovative SolutionDocument7 pagesElectric Military Vehicle (HMMWV) : Tomco's Innovative SolutionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Energy Efficient Motors Full Seminar Report, Abstract and Presentation DownloadDocument7 pagesEnergy Efficient Motors Full Seminar Report, Abstract and Presentation DownloadJIN KHATRI33% (3)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Microsoft Excel-Based Tool Kit for Planning Hybrid Energy Systems: A User GuideFrom EverandMicrosoft Excel-Based Tool Kit for Planning Hybrid Energy Systems: A User GuideNo ratings yet
- Poster 463Document1 pagePoster 463John XaviNo ratings yet
- Wrobel2003 Article ANewApproachToReductionOfTheCoDocument11 pagesWrobel2003 Article ANewApproachToReductionOfTheCoJohn XaviNo ratings yet
- Brushless-DC Motor Driver Considerations and Selection GuideDocument12 pagesBrushless-DC Motor Driver Considerations and Selection GuideJohn XaviNo ratings yet
- PID Control System Analysis, Design, and TechnologyDocument20 pagesPID Control System Analysis, Design, and TechnologyJohn XaviNo ratings yet
- Moradi-Afjei2014 Article MagneticFieldAnalysisOfA96WithDocument11 pagesMoradi-Afjei2014 Article MagneticFieldAnalysisOfA96WithJohn XaviNo ratings yet
- Gupta2010 Article ArtificialIntelligenceApplicat PDFDocument12 pagesGupta2010 Article ArtificialIntelligenceApplicat PDFJohn XaviNo ratings yet
- Choi2020 Article EnhancedEfficiencyOfTheBrushleDocument7 pagesChoi2020 Article EnhancedEfficiencyOfTheBrushleJohn XaviNo ratings yet
- Electric Compressor With High-Speed Brushless DC Motor: Development SuperchargingDocument4 pagesElectric Compressor With High-Speed Brushless DC Motor: Development SuperchargingJohn XaviNo ratings yet
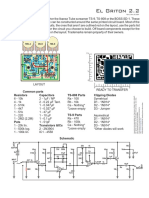
- TubescreamerDocument1 pageTubescreamerChairul KareemNo ratings yet
- TubescreamerDocument1 pageTubescreamerChairul KareemNo ratings yet
- Sklansky AdderDocument6 pagesSklansky AdderSaiDhoolamNo ratings yet
- ET201 Electrical Circuits PDFDocument241 pagesET201 Electrical Circuits PDFWaLiD FarhaNNo ratings yet
- EEE BUET UG Routine July23Document40 pagesEEE BUET UG Routine July23M.H.S. SaikotNo ratings yet
- Wiring Diagram HMC 300 2Document406 pagesWiring Diagram HMC 300 2ElsaMaya100% (4)
- ECE-EDA LEC02 DiodesDocument41 pagesECE-EDA LEC02 DiodesKim OpenaNo ratings yet
- SR - No. Description Unit Technical Datasheet of Flexible Cables LDIS09CYUAY1003C006S 3CX6 Sq. MMDocument1 pageSR - No. Description Unit Technical Datasheet of Flexible Cables LDIS09CYUAY1003C006S 3CX6 Sq. MMSushil Kumar ShuklaNo ratings yet
- The Black Sea Regional Transmission PLANNING PROJECT: Loadflow and Dynamic Modeling Report For 2015 & 2020Document99 pagesThe Black Sea Regional Transmission PLANNING PROJECT: Loadflow and Dynamic Modeling Report For 2015 & 2020mahipathiNo ratings yet
- Terec Plus 2Document2 pagesTerec Plus 2Zulkarnain DahalanNo ratings yet
- Ultimaker Heated BedDocument21 pagesUltimaker Heated BedEymerichPDFNo ratings yet
- TVRDocument28 pagesTVRAnonymous 2uGo65hytNo ratings yet
- Tunnel Field-Effect Transistors: Prospects and Challenges: Uygar E. Avci, Daniel H. Morris, and Ian A. YoungDocument8 pagesTunnel Field-Effect Transistors: Prospects and Challenges: Uygar E. Avci, Daniel H. Morris, and Ian A. YoungBhaskar KNo ratings yet
- TRIO-5.8 7.5 8.5 BCD.00376 EN RevE WebDocument4 pagesTRIO-5.8 7.5 8.5 BCD.00376 EN RevE Webluis gomez100% (1)
- JVC GR-DVL9500 Technical GuideDocument115 pagesJVC GR-DVL9500 Technical GuideavrelecNo ratings yet
- Reflector Antennas LecturesDocument46 pagesReflector Antennas Lecturesvipin sainiNo ratings yet
- AC Voltage Controllers: AC To Ac ConvertersDocument25 pagesAC Voltage Controllers: AC To Ac ConvertersPhạm Hữu Kỳ0% (1)
- Is DK1720Document1 pageIs DK1720dayshift5No ratings yet
- E-Sentinel Rack 500 - 2000vaDocument4 pagesE-Sentinel Rack 500 - 2000vaDragos ComanNo ratings yet
- Thermal Overload ProtectionDocument5 pagesThermal Overload ProtectionJigme TamangNo ratings yet
- ASDA A2 ManualDocument583 pagesASDA A2 ManualPaulo ColleNo ratings yet
- DWDM & Otn TrainingDocument60 pagesDWDM & Otn Trainingmanu100% (1)
- Volvo EC160Document25 pagesVolvo EC160superbludnik100% (3)
- BCA T 113 Digital Electronics Question BankDocument9 pagesBCA T 113 Digital Electronics Question BankAhana MalhotraNo ratings yet
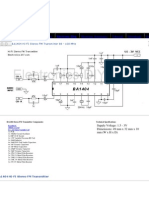
- Ba 1404Document9 pagesBa 1404Tesfaye WoldemeskelNo ratings yet
- Kacific 1.2m Ka Band Terminal Installation Manual v2 6 WebDocument32 pagesKacific 1.2m Ka Band Terminal Installation Manual v2 6 WebRogie Lumagsao100% (1)
- Jee & Neet-Current Electricity Question BankDocument257 pagesJee & Neet-Current Electricity Question BankYash100% (2)
- Fingerprint Time Attendance & Access Control Termin Al: FeaturesDocument2 pagesFingerprint Time Attendance & Access Control Termin Al: FeaturesnammarisNo ratings yet
- The Fatal CurrentDocument2 pagesThe Fatal CurrentSherif MahmoudNo ratings yet
- Repeater CatalogDocument7 pagesRepeater CatalogHaAnhNo ratings yet
- Huawei S1700 Switch Data Sheet (Detailed)Document25 pagesHuawei S1700 Switch Data Sheet (Detailed)emcviltNo ratings yet
- LG Flatron L1734SDocument41 pagesLG Flatron L1734SAlex PeraltaNo ratings yet