You might also like
- Everything You Need to Know About Flange TypesDocument48 pagesEverything You Need to Know About Flange Typesanand bandekarNo ratings yet
- Pipe FlangesDocument7 pagesPipe FlangesAli SafdarNo ratings yet
- FlangesDocument30 pagesFlangessbmmlaNo ratings yet
- Definition and Details of Flanges - Types of FlangesDocument11 pagesDefinition and Details of Flanges - Types of FlangesSUKANTA DALAINo ratings yet
- PRESENTATION Flanges Andd CouplingsDocument39 pagesPRESENTATION Flanges Andd Couplingsashishntpc1309100% (1)
- 1 PipelineDocument69 pages1 PipelineEhab MohammedNo ratings yet
- Process & Piping Design Section Plug Valves Technical SpecificationDocument14 pagesProcess & Piping Design Section Plug Valves Technical Specificationashish.mathur1100% (1)
- Piping NotesDocument11 pagesPiping NotesRavindra S. JivaniNo ratings yet
- Why Insulate Pipes: 3 Key Benefits of InsulationDocument13 pagesWhy Insulate Pipes: 3 Key Benefits of InsulationnguyenNo ratings yet
- Ball Valves: Sharma MVSRK 15 October 2013Document49 pagesBall Valves: Sharma MVSRK 15 October 2013Jay Ganta100% (2)
- Fittings TrainingDocument61 pagesFittings TrainingsbmmlaNo ratings yet
- Api Spec 6D: API - The American Petroleum InstituteDocument3 pagesApi Spec 6D: API - The American Petroleum Institutenrd9771100% (1)
- KIL3012 - WEEK 3 - 24.9.19 (Student Copy)Document84 pagesKIL3012 - WEEK 3 - 24.9.19 (Student Copy)EdNo ratings yet
- Flange Pipe Support for 4-36Document1 pageFlange Pipe Support for 4-36indeskeyNo ratings yet
- VMS PaliDocument61 pagesVMS Palichintan100% (2)
- Piping SystemDocument33 pagesPiping SystemIrvan Yudhistira100% (1)
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samyNo ratings yet
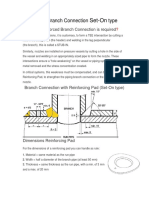
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- Types of Ball Valves (Floating, Trunnion)Document11 pagesTypes of Ball Valves (Floating, Trunnion)swapnil PATILNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- Weld Flange To PipeDocument1 pageWeld Flange To PipeGraham MooreNo ratings yet
- 436 Piping Course DescriptionDocument2 pages436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- Maverick Valves CatalogueDocument84 pagesMaverick Valves Cataloguer4mms3sNo ratings yet
- Bolted Flange Work PlanDocument9 pagesBolted Flange Work PlanxaviNo ratings yet
- Pipe FittingsDocument40 pagesPipe FittingsLucky Jaswal100% (1)
- Why use Pipe Supports: Types of Pipe Hangers and SupportsDocument25 pagesWhy use Pipe Supports: Types of Pipe Hangers and SupportsmurugesanNo ratings yet
- ValveDocument9 pagesValveAdhie_ginthinkNo ratings yet
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevNo ratings yet
- Piping Overview 01Document18 pagesPiping Overview 01Rajkumar ANo ratings yet
- Piping Engineering.nDocument6 pagesPiping Engineering.nAjay KumarNo ratings yet
- Double Containment EDocument43 pagesDouble Containment EDavid FonsecaNo ratings yet
- Guide to Bend Pipes for Insulated Pipe SystemsDocument2 pagesGuide to Bend Pipes for Insulated Pipe Systemsdmitos100% (1)
- Piping: Piping Sometimes Refers To Piping Design, The Detailed Specification of TheDocument5 pagesPiping: Piping Sometimes Refers To Piping Design, The Detailed Specification of ThesiswoutNo ratings yet
- Valves: Types, Functions, Uses, Maintenance & TroubleshootingDocument68 pagesValves: Types, Functions, Uses, Maintenance & TroubleshootingToniNo ratings yet
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- Needle ValveDocument8 pagesNeedle ValveMuhammad Chilmi100% (1)
- Spectacle Blind FlangeDocument3 pagesSpectacle Blind Flangemaniastur365No ratings yet
- Project Standard Specification: Hydronic Piping 15181 - Page 1/12Document12 pagesProject Standard Specification: Hydronic Piping 15181 - Page 1/12adel rihanaNo ratings yet
- MSA Ball Valves PDFDocument24 pagesMSA Ball Valves PDFLuka Borna100% (1)
- PIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesDocument21 pagesPIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesAdil KhawajaNo ratings yet
- Technical Bid Evaluation of Vendor Spring Hanger Offers With PDFDocument3 pagesTechnical Bid Evaluation of Vendor Spring Hanger Offers With PDFAmjadali ChoudhariNo ratings yet
- Piping Fundamentals:: M.N.RaghuDocument26 pagesPiping Fundamentals:: M.N.RaghuAlex Salvin100% (2)
- Pipe rack structure and designDocument11 pagesPipe rack structure and designpuru55980No ratings yet
- Spring Hanger Selection and Design Guidelines For A Piping Engineer Using Caesar IIDocument6 pagesSpring Hanger Selection and Design Guidelines For A Piping Engineer Using Caesar IIRomner CordovaNo ratings yet
- API602 Forged Steel Gate & Globe ValvesDocument4 pagesAPI602 Forged Steel Gate & Globe ValvesThomasFrenchNo ratings yet
- General Q and ADocument10 pagesGeneral Q and AmohamedqcNo ratings yet
- Flanged Ball Trunnion ValvesDocument24 pagesFlanged Ball Trunnion ValvesMahdi DalyNo ratings yet
- FCA Nozzle Non-Slam Check Valve CatalogueDocument16 pagesFCA Nozzle Non-Slam Check Valve CataloguePatricio AcuñaNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationswapneel_kulkarniNo ratings yet
- Pipe Spacing From Perisher Handbook PG 194Document8 pagesPipe Spacing From Perisher Handbook PG 194Asif Haq100% (1)
- Prefabricated Steel Supports for PipingDocument9 pagesPrefabricated Steel Supports for PipingMuhammed SulfeekNo ratings yet
- SA-106 GR.BDocument2 pagesSA-106 GR.BTree TaweeNo ratings yet
- Pipes General - Materials Equivalent Used ASTM Grades Bolts NutsDocument4 pagesPipes General - Materials Equivalent Used ASTM Grades Bolts Nutsskilach100% (1)
- How Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedDocument2 pagesHow Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedTay Hua SetNo ratings yet
- Reactor piping design guideDocument19 pagesReactor piping design guidesyedahmad39No ratings yet
- ANSI FlangeDocument10 pagesANSI FlangemechftpNo ratings yet
- Flat Face Vs Raised FaceDocument6 pagesFlat Face Vs Raised Facedidlakiran100% (4)
- Introduction GASKETSDocument11 pagesIntroduction GASKETSradharaman_znaNo ratings yet
- Letter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Document12 pagesLetter From Springfield Mayor Sarno To License Commission Re: Late Night Hours.Patrick JohnsonNo ratings yet
- Action On Agricultural. Calculating Agricultural EmissionsDocument27 pagesAction On Agricultural. Calculating Agricultural EmissionsXoel UrriagaNo ratings yet
- Eells Chap 5 6Document24 pagesEells Chap 5 6Joaquín OlivaresNo ratings yet
- Let's Cook: Basic EnglishDocument6 pagesLet's Cook: Basic EnglishVincentNo ratings yet
- Pds - Sunshades Instrument CoverDocument2 pagesPds - Sunshades Instrument CoverAntonio LantiguaNo ratings yet
- Chapter 18Document10 pagesChapter 18nehallakdawalaNo ratings yet
- Awwa-C302 (1995)Document28 pagesAwwa-C302 (1995)masoudNo ratings yet
- Chromosomal Basis of Inheritance - Final PDF-1Document3 pagesChromosomal Basis of Inheritance - Final PDF-1Aishwarya ShuklaNo ratings yet
- Aos Ce 15400Document4 pagesAos Ce 15400Jovenal TuplanoNo ratings yet
- 2) VT Report Test FormatDocument3 pages2) VT Report Test FormatMoin KhanNo ratings yet
- Lab Report 2Document5 pagesLab Report 2adrianeNo ratings yet
- 7Document40 pages7Felipe RichardiosNo ratings yet
- Installation Manual - ClimateWell SolarChiller - v9 - 33 - 4 - ENDocument31 pagesInstallation Manual - ClimateWell SolarChiller - v9 - 33 - 4 - ENtxaelo100% (1)
- Outgassing Properties of Vacuum MaterialsDocument47 pagesOutgassing Properties of Vacuum Materialsmax8086No ratings yet
- What Is Communication: What Is Communication MEANING OF COMMUNICATION: It Is Very Difficult To Define The TermDocument12 pagesWhat Is Communication: What Is Communication MEANING OF COMMUNICATION: It Is Very Difficult To Define The Termmanik ghoshNo ratings yet
- Dead ZoneDocument10 pagesDead ZoneariannaNo ratings yet
- Electricity Merit Badge Class 1 2017Document34 pagesElectricity Merit Badge Class 1 2017RoshanNo ratings yet
- Nurs478 Healthcaredelivery Audrey GohDocument12 pagesNurs478 Healthcaredelivery Audrey Gohapi-316372858No ratings yet
- Standardized Recipes - Doc2Document130 pagesStandardized Recipes - Doc2epic failNo ratings yet
- Research 1Document7 pagesResearch 1Rhea Mae ObligarNo ratings yet
- Amidoxime Vanadium U Da Çekiyor SıkıntısıDocument7 pagesAmidoxime Vanadium U Da Çekiyor SıkıntısıMelike AltayNo ratings yet
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- Stabilizers: Agusta A W139 Maintenance Course Training ManualDocument6 pagesStabilizers: Agusta A W139 Maintenance Course Training ManualNita PuteriNo ratings yet
- How to Compost at Home: A Guide to the BasicsDocument10 pagesHow to Compost at Home: A Guide to the BasicsYeo Choon SengNo ratings yet
- Boq For Ifad Pump Project (Solar System With Drip & Microsprinkler Water Distribution)Document4 pagesBoq For Ifad Pump Project (Solar System With Drip & Microsprinkler Water Distribution)Mr. 420No ratings yet
- Assessment Toolkit: Health InequalitiesDocument30 pagesAssessment Toolkit: Health InequalitiesAlejandro CardonaNo ratings yet
- Thermogravimetric Analysis - TGA: Analyzing & TestingDocument20 pagesThermogravimetric Analysis - TGA: Analyzing & TestingRusitaDessyNo ratings yet
- RMO Orientation AIRMEDDocument130 pagesRMO Orientation AIRMEDqueenartemisNo ratings yet
- Fault Tracing: FMI 3: Checking The Sensor CircuitDocument1 pageFault Tracing: FMI 3: Checking The Sensor Circuituser1No ratings yet
- Experiment # 04: Short-Circuit Test of Single Phase TransformerDocument5 pagesExperiment # 04: Short-Circuit Test of Single Phase TransformerNasir Ali / Lab Engineer, Electrical Engineering DepartmentNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- Transportation Engineering: Theory, Practice, and ModelingFrom EverandTransportation Engineering: Theory, Practice, and ModelingNo ratings yet
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Introducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureFrom EverandIntroducing Structures: A Textbook for Students of Civil and Structural Engineering, Building and ArchitectureRating: 4.5 out of 5 stars4.5/5 (11)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Soil Investigation and Foundation DesignFrom EverandSoil Investigation and Foundation DesignRating: 4.5 out of 5 stars4.5/5 (9)
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet