You might also like
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- L&T Process Ball Valves PDFDocument16 pagesL&T Process Ball Valves PDFUnna MalaiNo ratings yet
- FCA Nozzle Non-Slam Check Valve CatalogueDocument16 pagesFCA Nozzle Non-Slam Check Valve CataloguePatricio AcuñaNo ratings yet
- Needle ValveDocument8 pagesNeedle ValveMuhammad Chilmi100% (1)
- Flange Pipe Support for 4-36Document1 pageFlange Pipe Support for 4-36indeskeyNo ratings yet
- ValveDocument9 pagesValveAdhie_ginthinkNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationswapneel_kulkarniNo ratings yet
- Piping Specifications HarrisDocument27 pagesPiping Specifications Harrisrensieovi100% (2)
- Block and Bleed ValveDocument36 pagesBlock and Bleed ValveTochukwu OnuohaNo ratings yet
- 347 Stainless Steel Class 2500 Piping SpecificationDocument3 pages347 Stainless Steel Class 2500 Piping SpecificationTrevor KanodeNo ratings yet
- Astm A234-A234m-06Document8 pagesAstm A234-A234m-06NadhiraNo ratings yet
- Triple-Offset Butterflyvalves PDFDocument8 pagesTriple-Offset Butterflyvalves PDFDiwakar NigamNo ratings yet
- Standards Scope PDFDocument6 pagesStandards Scope PDFaravindhcamNo ratings yet
- How To Create A Reinforcing Pad in Branch Table PDFDocument1 pageHow To Create A Reinforcing Pad in Branch Table PDFnirgaNo ratings yet
- Product Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeDocument35 pagesProduct Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeRaj DomadiyaNo ratings yet
- VMS PaliDocument61 pagesVMS Palichintan100% (2)
- Oxygen Piping Hazards and Customer Engineering ApproachDocument67 pagesOxygen Piping Hazards and Customer Engineering ApproachKom Nak100% (1)
- Retriever Manual PDFDocument49 pagesRetriever Manual PDFJanneth Herrera FloresNo ratings yet
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- General Notice For AG Piping Layout - TSA - RADocument35 pagesGeneral Notice For AG Piping Layout - TSA - RAkienhg96No ratings yet
- Swagelok Needle ValvesDocument12 pagesSwagelok Needle Valvesnegg 348No ratings yet
- Gas supply pig launcher datasheetDocument9 pagesGas supply pig launcher datasheetOlusayoNo ratings yet
- Understanding Australian Flange Standards and Pressure RatingsDocument6 pagesUnderstanding Australian Flange Standards and Pressure Ratingsharikrishnanpd33270% (1)
- Sec 05100 - Structural SteelDocument10 pagesSec 05100 - Structural Steeltiju2005hereNo ratings yet
- Redflex BrochureDocument24 pagesRedflex BrochuremecarrascogNo ratings yet
- Lista Spec Mss SPDocument4 pagesLista Spec Mss SPginursamadNo ratings yet
- Cast Steel Plug Valve CatalogDocument96 pagesCast Steel Plug Valve CatalogEdinsonNo ratings yet
- PIPING CODES AND STANDARDS GUIDEDocument299 pagesPIPING CODES AND STANDARDS GUIDENaresh Sharma0% (1)
- Why Insulate Pipes: 3 Key Benefits of InsulationDocument13 pagesWhy Insulate Pipes: 3 Key Benefits of InsulationnguyenNo ratings yet
- 316/316L Stainless Steel Spec SheetDocument3 pages316/316L Stainless Steel Spec SheetLinnie McleodNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material ApplicationMuhammadShabbirNo ratings yet
- Engineering Data Chapter Provides Specifications for Valve MaterialsDocument9 pagesEngineering Data Chapter Provides Specifications for Valve MaterialsVu Tung LinhNo ratings yet
- Technical Catalouge PDFDocument41 pagesTechnical Catalouge PDFDhanish KumarNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- MSS SP 6Document6 pagesMSS SP 6d1a9v8i3d100% (1)
- Process Industry Practices PipingDocument5 pagesProcess Industry Practices Pipingabdo samadNo ratings yet
- Universal Y StrainerDocument2 pagesUniversal Y Strainerabdi zakiNo ratings yet
- Foot ValvesDocument4 pagesFoot Valveskingathur26681No ratings yet
- Udhe 2.standardsDocument1 pageUdhe 2.standardsom dhamnikarNo ratings yet
- Valve Company's Floating & Trunnion Ball ValvesDocument15 pagesValve Company's Floating & Trunnion Ball ValvesAlienshowNo ratings yet
- Dimensional & Material Standards For Piping ComponentsDocument3 pagesDimensional & Material Standards For Piping ComponentsaasattiNo ratings yet
- Pipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313Document7 pagesPipe Thickness Calculation Internal Pressure Design Thickness As Per ASME B313mohamed samyNo ratings yet
- SPREADSHEETS SERIES No. 0009S - 2Document4 pagesSPREADSHEETS SERIES No. 0009S - 2Emma DNo ratings yet
- Piston ValveDocument28 pagesPiston ValveDamien BouticourtNo ratings yet
- Stub Ends Ansi b16.9Document1 pageStub Ends Ansi b16.9hisaj4uNo ratings yet
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARNo ratings yet
- NEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-TipsDocument4 pagesNEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-Tipsyundtech974No ratings yet
- Spe 77-105 Gate Globe and Check Valves To Bs 5154Document9 pagesSpe 77-105 Gate Globe and Check Valves To Bs 5154awisakipNo ratings yet
- 01NC0B02Document4 pages01NC0B02raobabar21No ratings yet
- Tubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingDocument16 pagesTubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingsandeshmusaleNo ratings yet
- BFV Butterfly Valve Features and SpecificationsDocument18 pagesBFV Butterfly Valve Features and Specificationsyash100% (1)
- ASD Metal Services Guide to Tubes, Pipes and FittingsDocument8 pagesASD Metal Services Guide to Tubes, Pipes and FittingshaggNo ratings yet
- Charlotte Pipe FittingsDocument68 pagesCharlotte Pipe Fittingsnile_asterNo ratings yet
- Iso 9393 2 2005Document9 pagesIso 9393 2 2005mohanrulesNo ratings yet
- Isometric Layout Drawing Isometric Offsets Calculating Isometric Offsets Isometric Dimensioning & LabelingDocument18 pagesIsometric Layout Drawing Isometric Offsets Calculating Isometric Offsets Isometric Dimensioning & LabelingA K NairNo ratings yet
- Globe Valve: Fundamental of Engineering DataDocument16 pagesGlobe Valve: Fundamental of Engineering Datarieza_fNo ratings yet
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Valves and PipingDocument118 pagesValves and PipingMahdi Daly100% (1)
- Pipes HandbookDocument13 pagesPipes HandbooksauroNo ratings yet
- Lecture Slides For Chapter 2 KIL4016Document6 pagesLecture Slides For Chapter 2 KIL4016EdNo ratings yet
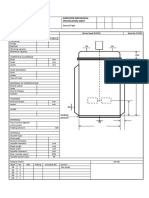
- Simplified Mechanical Specification Sheet SampleDocument2 pagesSimplified Mechanical Specification Sheet SampleEdNo ratings yet
- Class Activity 2 PDFDocument1 pageClass Activity 2 PDFEdNo ratings yet
- Simplified Mechanical Specification Sheet SampleDocument2 pagesSimplified Mechanical Specification Sheet SampleEdNo ratings yet
- Engineering Entrepreneurship Business ProposalDocument20 pagesEngineering Entrepreneurship Business ProposalEdNo ratings yet
- Introduction (KIL4006)Document22 pagesIntroduction (KIL4006)EdNo ratings yet
- Transmisor de Nivel Tipo Radar EmersonDocument192 pagesTransmisor de Nivel Tipo Radar EmersonVRIMSANo ratings yet
- Class Activity 2 PDFDocument1 pageClass Activity 2 PDFEdNo ratings yet
- Homework 2Document1 pageHomework 2EdNo ratings yet
- Crude Oil RefineryDocument13 pagesCrude Oil RefineryEdNo ratings yet
- Chapter 2 - Physical TreatmentDocument44 pagesChapter 2 - Physical TreatmentEdNo ratings yet
- Giving in or Giving UpDocument1 pageGiving in or Giving UpEdNo ratings yet
- Tutorial - Fuzzy Logic PDFDocument1 pageTutorial - Fuzzy Logic PDFEdNo ratings yet
- AI (Intro and Fuzzy)Document27 pagesAI (Intro and Fuzzy)EdNo ratings yet
- KIL3012 - WEEK 1 - 10.9.19 (Student Copy)Document61 pagesKIL3012 - WEEK 1 - 10.9.19 (Student Copy)Ed100% (1)
- Process Synthesis Past Year 16 - 17Document12 pagesProcess Synthesis Past Year 16 - 17EdNo ratings yet
- Development of A Green LAB Process: Alkylation of Benzene With 1-Dodecene Over MordeniteDocument6 pagesDevelopment of A Green LAB Process: Alkylation of Benzene With 1-Dodecene Over MordeniteEdNo ratings yet
- TNTDocument13 pagesTNTEdNo ratings yet
- GIS1012 Lifecycle Nutrition: Water Soluble Vitamin 3Document36 pagesGIS1012 Lifecycle Nutrition: Water Soluble Vitamin 3EdNo ratings yet
- Diet Planning and Food Pyramid GuidelinesDocument23 pagesDiet Planning and Food Pyramid GuidelinesEdNo ratings yet
- T5 GIS1012 CarbohydrateDocument25 pagesT5 GIS1012 CarbohydrateEdNo ratings yet
- KIL 2002 Oleochemicals - 2018Document41 pagesKIL 2002 Oleochemicals - 2018EdNo ratings yet
- EtheneDocument11 pagesEtheneEdNo ratings yet
- Diet Planning and Food Pyramid GuidelinesDocument23 pagesDiet Planning and Food Pyramid GuidelinesEdNo ratings yet
- LN13 GIS1012 LifecycleNutrition 2019Document23 pagesLN13 GIS1012 LifecycleNutrition 2019Ed100% (1)
- LN13 GIS1012 LifecycleNutrition 2019Document23 pagesLN13 GIS1012 LifecycleNutrition 2019Ed100% (1)
- 2018 GIS1012 Minerals Suppl NotesDocument16 pages2018 GIS1012 Minerals Suppl NotesEdNo ratings yet
- Tutorial 1 - Review of ThermodynamicsDocument1 pageTutorial 1 - Review of ThermodynamicsEdNo ratings yet
- Assignment 1 PDFDocument2 pagesAssignment 1 PDFEdNo ratings yet
- SSP 960293 The 2019 Audi A8 Running Gear and Suspension SystemsDocument28 pagesSSP 960293 The 2019 Audi A8 Running Gear and Suspension SystemsAntónio FernandesNo ratings yet
- Scooptram ST 1520 PDFDocument3 pagesScooptram ST 1520 PDFmarcos abalNo ratings yet
- Part #Description Quantity TotalDocument2 pagesPart #Description Quantity TotalsergioNo ratings yet
- PeriodicityDocument6 pagesPeriodicityHadi AlnaherNo ratings yet
- Describe The Structure of Starch and State Which Structural Feature Is Key To The Colour Change in The Iodine Test For StarchDocument9 pagesDescribe The Structure of Starch and State Which Structural Feature Is Key To The Colour Change in The Iodine Test For StarchFelix AlfonsoNo ratings yet
- Management ScienceDocument3 pagesManagement ScienceRevenlie GalapinNo ratings yet
- POLYGENIC INHERITANCE: THE INTERACTIONS BETWEEN MULTIPLE GENESDocument29 pagesPOLYGENIC INHERITANCE: THE INTERACTIONS BETWEEN MULTIPLE GENESAB NaSirNo ratings yet
- Rtts PackerDocument2 pagesRtts Packersaeed65100% (2)
- Splunk Ot Security Solution Technical Guide and DocumentationDocument101 pagesSplunk Ot Security Solution Technical Guide and DocumentationDr. Sanaz TehraniNo ratings yet
- Ot Ce101p 1 Ce151Document6 pagesOt Ce101p 1 Ce151Nikko San QuimioNo ratings yet
- Internal Architecture 8086Document3 pagesInternal Architecture 8086firoz83% (6)
- Report of Training ON Arduino Platform and C ProgrammingDocument12 pagesReport of Training ON Arduino Platform and C Programmingraman Mehta100% (1)
- AngE Solutions EN WEBDocument12 pagesAngE Solutions EN WEBSayed El-MaadawyNo ratings yet
- Proselect Psts21np and Psts11np Installation ManualDocument1 pageProselect Psts21np and Psts11np Installation ManualRyan Murray33% (6)
- Structural Stability and Design Course OverviewDocument16 pagesStructural Stability and Design Course OverviewMarinos GiannoukakisNo ratings yet
- Aiats Practise Test-1Document46 pagesAiats Practise Test-1Arunanshu Pal75% (4)
- Basic Calculus 3rd DTDocument6 pagesBasic Calculus 3rd DTGrazeNo ratings yet
- Calculus and Analytical GeometryDocument8 pagesCalculus and Analytical Geometrynep llNo ratings yet
- SBPM Testing in Bothkennar Clay Structure EffectsDocument8 pagesSBPM Testing in Bothkennar Clay Structure Effectssgaluf5No ratings yet
- Features Supported by The Editions of SQL Server 2012Document25 pagesFeatures Supported by The Editions of SQL Server 2012Sinoj AsNo ratings yet
- Yokogawa CVP - Old.Document11 pagesYokogawa CVP - Old.Karthikeya Rao KNo ratings yet
- Spract 4Document24 pagesSpract 4Jennifer SmithNo ratings yet
- 3.01.01 - Acetaldehyde Determination by Enzymatic AnalysisDocument9 pages3.01.01 - Acetaldehyde Determination by Enzymatic AnalysisRiyanNo ratings yet
- IELTS Academic ReadingDocument11 pagesIELTS Academic Readingericbatty50% (2)
- Field Installation HandbookDocument88 pagesField Installation HandbookRamiro RamirezNo ratings yet
- ALEJDocument6 pagesALEJAlejandro OdinNo ratings yet
- Bsme 1 3 G1 E3Document12 pagesBsme 1 3 G1 E3Daniel ParungaoNo ratings yet
- Jurnalratna Haryo Soni2016Document14 pagesJurnalratna Haryo Soni2016hafizhmmNo ratings yet
- Q Miii NotesDocument63 pagesQ Miii NotesJumar CadondonNo ratings yet