You might also like
- Ebook Kiem Tien Youtube 150623095930 Lva1 App6891Document25 pagesEbook Kiem Tien Youtube 150623095930 Lva1 App6891donhan91No ratings yet
- Armoloy White PaperDocument8 pagesArmoloy White Paperdonhan91No ratings yet
- TTTN PPGD Dhav14 hk1 21 22 20210823072952 eDocument1 pageTTTN PPGD Dhav14 hk1 21 22 20210823072952 edonhan91No ratings yet
- DHAV14 Do An Tot Nghiep Hk2!21!22 Chinh ThucDocument5 pagesDHAV14 Do An Tot Nghiep Hk2!21!22 Chinh Thucdonhan91No ratings yet
- Best Danh Sách Bưu C C Drop Off 15.04.2022Document48 pagesBest Danh Sách Bưu C C Drop Off 15.04.2022donhan91No ratings yet
- Lich Thi Online Ngay 150621Document6 pagesLich Thi Online Ngay 150621donhan91No ratings yet
- (420300369210) - Viet 3 (DHAV15D)Document2 pages(420300369210) - Viet 3 (DHAV15D)donhan91No ratings yet
- 3 - Danh Sach Sv Dang Ki Thi Cuối Ki Bổ Sung - File Co Linh NhậpDocument18 pages3 - Danh Sach Sv Dang Ki Thi Cuối Ki Bổ Sung - File Co Linh Nhậpdonhan91No ratings yet
- Giai Thuong Boc Tham - 2019 2020 PDFDocument1 pageGiai Thuong Boc Tham - 2019 2020 PDFdonhan91No ratings yet
- DHAV14 Do An Tot Nghiep Hk2!21!22 Chinh ThucDocument5 pagesDHAV14 Do An Tot Nghiep Hk2!21!22 Chinh Thucdonhan91No ratings yet
- Quiche Daot A OtcDocument9 pagesQuiche Daot A Otcdonhan91No ratings yet
- Bang So Sanh Haas Va Mazak 530Document3 pagesBang So Sanh Haas Va Mazak 530donhan91No ratings yet
- NV Trung QuocDocument5 pagesNV Trung Quocdonhan91No ratings yet
- Giadathuyen LakDocument5 pagesGiadathuyen Lakdonhan91No ratings yet
- Smile 420 Pilot 3.0 - LE PHUCDocument17 pagesSmile 420 Pilot 3.0 - LE PHUCdonhan91No ratings yet
- Hop Dong Dat Coc Mua Ban DatDocument5 pagesHop Dong Dat Coc Mua Ban Datdonhan91No ratings yet
- Tất niên dự kiến tài chínhDocument2 pagesTất niên dự kiến tài chínhdonhan91No ratings yet
- Tiêm PhòngDocument1 pageTiêm Phòngdonhan91No ratings yet
- Minna-no-Nihongo-Tu - Vung - Bai 2Document3 pagesMinna-no-Nihongo-Tu - Vung - Bai 2donhan91No ratings yet
- Ve Co Khi Va Dung Sai Lap Ghep (LT)Document7 pagesVe Co Khi Va Dung Sai Lap Ghep (LT)donhan91No ratings yet
- Minna-no-Nihongo-Tu - Vung - Bai 3Document2 pagesMinna-no-Nihongo-Tu - Vung - Bai 3donhan91No ratings yet
- Minna-no-Nihongo-Tu - Vung - Bai 4Document3 pagesMinna-no-Nihongo-Tu - Vung - Bai 4donhan91No ratings yet
- Minna-no-Nihongo-Tu - Vung - Bai 1Document4 pagesMinna-no-Nihongo-Tu - Vung - Bai 1donhan91No ratings yet
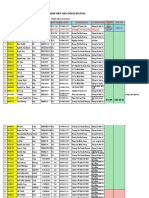
- DANH SÁCH KHÁM SỨC KHỎE CHƯƠNG TRÌNH ARAVADocument10 pagesDANH SÁCH KHÁM SỨC KHỎE CHƯƠNG TRÌNH ARAVAdonhan91No ratings yet
- DANH SÁCH KHÁM SỨC KHỎE CHƯƠNG TRÌNH ARAVADocument10 pagesDANH SÁCH KHÁM SỨC KHỎE CHƯƠNG TRÌNH ARAVAdonhan91No ratings yet
- (123doc) Bai 14 Thuc Hanh Trong Cay Trong Dung DichDocument41 pages(123doc) Bai 14 Thuc Hanh Trong Cay Trong Dung DichTrần Trang NhungNo ratings yet
- TRANG TIN THỂ THAO 18-05-2015Document3 pagesTRANG TIN THỂ THAO 18-05-2015donhan91No ratings yet
- 301807429 Tự Học Tiếng Nhật Sơ Cấp Bằng Giao Trinh Minna No NihongoDocument2 pages301807429 Tự Học Tiếng Nhật Sơ Cấp Bằng Giao Trinh Minna No Nihongodonhan91No ratings yet
- BG KCB Theo Yeu Cau T I PK 191Document3 pagesBG KCB Theo Yeu Cau T I PK 191Trần Duy TânNo ratings yet