You might also like
- Practical Data Acquisition for Instrumentation and Control SystemsFrom EverandPractical Data Acquisition for Instrumentation and Control SystemsNo ratings yet
- Design of Remote Monitoring and Control System With Automatic Irrigation System Using GSM-BluetoothDocument8 pagesDesign of Remote Monitoring and Control System With Automatic Irrigation System Using GSM-BluetoothglezzyNo ratings yet
- 998-22181765 IPC Whitepaper GMA 8.5x11 PDFDocument6 pages998-22181765 IPC Whitepaper GMA 8.5x11 PDFSultan SaifNo ratings yet
- Funds of Distributed Control Systems PDFDocument55 pagesFunds of Distributed Control Systems PDFhussamengNo ratings yet
- Jsir 68 (10) 858-860Document3 pagesJsir 68 (10) 858-860Mohamed BelaounNo ratings yet
- RTI Datasheet 20009 Oil-Gas V10 Web 0718Document2 pagesRTI Datasheet 20009 Oil-Gas V10 Web 0718Flávio FalcaoNo ratings yet
- Why Go Digital White Paper GEA-32016Document5 pagesWhy Go Digital White Paper GEA-32016Rayhan AlghifariNo ratings yet
- Distributed Control Systems (DCS) : An Overview: Abstract: This Paper Introduces Different DCS System and TheirDocument4 pagesDistributed Control Systems (DCS) : An Overview: Abstract: This Paper Introduces Different DCS System and Theirbm_parekh_engiNo ratings yet
- Why Go Digital White Paper GEA-32016Document5 pagesWhy Go Digital White Paper GEA-32016Fabio ThomazNo ratings yet
- The Efficacy and Challenges of SCADA and Smart Grid IntegrationDocument8 pagesThe Efficacy and Challenges of SCADA and Smart Grid Integrationgawe bitaNo ratings yet
- DCS FinalDocument46 pagesDCS FinalShivesh SinghNo ratings yet
- IEC News LetterDocument15 pagesIEC News LetterSanjay SoniNo ratings yet
- Multi-Sensor Configurable Platform For Automotive ApplicationsDocument2 pagesMulti-Sensor Configurable Platform For Automotive ApplicationsDiego SalesNo ratings yet
- Things of InternetDocument5 pagesThings of InternetshahidNo ratings yet
- Internet of Things For Industrial Monitoring and Control Applications PDFDocument5 pagesInternet of Things For Industrial Monitoring and Control Applications PDFKrishna ReddyNo ratings yet
- PIN ControlEdgePLC R172Document8 pagesPIN ControlEdgePLC R172MOKHTAR AmineNo ratings yet
- SmartCabinet ECO Brochure 2020Document8 pagesSmartCabinet ECO Brochure 2020Leo James AbaloyanNo ratings yet
- IoT-Enabled Distributed Data Processing For Precision AgricultureDocument6 pagesIoT-Enabled Distributed Data Processing For Precision AgriculturebalzofayeNo ratings yet
- RS-485/MODBUS based building automation LabVIEW projectDocument6 pagesRS-485/MODBUS based building automation LabVIEW projectSusyana SripNo ratings yet
- New, Manufacturer-Independent IO-Link Interface For The Intelligent Process AutomationDocument7 pagesNew, Manufacturer-Independent IO-Link Interface For The Intelligent Process AutomationVanbeverNo ratings yet
- 9th-Distribution Substation AutomationDocument4 pages9th-Distribution Substation AutomationNguyễn Tiến PhướcNo ratings yet
- AuditingDocument8 pagesAuditingIamchyNo ratings yet
- Integrate HMI PLCDocument8 pagesIntegrate HMI PLCminorona2409No ratings yet
- Power System Automation: Eminar EportDocument16 pagesPower System Automation: Eminar EportAnurajNo ratings yet
- IoT-Based Approach for Load Monitoring and Activity Recognition in Smart HomesDocument15 pagesIoT-Based Approach for Load Monitoring and Activity Recognition in Smart Homes21-5T5 HindhujaNo ratings yet
- Wireless Well Completions ScandOil December 2017Document3 pagesWireless Well Completions ScandOil December 2017RaamNo ratings yet
- White Paper: Sensors For Industrial IotDocument13 pagesWhite Paper: Sensors For Industrial IotsunilNo ratings yet
- Subject (Reg87) - Distributed Control SystemsDocument7 pagesSubject (Reg87) - Distributed Control SystemssorrowarNo ratings yet
- What Is Distributed Control System (DCS) - DCS (Distributed Control Systems) - Industrial Automation, PLC Programming, Scada & Pid Control System PDFDocument3 pagesWhat Is Distributed Control System (DCS) - DCS (Distributed Control Systems) - Industrial Automation, PLC Programming, Scada & Pid Control System PDFHenry Rodriguez100% (1)
- S9 Paper OpcionalDocument6 pagesS9 Paper OpcionalCarlos Martín González NúñezNo ratings yet
- DeltaV Overview (2009)Document12 pagesDeltaV Overview (2009)ChristianVillagranNo ratings yet
- Embedded System Paper Document IJERTCONV6IS14012Document2 pagesEmbedded System Paper Document IJERTCONV6IS14012Usha ParmarNo ratings yet
- WSN ForestryDocument4 pagesWSN ForestryCristian Fabian Lopez MedinaNo ratings yet
- OrigamiDocument14 pagesOrigamiSarthak GoyalNo ratings yet
- Automatic Filling Management System For Industries Saubhagya Tandon, Shreya Srivastava, Sandeep Pal Srji Vol 3 Issue 2 Year 2014Document6 pagesAutomatic Filling Management System For Industries Saubhagya Tandon, Shreya Srivastava, Sandeep Pal Srji Vol 3 Issue 2 Year 2014Dr. Krishna N. SharmaNo ratings yet
- Enhancement of Multi Loop Level Control With Optimized Ratio and Split Range Controller Using DCS PCS7Document5 pagesEnhancement of Multi Loop Level Control With Optimized Ratio and Split Range Controller Using DCS PCS7gauravjuyal1988No ratings yet
- Monitoring Smart GridDocument8 pagesMonitoring Smart GridBala KrishnaNo ratings yet
- Fundamentals of DCS: Digital Automation SystemsDocument93 pagesFundamentals of DCS: Digital Automation SystemsSRINKAL199967% (6)
- Embedded Web Technology: Adding A New Dimension To Protection and ControlDocument4 pagesEmbedded Web Technology: Adding A New Dimension To Protection and ControlBata ZivanovicNo ratings yet
- DAT PowerControl ENDocument4 pagesDAT PowerControl ENPedro Velozo100% (1)
- Digital Twin Enabled SmartDocument8 pagesDigital Twin Enabled SmartaminNo ratings yet
- Beckhoff Process IndustryDocument32 pagesBeckhoff Process IndustryNurdeny PribadiNo ratings yet
- Design and Implementation of Web Based Remote Supervisory Control and Information SystemDocument9 pagesDesign and Implementation of Web Based Remote Supervisory Control and Information SystemChandrashekar ReddyNo ratings yet
- Geo SCADA Brochure TBULM01028 V5 LetterDocument8 pagesGeo SCADA Brochure TBULM01028 V5 LetterMohamed SaidNo ratings yet
- Introduction To Fieldbuses For Process Control: Jonas BergeDocument40 pagesIntroduction To Fieldbuses For Process Control: Jonas BergeGonzalo Matias Monsalve MorenoNo ratings yet
- Link PLC To Lims - TmoDocument3 pagesLink PLC To Lims - TmoKan Sang MokNo ratings yet
- Web Monitoring System and Gateway For Serial Communication PLCDocument6 pagesWeb Monitoring System and Gateway For Serial Communication PLCMastang TanraNo ratings yet
- New Technologies For Electric Power Distribution SystemsDocument6 pagesNew Technologies For Electric Power Distribution SystemsmeraatNo ratings yet
- Cyber-Physical Control and Virtual InstrumentationDocument9 pagesCyber-Physical Control and Virtual InstrumentationSunidhi AdigaNo ratings yet
- Cpi Datacenter Signature BrochureDocument8 pagesCpi Datacenter Signature BrochureChandrashekar N.k.No ratings yet
- Smart Rack Controller: Sensor Management SolutionDocument4 pagesSmart Rack Controller: Sensor Management SolutionAzmey Azyz PratamaNo ratings yet
- Application of Scada in Modeling of Power Distribution Systems and Induction MotorDocument6 pagesApplication of Scada in Modeling of Power Distribution Systems and Induction MotorYamuna ShivprasadNo ratings yet
- Background To SCADA: 1.1 Introduction and Brief History of SCADADocument9 pagesBackground To SCADA: 1.1 Introduction and Brief History of SCADAAhmedNo ratings yet
- Un Ecosistema de Big Data de Fabricación Global paraDocument10 pagesUn Ecosistema de Big Data de Fabricación Global paraAiiditha Tkm MedinaNo ratings yet
- Electronic Industry SolutionsDocument72 pagesElectronic Industry SolutionsLidia LOPEZ / CALVEKNo ratings yet
- Rack Power Distribution BrochureDocument14 pagesRack Power Distribution BrochureJoao Stuard Herrera QuerevalúNo ratings yet
- 174 1498633758 - 28-06-2017 PDFDocument4 pages174 1498633758 - 28-06-2017 PDFEditor IJRITCCNo ratings yet
- Embedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingFrom EverandEmbedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingNo ratings yet
- Safe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsFrom EverandSafe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsNo ratings yet
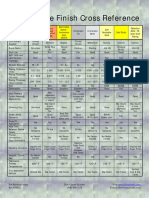
- Surface Finish Cross ReferenceDocument1 pageSurface Finish Cross ReferencemarcalpiNo ratings yet
- Flange Comparison Chart: Pipeline Solutions For The Water, Gas, Oil, and Petrochemical IndustriesDocument2 pagesFlange Comparison Chart: Pipeline Solutions For The Water, Gas, Oil, and Petrochemical IndustriesmarcalpiNo ratings yet
- Galvanic Dissimilar Metal Corrosion PDFDocument2 pagesGalvanic Dissimilar Metal Corrosion PDFmarcalpiNo ratings yet
- Actual, Normal and Standard ConditionsDocument3 pagesActual, Normal and Standard ConditionsmarcalpiNo ratings yet
- Pipe Sizing ChartDocument1 pagePipe Sizing ChartLeaphea KhNo ratings yet
- PEEK Chemical ResistanceDocument4 pagesPEEK Chemical ResistancemarcalpiNo ratings yet
- Chemical Resistance Guide For Valves and Fittings PDFDocument2 pagesChemical Resistance Guide For Valves and Fittings PDFmarcalpiNo ratings yet
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- Practical 5 Welding and Welding SymbolsDocument5 pagesPractical 5 Welding and Welding Symbolsmechman03No ratings yet
- Chemical Resistance Guide For Valves and Fittings PDFDocument2 pagesChemical Resistance Guide For Valves and Fittings PDFmarcalpiNo ratings yet
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- Chemical Resistance GuideDocument32 pagesChemical Resistance GuidevsvineeshNo ratings yet
- Fundamentals of Orifice Measurement 209KB PDFDocument18 pagesFundamentals of Orifice Measurement 209KB PDFmasimeriseNo ratings yet
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- WIKA Pressure Gauge Hand BookDocument436 pagesWIKA Pressure Gauge Hand BookSugumar Panneer SelvamNo ratings yet
- Basics of Thermal Mass Flow ControlDocument6 pagesBasics of Thermal Mass Flow ControlmarcalpiNo ratings yet
- A Basic Design Guide for Clean Room ApplicationsDocument62 pagesA Basic Design Guide for Clean Room Applicationscaporegime01100% (2)
- What Is The True Cost of Static PressureDocument8 pagesWhat Is The True Cost of Static PressuremarcalpiNo ratings yet
- Basics of CoriolisDocument4 pagesBasics of CoriolismarcalpiNo ratings yet
- The Design of Safe Chemical ProcessesDocument2 pagesThe Design of Safe Chemical ProcessesmarcalpiNo ratings yet
- Chemical and Pharmaceutical Sight Glass - Application HandbookDocument24 pagesChemical and Pharmaceutical Sight Glass - Application HandbookUtilities2No ratings yet
- Machine Vision Introduction2 2 WebDocument56 pagesMachine Vision Introduction2 2 WebKamesh WaranathNo ratings yet
- CleanRoom TechnologyDocument109 pagesCleanRoom TechnologysarathsreekumarNo ratings yet
- Cleanroom DesignDocument12 pagesCleanroom Designthawitchai100% (1)
- Machine Vision GuideDocument12 pagesMachine Vision GuidemarcalpiNo ratings yet
- Best practices for optimizing compressed air systemsDocument28 pagesBest practices for optimizing compressed air systemsfestradavNo ratings yet
- The Green Book (Hvac) - EbtronDocument36 pagesThe Green Book (Hvac) - EbtronmarcalpiNo ratings yet
- EI Regulator Station Handbook TDC UKDocument32 pagesEI Regulator Station Handbook TDC UKupesddn2010No ratings yet
- Danfoss Refrigeration Basics - ESSENTIALDocument24 pagesDanfoss Refrigeration Basics - ESSENTIALGeorge Mavromatidis100% (1)
- ACIC - The Professional Criminal Intelligence PractitionerDocument15 pagesACIC - The Professional Criminal Intelligence PractitionerWendell Miles De ArmasNo ratings yet
- Name: NIMDocument4 pagesName: NIMtiara elssaNo ratings yet
- The Impact of New Normal To The Gadget Store OwnersDocument28 pagesThe Impact of New Normal To The Gadget Store OwnersKatricia Elaine VillanuevaNo ratings yet
- Aits Syllabus - 2018-19 Final ..-1Document4 pagesAits Syllabus - 2018-19 Final ..-1DrNaresh SahuNo ratings yet
- Redevelopment of Machhabhaudi, Dharan, Sunsari: Project ProposalDocument10 pagesRedevelopment of Machhabhaudi, Dharan, Sunsari: Project Proposaldiwas baralNo ratings yet
- Malaysian Online Journal of Educational Sciences: JANUARY 2021, 9Document19 pagesMalaysian Online Journal of Educational Sciences: JANUARY 2021, 9guanyitorNo ratings yet
- Map Work: Types of MapsDocument18 pagesMap Work: Types of Mapshussain korirNo ratings yet
- Statim 5000Document2 pagesStatim 5000Alexandra JanicNo ratings yet
- Understanding Faults and EarthquakesDocument8 pagesUnderstanding Faults and EarthquakesJerome CastilloNo ratings yet
- Biomechanical Considerations For The Restoration of Endodontically Treated TeethDocument13 pagesBiomechanical Considerations For The Restoration of Endodontically Treated TeethSoraya BouchammaNo ratings yet
- Lecture 2Document15 pagesLecture 2ZUHAL TUGRULNo ratings yet
- WLP G10 Q1 W1 LithosphereFatalla PDFDocument4 pagesWLP G10 Q1 W1 LithosphereFatalla PDFJoanne TalingeNo ratings yet
- (Haus & Melcher) Electromagnetic Fields and EnergyDocument863 pages(Haus & Melcher) Electromagnetic Fields and EnergyFlavio AbreuNo ratings yet
- STATISTIC AND PROBABILITY 1ST QUARTER EXAM - SourceDocument72 pagesSTATISTIC AND PROBABILITY 1ST QUARTER EXAM - SourceAmanda Dinah RamilNo ratings yet
- C031 Management Accounting Practices in Non-Profit Religious Organization A Case Study in Lembaga Zakat Selangor (LZS)Document12 pagesC031 Management Accounting Practices in Non-Profit Religious Organization A Case Study in Lembaga Zakat Selangor (LZS)Kiki NikeNo ratings yet
- ABB TZIDC CatalogueDocument32 pagesABB TZIDC CataloguesizmaruNo ratings yet
- MET 2017 Child and AdolDocument193 pagesMET 2017 Child and AdolFerlyn Serio AguilarNo ratings yet
- Collaborative Inter Agency Coordination SkillsDocument10 pagesCollaborative Inter Agency Coordination SkillsMark AngihanNo ratings yet
- Branches of Forensic ScienceDocument4 pagesBranches of Forensic ScienceIan owisoNo ratings yet
- Major Test 01 7th PDFDocument4 pagesMajor Test 01 7th PDFKids robotics TeamNo ratings yet
- Presentation On Ar. Sanjay PuriDocument15 pagesPresentation On Ar. Sanjay PuriAAYASHREE SHRESTHANo ratings yet
- Promotion and TransferDocument8 pagesPromotion and Transfermdimransram95No ratings yet
- MTB DLL Week 5-GinaDocument7 pagesMTB DLL Week 5-GinaJANENo ratings yet
- Requirements for palm oil mills MSPO certificationDocument1 pageRequirements for palm oil mills MSPO certificationNazimuddin Abdul Basir100% (1)
- De Thi Thu Vao Lop 10 Mon Tieng Anh Nam Hoc 2016 2017 Phong GD DT Vinh Tuong Vinh Phuc Lan 1Document7 pagesDe Thi Thu Vao Lop 10 Mon Tieng Anh Nam Hoc 2016 2017 Phong GD DT Vinh Tuong Vinh Phuc Lan 1Trà My NgôNo ratings yet
- MAE101 CAL V1 Chapter 2 LimitsDocument46 pagesMAE101 CAL V1 Chapter 2 LimitsHuynh Hoang Ty (K18 CT)No ratings yet
- Catalogo General MAGPOWRDocument16 pagesCatalogo General MAGPOWRananda.slp.admonNo ratings yet
- Berrcom JXB-178 Non-Contact Infrared Digital Thermometer Quick Start GuideDocument1 pageBerrcom JXB-178 Non-Contact Infrared Digital Thermometer Quick Start GuidehhhhNo ratings yet
- Vision IAS Notes List of BookletsDocument1 pageVision IAS Notes List of BookletsBhavya KohliNo ratings yet
- 02 WholeDocument155 pages02 WholeTayeb CheliremNo ratings yet