You might also like
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Jin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123Document8 pagesJin 2018 IOP Conf. Ser. Mater. Sci. Eng. 394 032123andresgarro01No ratings yet
- (Archives of Foundry Engineering) Al-Si and Al-Si-Mg Cast Alloys Shrinkage Porosity EstimationDocument8 pages(Archives of Foundry Engineering) Al-Si and Al-Si-Mg Cast Alloys Shrinkage Porosity EstimationSaeid MirNo ratings yet
- Zhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless SteelDocument5 pagesZhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless Steelmeckup123No ratings yet
- Influence of Rolling Force and Roll Gap On Thickness of StripDocument5 pagesInfluence of Rolling Force and Roll Gap On Thickness of StripYashWant DonGe ThaKurNo ratings yet
- High Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized SteelDocument6 pagesHigh Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized Steelth34560No ratings yet
- Experimentally-Aided Simulation of Directional Solidification of SteelDocument7 pagesExperimentally-Aided Simulation of Directional Solidification of SteelShivam SrivastavaNo ratings yet
- Parameters Influencing Dendritic Structureiifoct 14Document7 pagesParameters Influencing Dendritic Structureiifoct 14Ritik Kumar ChaurasiaNo ratings yet
- Parameters in Uencing Dendritic Structure To Improve The Properties of As-Cast Aluminium AlloysDocument7 pagesParameters in Uencing Dendritic Structure To Improve The Properties of As-Cast Aluminium AlloysSwaroop NalamNo ratings yet
- Numerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladeDocument11 pagesNumerical Analysis of Die Wear Characteristics in Hot Forging of Titanium Alloy Turbine BladepinkungNo ratings yet
- Effect of Nodularity On Mechanical Properties and Fracture of Ferritic Spheroidal Graphite IronDocument7 pagesEffect of Nodularity On Mechanical Properties and Fracture of Ferritic Spheroidal Graphite IronAnkur gaurNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument6 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresSeethaNo ratings yet
- A Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartDocument3 pagesA Simulation and Fabrication Works On Optimization of High Pressure Aluminum Die Casting PartpepeNo ratings yet
- 1 s2.0 S221478532038651X Main PDFDocument10 pages1 s2.0 S221478532038651X Main PDFChigoChigoNo ratings yet
- Design and Simulation of Conformal Cooling For A Die-Casting Mold InsertDocument6 pagesDesign and Simulation of Conformal Cooling For A Die-Casting Mold InsertVictor RodriguesNo ratings yet
- Musonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162Document7 pagesMusonda 2018 IOP Conf. Ser. Mater. Sci. Eng. 423 012162JUANNo ratings yet
- Ref 13 Effect of Die Design in Microchannel Tube ExtrusionDocument6 pagesRef 13 Effect of Die Design in Microchannel Tube Extrusionmohammadreza hajialiNo ratings yet
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Document16 pagesCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseNo ratings yet
- ARPN2012Document12 pagesARPN2012Zulqarnain SarfarazNo ratings yet
- Research Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy MethodDocument3 pagesResearch Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy Methodavnishchauhan8_46499No ratings yet
- Casting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantDocument7 pagesCasting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantSudhir KumarNo ratings yet
- Study of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelDocument10 pagesStudy of Flow and Heat Transfer in High Pressure Die Casting Cooling ChannelSüleymanŞentürkNo ratings yet
- Design and Simulation of A Spot Welding Process: February 2019Document7 pagesDesign and Simulation of A Spot Welding Process: February 2019Abdullah hussainNo ratings yet
- Fatigue Failure of Extrusion Dies: Effect of Process Parameters and Design Features On Die LifeDocument13 pagesFatigue Failure of Extrusion Dies: Effect of Process Parameters and Design Features On Die LifeAry OctavianiNo ratings yet
- 2017 - Flash Gap Optimization in Precision Blade ForgingDocument7 pages2017 - Flash Gap Optimization in Precision Blade ForgingNguyen Hoang DungNo ratings yet
- Irjet V6i2220Document4 pagesIrjet V6i2220sonuNo ratings yet
- Zhou 2020 J. Phys. Conf. Ser. 1637 012143Document8 pagesZhou 2020 J. Phys. Conf. Ser. 1637 012143GokuNo ratings yet
- Casting Simulation of Cast Iron Rotor Disc Using Procast: Research ArticleDocument4 pagesCasting Simulation of Cast Iron Rotor Disc Using Procast: Research ArticlePrasad AnandNo ratings yet
- Failure Theories - Lotfi2018 - Article - 3DNumericalAnalysisOfDrillingPDocument11 pagesFailure Theories - Lotfi2018 - Article - 3DNumericalAnalysisOfDrillingPkhaled matougNo ratings yet
- Dynamic Recrystallization in ZR Alloys - 2010 - ChakravarttyDocument18 pagesDynamic Recrystallization in ZR Alloys - 2010 - ChakravarttyzairaNo ratings yet
- Prediction of Shape Defects Over Length of Cold Rolled Sheet Using Artificial Neural NetworksDocument12 pagesPrediction of Shape Defects Over Length of Cold Rolled Sheet Using Artificial Neural Networksdvr019 filesNo ratings yet
- 2023 Turning - 230519 - 134402Document11 pages2023 Turning - 230519 - 134402Hassan LotfizadehNo ratings yet
- Drag Bit Wear Model: A. Sinor, T.M. WarrenDocument9 pagesDrag Bit Wear Model: A. Sinor, T.M. WarrenPaula Mercedes Padilla AzainNo ratings yet
- Effects of Some Process Parameters On Weld Bead: A Brief InvestigationDocument8 pagesEffects of Some Process Parameters On Weld Bead: A Brief InvestigationkunjNo ratings yet
- Effect of Microstructure On Fatigue BehaDocument8 pagesEffect of Microstructure On Fatigue BehaThiri AungNo ratings yet
- Pid 4607223Document6 pagesPid 4607223porisok617No ratings yet
- 29.IJAEST Vol No 5 Issue No 2 The Estimation of Forging Load For Closed Die Forging of Axi Symmetric Job Using Computer 296 300Document5 pages29.IJAEST Vol No 5 Issue No 2 The Estimation of Forging Load For Closed Die Forging of Axi Symmetric Job Using Computer 296 300iserpNo ratings yet
- YuamaeDocument5 pagesYuamaeYaxin TaoNo ratings yet
- Quality Index For Friction Stir Welds in 7050 Aluminum PlatesDocument10 pagesQuality Index For Friction Stir Welds in 7050 Aluminum PlatesGabriel AguirreNo ratings yet
- JMSC S 10 01527Document10 pagesJMSC S 10 01527NeillNo ratings yet
- A Simulation Study of Conformal Cooling Channels in Plastic InjectionDocument6 pagesA Simulation Study of Conformal Cooling Channels in Plastic InjectionMustafa ÇalışkanNo ratings yet
- Important PaperDocument11 pagesImportant PaperrahulNo ratings yet
- Modeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresDocument7 pagesModeling and Finite Element Analysis For A Casting Defect in Thin-Wall StructuresManjunath ReddyNo ratings yet
- A Generic Model For Surface Texture Development, Wear and RoughnessDocument10 pagesA Generic Model For Surface Texture Development, Wear and RoughnessArthur DumbaNo ratings yet
- On The Fracture Prediction of 304L Stainless Steel Sheets Utilizing Different Hardening ModelsDocument5 pagesOn The Fracture Prediction of 304L Stainless Steel Sheets Utilizing Different Hardening Modelstruva_kissNo ratings yet
- Metals 13 01277 v2Document23 pagesMetals 13 01277 v2Mahammad SuhelNo ratings yet
- Effect of Blade Thickness On Hydraulic Performance of A Mixed-Flow Pump Impeller VFDocument13 pagesEffect of Blade Thickness On Hydraulic Performance of A Mixed-Flow Pump Impeller VFBoon ThiamNo ratings yet
- Journal of Materials Processing TechnologyDocument13 pagesJournal of Materials Processing TechnologyMrbigbos6666No ratings yet
- 2021 - Dynamic Numerical Simulation Analysis of A Large Caliber PDFDocument7 pages2021 - Dynamic Numerical Simulation Analysis of A Large Caliber PDFzebrazerozeroNo ratings yet
- Weld Defect Formation in Rail Thermite Welds PDFDocument12 pagesWeld Defect Formation in Rail Thermite Welds PDFbhuNo ratings yet
- A Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanDocument5 pagesA Case Study of The Effectiveness of Rolling Process To Manufacture The Strip of Leaf Spring P. S. ChauhanSamir BoseNo ratings yet
- Water HammerDocument4 pagesWater HammerHariNo ratings yet
- Research Paper 3Document13 pagesResearch Paper 3Abhijeet yadavNo ratings yet
- Numerical Investigation On Solidification in Casting Using ProcastDocument11 pagesNumerical Investigation On Solidification in Casting Using ProcasttabibkarimNo ratings yet
- Welding Parameter Maps To Help Select Power and Energy Consumption of Friction Stir WeldingDocument9 pagesWelding Parameter Maps To Help Select Power and Energy Consumption of Friction Stir WeldingMARCONo ratings yet
- Metals 13 00187Document19 pagesMetals 13 00187Niko RhamdaniNo ratings yet
- Theoretical and Experimental Studies On The Parylene Diaphragms For MicrodevicesDocument6 pagesTheoretical and Experimental Studies On The Parylene Diaphragms For Microdevicesshan07011984No ratings yet
- A Study On The Investmentcastinng of 17-4PH Stainless Steel Helical Impeller of Centrifugal PumpDocument5 pagesA Study On The Investmentcastinng of 17-4PH Stainless Steel Helical Impeller of Centrifugal Pumpmridzuan69No ratings yet
- Micromachines 14 00703Document20 pagesMicromachines 14 00703nurwinantoindraNo ratings yet
- Development and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessDocument8 pagesDevelopment and Application of Dynamic Soft-Reduction Control Model To Slab Continuous Casting ProcessHenrique SeverianoNo ratings yet
- Day Competition Schedule: WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document2 pagesDay Competition Schedule: WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Characterisation of The Topography of Metal Additive Surface Features With Different Measurement TechnologiesDocument15 pagesCharacterisation of The Topography of Metal Additive Surface Features With Different Measurement TechnologieshjoutipNo ratings yet
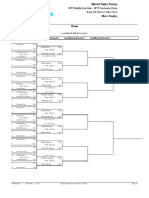
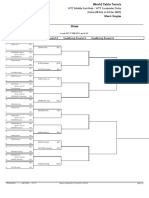
- WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document4 pagesWTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Official Entry List WTT Contender DohaDocument4 pagesOfficial Entry List WTT Contender DohahjoutipNo ratings yet
- Continuous Casting of Steel-Institute of Materials, Minerals and MiningDocument188 pagesContinuous Casting of Steel-Institute of Materials, Minerals and MiningKishore Kumar100% (2)
- Draw (Doubles) : WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document1 pageDraw (Doubles) : WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Sustainable Indicators 2014 PDFDocument16 pagesSustainable Indicators 2014 PDFhjoutipNo ratings yet
- On-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedDocument22 pagesOn-Line Simulation Guide For Continuous Casting: Steeluniversity KOREA Challenge Contest RelatedhjoutipNo ratings yet
- WTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)Document4 pagesWTT Middle East Hub - WTT Contender Doha Doha (28 Feb To 6 Mar 2021)hjoutipNo ratings yet
- Grading of Tunas For The Sashimi MarketDocument4 pagesGrading of Tunas For The Sashimi MarkethjoutipNo ratings yet
- DWP X CyclonesDocument13 pagesDWP X CycloneshjoutipNo ratings yet
- #10 Unit Cells and Layer DiagramsDocument8 pages#10 Unit Cells and Layer DiagramshjoutipNo ratings yet
- Mass Balance Modeling Eaf & Ladle Furnace Turkey PDFDocument8 pagesMass Balance Modeling Eaf & Ladle Furnace Turkey PDFsuveer kumar100% (1)
- Continuous Casting of Steel and Simulation For Cost ReductionDocument6 pagesContinuous Casting of Steel and Simulation For Cost ReductionRitesh kumarNo ratings yet
- Coronavirus Brasil 2020Document2 pagesCoronavirus Brasil 2020hjoutipNo ratings yet
- Improving Gravel and Crushed Aggregates Washing Technology Efficiency Through Application of High Pressure WasherDocument3 pagesImproving Gravel and Crushed Aggregates Washing Technology Efficiency Through Application of High Pressure WasherhjoutipNo ratings yet
- Employment of The Geo-Tubes For The Sustainable Water Management in The Excavation Waste ProcessingDocument23 pagesEmployment of The Geo-Tubes For The Sustainable Water Management in The Excavation Waste ProcessinghjoutipNo ratings yet
- 08.Suárez-Beta-eucryptite - Dense - Compact - by - Spark - Plasma - Sintering Mod PDFDocument9 pages08.Suárez-Beta-eucryptite - Dense - Compact - by - Spark - Plasma - Sintering Mod PDFhjoutipNo ratings yet
- 1 SM PDFDocument12 pages1 SM PDFhjoutipNo ratings yet
- Computer ModelDocument48 pagesComputer ModelMohamed SelimNo ratings yet
- All Metals - Glossary of Metallurgical and Materials Testing TermsDocument22 pagesAll Metals - Glossary of Metallurgical and Materials Testing TermshjoutipNo ratings yet
- Agitation MixingDocument58 pagesAgitation MixingHernanda Aldian SyahNo ratings yet
- Weak Interaction Phy305Document32 pagesWeak Interaction Phy305cifarha venantNo ratings yet
- Lesson 2 Electric Potential, Energy and CapacitanceDocument10 pagesLesson 2 Electric Potential, Energy and CapacitanceanonymousNo ratings yet
- Objectives:: Experiment 4 Strength of Material LabDocument4 pagesObjectives:: Experiment 4 Strength of Material LabMohammad MakhamrehNo ratings yet
- Lect4-Optical Waveguides PDFDocument93 pagesLect4-Optical Waveguides PDFBiswarup MukherjeeNo ratings yet
- Chapter 3: Linear Inequalities: (Sec 3 Express)Document24 pagesChapter 3: Linear Inequalities: (Sec 3 Express)KalNo ratings yet
- Form 4 in Term ExamDocument2 pagesForm 4 in Term ExamPetros PianoNo ratings yet
- Samuel AttoyeDocument129 pagesSamuel Attoyearun kumarNo ratings yet
- Probability TheoryDocument6 pagesProbability TheoryYoussef EmadNo ratings yet
- MSCCH 604Document203 pagesMSCCH 604Gourav Biju100% (1)
- Geometry of Deformation 1: Last Class-ContactsDocument11 pagesGeometry of Deformation 1: Last Class-ContactsRMNo ratings yet
- Datasheet IntegradoDocument4 pagesDatasheet Integradoalan segundo garcia chotaNo ratings yet
- How To Make A Decision Table in ExcelDocument8 pagesHow To Make A Decision Table in Excelsomya89No ratings yet
- Homework Scale FactorDocument5 pagesHomework Scale Factorg69dgfng100% (1)
- Materials and Metallurgy (ME-209) Phase DiagramsDocument24 pagesMaterials and Metallurgy (ME-209) Phase DiagramsMuhammad AmirNo ratings yet
- Economic Assessment of Absorption-Based CO2 CaptureDocument19 pagesEconomic Assessment of Absorption-Based CO2 CaptureJulian De BedoutNo ratings yet
- There Are Three Different Methods For Design of Steel StructureDocument6 pagesThere Are Three Different Methods For Design of Steel Structureumashankaryaligar100% (1)
- Geosynthetic Institute: GRI Standard Practice GG4 (A)Document15 pagesGeosynthetic Institute: GRI Standard Practice GG4 (A)irsanNo ratings yet
- Cs Fet Ci Mtech-EqDocument44 pagesCs Fet Ci Mtech-EqAnonymous POUAc3zNo ratings yet
- Sharp MX 4140-4141-5140-5141 PLDocument155 pagesSharp MX 4140-4141-5140-5141 PLhosennetNo ratings yet
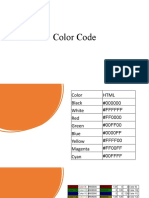
- Color CodeDocument5 pagesColor CodeTheoSebastianNo ratings yet
- ESP Calculation - Ventilation4uDocument4 pagesESP Calculation - Ventilation4uKaide Johar BohraNo ratings yet
- Norbert Wiener - Men, Machines, and The World AboutDocument6 pagesNorbert Wiener - Men, Machines, and The World AboutBenjamim GomesNo ratings yet
- CIGRE A3 High Voltage Equipment - IEEEDocument18 pagesCIGRE A3 High Voltage Equipment - IEEEMila CalderónNo ratings yet
- A2LA 1101 01 Valid To February 28 2017Document4 pagesA2LA 1101 01 Valid To February 28 2017QA LAB ISMNo ratings yet
- Types - Centrifugal GovernorsDocument3 pagesTypes - Centrifugal GovernorsPrabhu GNo ratings yet
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- VectorsDocument2 pagesVectorsChandima K PriyamalNo ratings yet
- 2011 Stage 9 MSDocument21 pages2011 Stage 9 MSbezalelolushakin100% (1)
- Study of An FSAE UndertrayDocument57 pagesStudy of An FSAE UndertrayDaniel MendonçaNo ratings yet