You might also like
- Continuous Casting of Steel-Institute of Materials, Minerals and MiningDocument188 pagesContinuous Casting of Steel-Institute of Materials, Minerals and MiningKishore Kumar100% (2)
- A Detailed Lesson Plan in (Teaching Science)Document8 pagesA Detailed Lesson Plan in (Teaching Science)Evan Jane Jumamil67% (3)
- 2001 - G.ciardelli - Membrane Separation For Wastewater Reuse in The Textile IndustryDocument9 pages2001 - G.ciardelli - Membrane Separation For Wastewater Reuse in The Textile IndustrypablocolindresNo ratings yet
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Assessment Cover Sheet: BSB52415 Diploma of Marketing and Communication Student NameDocument11 pagesAssessment Cover Sheet: BSB52415 Diploma of Marketing and Communication Student NameChun Jiang0% (1)
- Waste Management TaskDocument22 pagesWaste Management Tasksid ahmedNo ratings yet
- Influence of moisture on ITZ and strength in mortar with RCADocument4 pagesInfluence of moisture on ITZ and strength in mortar with RCAlijiabinbinNo ratings yet
- Comportamientos Termicos, Hidraulicos y Mecanicos de Adobes Estabilizados Con CementoDocument34 pagesComportamientos Termicos, Hidraulicos y Mecanicos de Adobes Estabilizados Con CementoLuisNo ratings yet
- Recycled Red-Clay Ceramic Construction and Demolition Waste For Mortars ProductionDocument42 pagesRecycled Red-Clay Ceramic Construction and Demolition Waste For Mortars ProductionBendaud bataborNo ratings yet
- Recycled Plastic Used in Concrete Paver BlockDocument3 pagesRecycled Plastic Used in Concrete Paver BlockInternational Journal of Research in Engineering and TechnologyNo ratings yet
- 2019 - Hygrothermal Properties of Raw Earth Materials A Literature ReviewDocument22 pages2019 - Hygrothermal Properties of Raw Earth Materials A Literature ReviewCesioSantosNo ratings yet
- Geoenvironmental Applications of Geosynthetics Conference PaperDocument99 pagesGeoenvironmental Applications of Geosynthetics Conference Paperniharika meena100% (1)
- Construction materials use cellulose sludge as waste solutionDocument8 pagesConstruction materials use cellulose sludge as waste solutiondante mormontoy ruelasNo ratings yet
- Paper 6Document7 pagesPaper 6Tyler WhiteNo ratings yet
- 1 s2.0 S0950061818331052 MainDocument18 pages1 s2.0 S0950061818331052 Mainjoaquin.infante1701No ratings yet
- Influence of Operational Conditions On The Bottom Corrosion of Atmospheric Storage Tanks and Predicting Model IdentificationDocument6 pagesInfluence of Operational Conditions On The Bottom Corrosion of Atmospheric Storage Tanks and Predicting Model IdentificationLudiNo ratings yet
- Experimental study on effective utilization of lime sludge and pulp black liquor in concreteDocument6 pagesExperimental study on effective utilization of lime sludge and pulp black liquor in concretejasvinder kumarNo ratings yet
- 1.1 General: Parameter Optimisation For Producing Fired Bricks Using Organic Solid WasteDocument30 pages1.1 General: Parameter Optimisation For Producing Fired Bricks Using Organic Solid WasteHarendra Kumar YadavNo ratings yet
- Use of Recycled and Waste Materials in Concrete A Serbian PerspectiveDocument8 pagesUse of Recycled and Waste Materials in Concrete A Serbian PerspectiveMhel LaurelNo ratings yet
- Drilling Waste Management TechniquesDocument11 pagesDrilling Waste Management TechniquesKeanu ParanindhiaNo ratings yet
- Recycled Plastic Used in Concrete Paver Block PDFDocument3 pagesRecycled Plastic Used in Concrete Paver Block PDFRusel ZahrawNo ratings yet
- WM 25 Fava 2005Document6 pagesWM 25 Fava 2005Gonzalo BenavidesNo ratings yet
- Practical Aspects in The Design of A Compacted Concrete Mixture (RCC) For Construction PurposesDocument21 pagesPractical Aspects in The Design of A Compacted Concrete Mixture (RCC) For Construction PurposesLuis Eloy FeoNo ratings yet
- Estudio GeotextilesDocument10 pagesEstudio GeotextilesJulissa JimenezNo ratings yet
- Upcycling Paper Industry Waste in Eco-Friendly Building MaterialsDocument9 pagesUpcycling Paper Industry Waste in Eco-Friendly Building MaterialsMauricio FariaNo ratings yet
- Journal of Hazardous Materials: Francesco Colangelo, Francesco Messina, Raffaele CioffiDocument11 pagesJournal of Hazardous Materials: Francesco Colangelo, Francesco Messina, Raffaele CioffiAjmal MuhammedNo ratings yet
- GayatriDocument18 pagesGayatrisubash chandra prustyNo ratings yet
- Aggregates From Tunnel Muck Treatments. Properties and Uses: Physicochem. Probl. Miner. Process. 47 (2011) 259-266Document8 pagesAggregates From Tunnel Muck Treatments. Properties and Uses: Physicochem. Probl. Miner. Process. 47 (2011) 259-266Moez SelmiNo ratings yet
- Soil Stabilization Using Industrial Waste and Lime:, A.Maria RajeshDocument7 pagesSoil Stabilization Using Industrial Waste and Lime:, A.Maria RajeshRitikNo ratings yet
- Galán Arboledas 2019Document14 pagesGalán Arboledas 2019souka bedNo ratings yet
- Use of Rubber Particles From Recycled Tires As Concrete Aggregate For Engineering ApplicationsDocument12 pagesUse of Rubber Particles From Recycled Tires As Concrete Aggregate For Engineering ApplicationsEdwin RodriguezNo ratings yet
- Minerals 12 01334 v2Document19 pagesMinerals 12 01334 v2keiko davilaNo ratings yet
- Construction and Building Materials: Chaoqun ZhouDocument10 pagesConstruction and Building Materials: Chaoqun ZhouWilly Haro RamosNo ratings yet
- Managing Drilling Muds for Trenchless ProjectsDocument8 pagesManaging Drilling Muds for Trenchless ProjectsGODWIN ANYIMAHNo ratings yet
- Soil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedDocument8 pagesSoil-Cement Bricks Incorporated With Granite Cutting Sludge: ISO 9001:2008 CertifiedPedro SilveiraNo ratings yet
- 1 s2.0 S0272884216308240 MainDocument6 pages1 s2.0 S0272884216308240 MainUPSC PreparationNo ratings yet
- Riviera Et Al 2014 - Tunnel Muck For Subgrade in Road ConstructionDocument14 pagesRiviera Et Al 2014 - Tunnel Muck For Subgrade in Road ConstructionPinipini PujaNo ratings yet
- Plastic Bricks: Project SynopsisDocument8 pagesPlastic Bricks: Project SynopsisShiva GaurNo ratings yet
- Ceramic FoamDocument12 pagesCeramic FoamThao Pham MinhNo ratings yet
- Fiber-Based Materials Improve Water Treatment by Forming Ultra-Large FlocsDocument22 pagesFiber-Based Materials Improve Water Treatment by Forming Ultra-Large FlocsHouda MaâtiNo ratings yet
- 3Document9 pages3Bharadwaj jpNo ratings yet
- 06 Technical Committee 09 Tc203 32Document5 pages06 Technical Committee 09 Tc203 32carolina.ramirezgNo ratings yet
- 2 - Yee, Ding, Lim, Wang - Geotextile Containment and Dewatering of Contaminated Sediments in ChinaDocument0 pages2 - Yee, Ding, Lim, Wang - Geotextile Containment and Dewatering of Contaminated Sediments in ChinaEmilia MAndradeNo ratings yet
- Dewatering and Briquetting ProcessDocument24 pagesDewatering and Briquetting ProcessJayaraj VNo ratings yet
- Construction and Building Materials: Colin Jacob-Vaillancourt, Luca SorelliDocument12 pagesConstruction and Building Materials: Colin Jacob-Vaillancourt, Luca Sorellipipers10No ratings yet
- 1 - Specialized en InglesDocument0 pages1 - Specialized en InglesJoao Cristofer Tarqui FloresNo ratings yet
- Solidification/stabilization of Dredged Marine Sediments For Road ConstructionDocument9 pagesSolidification/stabilization of Dredged Marine Sediments For Road Constructionwaleed shahidNo ratings yet
- Study On Breathe Bricks: International Research Journal of Engineering and Technology (IRJET)Document4 pagesStudy On Breathe Bricks: International Research Journal of Engineering and Technology (IRJET)Frida Faye LacsamanaNo ratings yet
- High Performance Tiles Using Fly Ash and Recycled Plastic Wastes IJCTER Research PaperDocument8 pagesHigh Performance Tiles Using Fly Ash and Recycled Plastic Wastes IJCTER Research PaperSaurabh MistryNo ratings yet
- Reuse of Plastic Waste in Paver BlocksDocument3 pagesReuse of Plastic Waste in Paver BlocksMehran Amin BattNo ratings yet
- Utilizing Mine Tailings As Substitute Construction Material: The Use of Waste Materials in Roller Compacted ConcreteDocument9 pagesUtilizing Mine Tailings As Substitute Construction Material: The Use of Waste Materials in Roller Compacted ConcreteTajNo ratings yet
- Recycling of Water Treatment Plant Waste For Production of Soil-Cement BricksDocument6 pagesRecycling of Water Treatment Plant Waste For Production of Soil-Cement BricksShreeya DeosantNo ratings yet
- Proceedings of Science and Technolgy in Collaboration With SpringerDocument4 pagesProceedings of Science and Technolgy in Collaboration With SpringerCamila SepúlvedaNo ratings yet
- A Material Which Started A New Era in Geotechnical Engineering GeosyntheticsDocument21 pagesA Material Which Started A New Era in Geotechnical Engineering GeosyntheticsApoorva AgarwalNo ratings yet
- Partial Replacement of Cement With Rice Husk Ash in Cement Concrete IJERTV9IS120121Document4 pagesPartial Replacement of Cement With Rice Husk Ash in Cement Concrete IJERTV9IS120121Mohini BhartiNo ratings yet
- Use of waste plastics in cement concreteDocument12 pagesUse of waste plastics in cement concreteAngel AngelNo ratings yet
- Filtration of Solution Containing Heavy Metals and PDFDocument7 pagesFiltration of Solution Containing Heavy Metals and PDF9853158168ASHISHNo ratings yet
- International Society For Soil Mechanics and Geotechnical EngineeringDocument7 pagesInternational Society For Soil Mechanics and Geotechnical EngineeringEric ChanNo ratings yet
- TN-DT-019 - ENG - Carbon Footprint of DT Products - Rev. 4 PDFDocument11 pagesTN-DT-019 - ENG - Carbon Footprint of DT Products - Rev. 4 PDFszemianNo ratings yet
- Concrete Te12Document8 pagesConcrete Te12Yogendra Patil100% (1)
- Drill-In' Fluids and Drilling Practices Drilling More Productive, Less Costly Geothermal WellsDocument6 pagesDrill-In' Fluids and Drilling Practices Drilling More Productive, Less Costly Geothermal Wellsalex.salahNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Official Entry List WTT Contender DohaDocument4 pagesOfficial Entry List WTT Contender DohahjoutipNo ratings yet
- Characterisation of The Topography of Metal Additive Surface Features With Different Measurement TechnologiesDocument15 pagesCharacterisation of The Topography of Metal Additive Surface Features With Different Measurement TechnologieshjoutipNo ratings yet
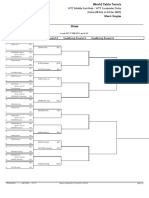
- WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document4 pagesWTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Analysis and Application of Soft Reduction Amount For Bloom Continuous Casting ProcessDocument8 pagesAnalysis and Application of Soft Reduction Amount For Bloom Continuous Casting ProcesshjoutipNo ratings yet
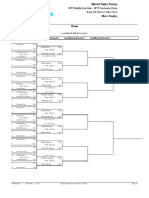
- Draw (Doubles) : WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document1 pageDraw (Doubles) : WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- On-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedDocument22 pagesOn-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedhjoutipNo ratings yet
- WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document4 pagesWTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Day Competition Schedule: WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document2 pagesDay Competition Schedule: WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Sustainable Indicators 2014 PDFDocument16 pagesSustainable Indicators 2014 PDFhjoutipNo ratings yet
- Grading of Tunas For The Sashimi MarketDocument4 pagesGrading of Tunas For The Sashimi MarkethjoutipNo ratings yet
- Computer ModelDocument48 pagesComputer ModelMohamed SelimNo ratings yet
- Continuous Casting Simulation Cost ReductionDocument6 pagesContinuous Casting Simulation Cost ReductionRitesh kumarNo ratings yet
- DWP X CyclonesDocument13 pagesDWP X CycloneshjoutipNo ratings yet
- Mass Balance Modeling Eaf & Ladle Furnace Turkey PDFDocument8 pagesMass Balance Modeling Eaf & Ladle Furnace Turkey PDFsuveer kumar100% (1)
- Improving Gravel and Crushed Aggregates Washing Technology Efficiency Through Application of High Pressure WasherDocument3 pagesImproving Gravel and Crushed Aggregates Washing Technology Efficiency Through Application of High Pressure WasherhjoutipNo ratings yet
- 1 SM PDFDocument12 pages1 SM PDFhjoutipNo ratings yet
- All Metals - Glossary of Metallurgical and Materials Testing TermsDocument22 pagesAll Metals - Glossary of Metallurgical and Materials Testing TermshjoutipNo ratings yet
- Coronavirus Brasil 2020Document2 pagesCoronavirus Brasil 2020hjoutipNo ratings yet
- 08.Suárez-Beta-eucryptite - Dense - Compact - by - Spark - Plasma - Sintering Mod PDFDocument9 pages08.Suárez-Beta-eucryptite - Dense - Compact - by - Spark - Plasma - Sintering Mod PDFhjoutipNo ratings yet
- #10 Unit Cells and Layer DiagramsDocument8 pages#10 Unit Cells and Layer DiagramshjoutipNo ratings yet
- S7 - Q2 - Answer KeyDocument11 pagesS7 - Q2 - Answer KeyRaniel LacuarinNo ratings yet
- MKTM028 FathimathDocument23 pagesMKTM028 FathimathShyamly DeepuNo ratings yet
- OlayDocument36 pagesOlayrachit.chaudharyNo ratings yet
- 5 Tips For Faster Mental Multiplication PDFDocument3 pages5 Tips For Faster Mental Multiplication PDFGonzalo Estrán BuyoNo ratings yet
- Battle Bikes 2.4 PDFDocument56 pagesBattle Bikes 2.4 PDFfranzyland100% (1)
- Chapter 9: Operating SystemsDocument166 pagesChapter 9: Operating SystemsGazzzeeNo ratings yet
- Remote Control Panel (RCP) User'S GuideDocument13 pagesRemote Control Panel (RCP) User'S GuideAdrian PuscasNo ratings yet
- The Impact of Spiritual Intelligence, Gender and Educational Background On Mental Health Among College StudentsDocument22 pagesThe Impact of Spiritual Intelligence, Gender and Educational Background On Mental Health Among College StudentsBabar MairajNo ratings yet
- The Dogon Tribe of The Sirius MysteryDocument5 pagesThe Dogon Tribe of The Sirius MysteryLaron Clark100% (1)
- Chapter 22A - Sound WavesDocument24 pagesChapter 22A - Sound Wavesqwivy.comNo ratings yet
- Feasibility in Ergonomics AutosavedDocument63 pagesFeasibility in Ergonomics AutosavedMichael AsinguaNo ratings yet
- MMC Fiori Cheat Sheet PDFDocument2 pagesMMC Fiori Cheat Sheet PDFAleksandar KNo ratings yet
- Direct Marketing: Mcgraw-Hill/IrwinDocument30 pagesDirect Marketing: Mcgraw-Hill/IrwinJunaid KhalidNo ratings yet
- 02 Lightning Rods and AccessoriesDocument78 pages02 Lightning Rods and Accessoriesmoosuhaib100% (1)
- "A Study Consumer Satisfaction Towards Royal Enfield BikesDocument72 pages"A Study Consumer Satisfaction Towards Royal Enfield BikesKotresh Kp100% (1)
- Standard JKR Spec For Bridge LoadingDocument5 pagesStandard JKR Spec For Bridge LoadingHong Rui ChongNo ratings yet
- Keto Food List for BodybuildingDocument8 pagesKeto Food List for Bodybuildingharris81No ratings yet
- AAPD Reference Manual - Pediatric Dentistry 2010-2011Document336 pagesAAPD Reference Manual - Pediatric Dentistry 2010-2011Tiara100% (1)
- Instant Download Ebook PDF Building Construction Handbook 11th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Building Construction Handbook 11th Edition PDF Scribdthomas.bilal255100% (38)
- Developing Website Information ArchitectureDocument39 pagesDeveloping Website Information ArchitectureBizuNo ratings yet
- Object Detection mAP ExplainedDocument18 pagesObject Detection mAP ExplainedMai MinhNo ratings yet
- Quality Control and Quality AssuranceDocument7 pagesQuality Control and Quality AssuranceMoeen Khan Risaldar100% (1)
- Haloalkanes and Haloarenes Notes GoodDocument21 pagesHaloalkanes and Haloarenes Notes GoodAnitesh DharamNo ratings yet
- The Secret Science of Shaktipat - Guide To Initiation 13 September 2020Document77 pagesThe Secret Science of Shaktipat - Guide To Initiation 13 September 2020Patrick JenksNo ratings yet
- Unit 1 of EthicsDocument110 pagesUnit 1 of EthicsAbhinav kumar SinghNo ratings yet
- CBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and SaltsDocument11 pagesCBSE Class 10 Science Revision Notes Chapter - 2 Acids, Bases and Saltsmilind dhamaniyaNo ratings yet
- WMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1Document5 pagesWMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1tana100% (1)
- Development PlanningDocument15 pagesDevelopment PlanningSamuelNo ratings yet