You might also like
- 2023-04-03 Presentation H2 Core Systems Green Hydrogen - enDocument51 pages2023-04-03 Presentation H2 Core Systems Green Hydrogen - enZunildaNo ratings yet
- CAT G3612 A4 Gas Engine Technical Data Sheet PDFDocument4 pagesCAT G3612 A4 Gas Engine Technical Data Sheet PDFEustacio MenesesNo ratings yet
- 208 - 1 - 1 Production Line 2009 208 - 1 - 3: Spare Parts For Preventive Maintenance J 208 GSDocument13 pages208 - 1 - 1 Production Line 2009 208 - 1 - 3: Spare Parts For Preventive Maintenance J 208 GSPopa MihaiNo ratings yet
- Greenhouse Application: Engine IQDocument15 pagesGreenhouse Application: Engine IQJuly E. Maldonado M.No ratings yet
- Fuel Source For A Renewable Future: BiogasDocument27 pagesFuel Source For A Renewable Future: BiogasAbdul LathifNo ratings yet
- 52 - JB CHP Trigen - V01Document33 pages52 - JB CHP Trigen - V01July E. Maldonado M.No ratings yet
- Biomass gasification in India: key opportunities and challengesDocument30 pagesBiomass gasification in India: key opportunities and challengesShivi TripathiNo ratings yet
- Cogeneration: Forest Products IndustryDocument17 pagesCogeneration: Forest Products IndustryDeshdeepak Sharma D DNo ratings yet
- Enhancing Energy Efficiency Thru CogenerationDocument17 pagesEnhancing Energy Efficiency Thru CogenerationDeepika MishraNo ratings yet
- Xylowatt Presentation January 2017 1 PDFDocument21 pagesXylowatt Presentation January 2017 1 PDFchoppinNo ratings yet
- Energy Scenario 2023 - Ruwan WijemanneDocument44 pagesEnergy Scenario 2023 - Ruwan WijemanneAaqil cassimNo ratings yet
- China Gas Generator and Power Plant ManufacturersDocument1 pageChina Gas Generator and Power Plant ManufacturersAnd jazNo ratings yet
- 2G Energy - Sales PresentationDocument41 pages2G Energy - Sales PresentationDuberney Camargo SanchezNo ratings yet
- Turbine FactsheetDocument13 pagesTurbine Factsheetsatz555No ratings yet
- Boiler FundamentalsDocument73 pagesBoiler FundamentalsHussien AlsadyNo ratings yet
- CCGT Combined Cycle Gas TurbineDocument188 pagesCCGT Combined Cycle Gas Turbinesage_084No ratings yet
- Presentation by BHEL - Corporate Engineering & Product DevelopmentDocument14 pagesPresentation by BHEL - Corporate Engineering & Product DevelopmentSayan AichNo ratings yet
- Dokumen - Tips Saacke Boiler House Log Book Saacke Boiler House Log Book Saacke Service ContractDocument8 pagesDokumen - Tips Saacke Boiler House Log Book Saacke Boiler House Log Book Saacke Service Contractgeo3tripNo ratings yet
- Fundamentals of Thermal Fluid Sciences 5th Edition Cengel Solutions Manual 1Document36 pagesFundamentals of Thermal Fluid Sciences 5th Edition Cengel Solutions Manual 1richardwarebqkcwrzsny100% (27)
- Solid Oxide Fuel Cell Systems and Renewable Energy SourcesDocument35 pagesSolid Oxide Fuel Cell Systems and Renewable Energy SourcesMorgen GumpNo ratings yet
- Rad-NANT 2015Document7 pagesRad-NANT 2015mjaric81No ratings yet
- L 01 Thomsen DONG1Document13 pagesL 01 Thomsen DONG1韩非No ratings yet
- Thomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFDocument12 pagesThomas Frey - Organic Rankie Cycles Waste Heat Recovery PDFMohd Jamal Mohd MoktarNo ratings yet
- 3 Containerized 7 8MWDocument12 pages3 Containerized 7 8MWnaz-sdeNo ratings yet
- Biomass CHP Catalog Part7Document18 pagesBiomass CHP Catalog Part7Heri SetyantoNo ratings yet
- Filborna - Helsingborg - SwedenDocument2 pagesFilborna - Helsingborg - SwedenJOHNKNo ratings yet
- Combined Heat & Power: J.R. Simplot Mountain Home, IdahoDocument20 pagesCombined Heat & Power: J.R. Simplot Mountain Home, Idahorashad kNo ratings yet
- 03 Jagd StirlingDocument18 pages03 Jagd StirlingPopperDking •popper•No ratings yet
- Affordable Heat With Micro CHP: EAUC Energy Seminar Chimneys Hotel and Conference Centre 28 January, 2016Document21 pagesAffordable Heat With Micro CHP: EAUC Energy Seminar Chimneys Hotel and Conference Centre 28 January, 2016Xiaoyang XuNo ratings yet
- H2 purification-TW-CA-Toplus Energy Corporation - Dr. Ming-Yu YenDocument18 pagesH2 purification-TW-CA-Toplus Energy Corporation - Dr. Ming-Yu Yendavid limNo ratings yet
- Energy Savings MeasuresDocument6 pagesEnergy Savings MeasuresRakesh KumarNo ratings yet
- High Efficiency Boiler Tech Boosts Thai Sugar Industry PowerDocument29 pagesHigh Efficiency Boiler Tech Boosts Thai Sugar Industry PowernghiNo ratings yet
- Cogeneración Acogen GeDocument19 pagesCogeneración Acogen GegamizmmNo ratings yet
- Satya Talk Iitm EdDocument38 pagesSatya Talk Iitm EdsatyaseshadriNo ratings yet
- Combustion Specialist-All Correspondence Combustion Application Group Leader Principal Combustion Engineer DesignerDocument9 pagesCombustion Specialist-All Correspondence Combustion Application Group Leader Principal Combustion Engineer Designerabdelbaki mameriNo ratings yet
- Loans Guidance For Biomass Heating: How To Use This Spreadsheet? Colour CodingDocument10 pagesLoans Guidance For Biomass Heating: How To Use This Spreadsheet? Colour CodingAlexandre HugenNo ratings yet
- Micro Gas Turbines: September 2010Document25 pagesMicro Gas Turbines: September 2010Shashank TiwariNo ratings yet
- Data Sheet GeniousDocument2 pagesData Sheet GeniousMarioNo ratings yet
- Performance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.Document8 pagesPerformance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.atul100% (8)
- Meta Abo FinalDocument89 pagesMeta Abo FinalMuluken TemesgenNo ratings yet
- International Gas Union Research Conference 2011 DevelopmentDocument15 pagesInternational Gas Union Research Conference 2011 DevelopmentTanjim FakirNo ratings yet
- Gashub - 2018Document23 pagesGashub - 2018Ricky PrasetyaNo ratings yet
- Yue 2017Document19 pagesYue 2017Mayra BedoyaNo ratings yet
- Thermodynamic Analysis & Enhancement of Cogeneration PlantDocument17 pagesThermodynamic Analysis & Enhancement of Cogeneration PlantSheri KhosoNo ratings yet
- Calciner Op Ex CalculationDocument9 pagesCalciner Op Ex CalculationNair YadukrishnanNo ratings yet
- GE - Engine Type Sheet - Type 6 - EN - 2015 - RZDocument2 pagesGE - Engine Type Sheet - Type 6 - EN - 2015 - RZr.eddie.cookeNo ratings yet
- Boiler Efficiency R K JainDocument28 pagesBoiler Efficiency R K JainPriyesh KumarNo ratings yet
- Main Activities in University of Perugia About Technologies For Greenhouse Gases MitigationDocument16 pagesMain Activities in University of Perugia About Technologies For Greenhouse Gases MitigationbharathimanjulaNo ratings yet
- GCM 14Document8 pagesGCM 14Soe ThuNo ratings yet
- 05 Toaz - Info Ge Gas Turbine Control PRDocument35 pages05 Toaz - Info Ge Gas Turbine Control PRrachidNo ratings yet
- Financing Clean Technology VenturesDocument11 pagesFinancing Clean Technology VenturesRonaky123456No ratings yet
- Agricultural BiogasDocument4 pagesAgricultural BiogasdakNo ratings yet
- Valtra's Dual Fuel Biogas Tractors Cut Costs and EmissionsDocument9 pagesValtra's Dual Fuel Biogas Tractors Cut Costs and EmissionsAaravGuptaNo ratings yet
- Article26ijaetvolumeiiissueijanuary March2011Document6 pagesArticle26ijaetvolumeiiissueijanuary March2011abd elheq zeguerrouNo ratings yet
- RYA CHP (Göteborg Energi) : Case Study Factsheet Europe, SwedenDocument1 pageRYA CHP (Göteborg Energi) : Case Study Factsheet Europe, SwedenNander Acosta OyarceNo ratings yet
- 9-C Penniall UoC PDFDocument26 pages9-C Penniall UoC PDFAnonymous q1gGEpNo ratings yet
- Energy Audit GuideDocument46 pagesEnergy Audit GuidePavan ReddyNo ratings yet
- M701F Series MistsubishiDocument13 pagesM701F Series MistsubishiVuthpalachaitanya KrishnaNo ratings yet
- Energion BrochureDocument14 pagesEnergion BrochureAkhil VijaiNo ratings yet
- Analysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesFrom EverandAnalysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesRating: 3 out of 5 stars3/5 (1)
- Handbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryFrom EverandHandbook of Electrical Engineering: For Practitioners in the Oil, Gas and Petrochemical IndustryNo ratings yet
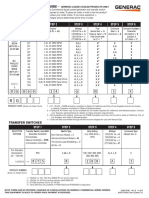
- Type Code Legend For Configured Transfer Switches: GTS040W-2A2LsncnDocument1 pageType Code Legend For Configured Transfer Switches: GTS040W-2A2LsncnJuly E. Maldonado M.No ratings yet
- Power Zone Control Platform Power Zone Pro Controller and Connectivity ServerDocument3 pagesPower Zone Control Platform Power Zone Pro Controller and Connectivity ServerJuly E. Maldonado M.No ratings yet
- Step 1 Step 2 Step 3 Step 4 Step 5 Step 6: R 0 G 6 2 0 4 G N S XDocument1 pageStep 1 Step 2 Step 3 Step 4 Step 5 Step 6: R 0 G 6 2 0 4 G N S XJuly E. Maldonado M.No ratings yet
- Mobile Link - Dealer Troubleshooting and Warranty Process OverviewDocument2 pagesMobile Link - Dealer Troubleshooting and Warranty Process OverviewJuly E. Maldonado M.No ratings yet
- Powerpact™: FeaturesDocument5 pagesPowerpact™: FeaturesJuly E. Maldonado M.No ratings yet
- Fuel Specification Natural GasDocument1 pageFuel Specification Natural GasJuly E. Maldonado M.No ratings yet
- 3hunlqv: 6Lwlhqhgxgd3UhjxqwhDocument1 page3hunlqv: 6Lwlhqhgxgd3UhjxqwhJuly E. Maldonado M.No ratings yet
- 5b733e6301035c2b1aa2caf6 SD 400kvw Diesel Generator Spec SheetDocument6 pages5b733e6301035c2b1aa2caf6 SD 400kvw Diesel Generator Spec SheetZaenal AripinNo ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- SG/PG Series: Industrial Spark-Ignited Generator SetDocument6 pagesSG/PG Series: Industrial Spark-Ignited Generator SetJuly E. Maldonado M.No ratings yet
- 2506A E15TAG3 (TPD1581e2)Document14 pages2506A E15TAG3 (TPD1581e2)Rurouni Martínez100% (1)
- Type Code Legend For Configured Transfer Switches: GTS040W-2A2LsncnDocument1 pageType Code Legend For Configured Transfer Switches: GTS040W-2A2LsncnJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Low Voltage Alternator - 4 Pole: 1100 To 1640 kVA - 50 HZ / 1250 To 2000 kVA - 60 HZ Electrical and Mechanical DataDocument12 pagesLow Voltage Alternator - 4 Pole: 1100 To 1640 kVA - 50 HZ / 1250 To 2000 kVA - 60 HZ Electrical and Mechanical DataJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- 3hunlqv: 6Lwlhqhgxgd3UhjxqwhDocument1 page3hunlqv: 6Lwlhqhgxgd3UhjxqwhJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- GENERACDocument6 pagesGENERACFabricio PedrielNo ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- SG/PG Series: Industrial Spark-Ignited Generator SetDocument6 pagesSG/PG Series: Industrial Spark-Ignited Generator SetJuly E. Maldonado M.No ratings yet
- Industrial Spark-Ignited Generator Set: Standby Power RatingDocument6 pagesIndustrial Spark-Ignited Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- 5b733e6301035c2b1aa2caf6 SD 400kvw Diesel Generator Spec SheetDocument6 pages5b733e6301035c2b1aa2caf6 SD 400kvw Diesel Generator Spec SheetZaenal AripinNo ratings yet
- Industrial Diesel Generator Set: Standby Power RatingDocument6 pagesIndustrial Diesel Generator Set: Standby Power RatingJuly E. Maldonado M.No ratings yet
- Man E0834 - enDocument4 pagesMan E0834 - enGolub MarkoNo ratings yet
- Scania Power Generation Gas Engine Range BrochureDocument8 pagesScania Power Generation Gas Engine Range BrochureJafarShojaNo ratings yet
- Jenbacher 1.946kW Biogas Engine Module Technical SpecsDocument4 pagesJenbacher 1.946kW Biogas Engine Module Technical SpecsMartin KratkyNo ratings yet
- Gas Engine - Cat INTRODUCTION-final-2Document15 pagesGas Engine - Cat INTRODUCTION-final-2TheerayootNo ratings yet
- JMS 420 GS-N.L: Technical SpecificationDocument4 pagesJMS 420 GS-N.L: Technical SpecificationАлександр ПедашNo ratings yet
- Ge 2008 Ecomagination ReportDocument36 pagesGe 2008 Ecomagination ReportTheBusinessInsiderNo ratings yet
- G3512 Gas Engine Technical Data SheetDocument3 pagesG3512 Gas Engine Technical Data SheetNimNo ratings yet
- Gas EngineDocument6 pagesGas EngineMRizwanSadiq313No ratings yet
- Gas Generator Set of MTU Engine Tech JBG1000Document7 pagesGas Generator Set of MTU Engine Tech JBG1000Pankaj KambleNo ratings yet
- Ficha Motor Gas Natural Jenbacher JMS 612 GSNL PDFDocument4 pagesFicha Motor Gas Natural Jenbacher JMS 612 GSNL PDFJuan Jose RuedaNo ratings yet
- Baudouin Company Profile 2021 RevI WebDocument20 pagesBaudouin Company Profile 2021 RevI Webamir sadighiNo ratings yet
- Company Profile & ServicesDocument22 pagesCompany Profile & ServicesMuhammad SyaqirinNo ratings yet
- Governoor Heinzma NDocument4 pagesGovernoor Heinzma NRudi HendarNo ratings yet
- RANA ASHRAfDocument4 pagesRANA ASHRAfRana_2267% (3)
- CHP Presentation Cat Gas and Diesel Generator Sets Performance Cost and Application DifferencesDocument77 pagesCHP Presentation Cat Gas and Diesel Generator Sets Performance Cost and Application DifferencesripalNo ratings yet
- SGE-S-series-gas-engines-and-gen-sets BiogasDocument13 pagesSGE-S-series-gas-engines-and-gen-sets BiogasMuhammad SyaqirinNo ratings yet
- 23.06.2020HS MD SS 2020 - Environmental Engineering - Anaerobic Processes - Chapter 7 Energetic Use of BiogasDocument104 pages23.06.2020HS MD SS 2020 - Environmental Engineering - Anaerobic Processes - Chapter 7 Energetic Use of BiogasEngr AbdullahNo ratings yet
- Equipment 8955 Catalog A9435da3Document5 pagesEquipment 8955 Catalog A9435da3Abdelrahman Abo El-KherNo ratings yet
- We Power The World With Innovative Gas Engines: Siemens Gas Engine PortfolioDocument19 pagesWe Power The World With Innovative Gas Engines: Siemens Gas Engine PortfoliokhuzaimNo ratings yet
- KawasakiDocument3 pagesKawasakivdunlevyNo ratings yet
- PLTMG Prabumulih 18V34SG Rev.3 PendahuluanDocument39 pagesPLTMG Prabumulih 18V34SG Rev.3 PendahuluanOctavianus HarahapNo ratings yet
- Small-Scale Processing of Bioenergy 2013 EN Ulf-Peter GranöDocument65 pagesSmall-Scale Processing of Bioenergy 2013 EN Ulf-Peter GranöPriki1100% (1)
- 3mitsubishi Gensets Brochure Rgb1Document12 pages3mitsubishi Gensets Brochure Rgb1Redah HamedNo ratings yet
- Used 3128kW Gas Engine Generator X 7 Units GE Jenbacher 60hz 2008Document12 pagesUsed 3128kW Gas Engine Generator X 7 Units GE Jenbacher 60hz 2008ccelesteNo ratings yet
- Customer Training 2020 RSZDocument16 pagesCustomer Training 2020 RSZnugraha kurniawanNo ratings yet
- Jenbacher: 1100-0110 Boundary Conditions For GE Jenbacher Gas EnginesDocument12 pagesJenbacher: 1100-0110 Boundary Conditions For GE Jenbacher Gas EnginesArîfNo ratings yet
- Iwk 219022 VHP ExtenderDocument1 pageIwk 219022 VHP ExtendercalinswayslandNo ratings yet
- Nateria MJ 40Document1 pageNateria MJ 40Anibal RiosNo ratings yet