You might also like
- MonevaDocument15 pagesMonevaKurt Lester Moneva100% (1)
- DM Plant Design CalculationDocument10 pagesDM Plant Design CalculationLutfur RahmanNo ratings yet
- Design of Flash Mixer at Kurawar - 1ADocument13 pagesDesign of Flash Mixer at Kurawar - 1AAnonymous RREG0QJWNo ratings yet
- Impeller Design For Mixing of SuspensionsDocument16 pagesImpeller Design For Mixing of SuspensionsFaycel OuerdienNo ratings yet
- DM Water Plant by MandeepDocument37 pagesDM Water Plant by MandeepMandeepNarwalNo ratings yet
- 1 s2.0 S0263876203723685 Main PDFDocument40 pages1 s2.0 S0263876203723685 Main PDFrishikeshmandawadNo ratings yet
- Design of Packed Column (3q Sy2010-11)Document65 pagesDesign of Packed Column (3q Sy2010-11)Lin Xian XingNo ratings yet
- Design of Trash RackDocument9 pagesDesign of Trash RackManmohit Singh50% (2)
- HRSG Chemical Dosing SystemDocument21 pagesHRSG Chemical Dosing SystemSCE CCGT3No ratings yet
- 23 22 13 Steam and Condensate PipingDocument15 pages23 22 13 Steam and Condensate PipingchabibNo ratings yet
- Static MixerDocument11 pagesStatic MixerDrFatema Hussain100% (1)
- DMF Media PDFDocument5 pagesDMF Media PDFTanmoy PaulNo ratings yet
- Ion Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Document43 pagesIon Exchange Design - Hand Calculation: Brian Windsor (Purolite International LTD)Octiva100% (4)
- Agitated Thin Film Dryer ClaculationDocument12 pagesAgitated Thin Film Dryer ClaculationakaashNo ratings yet
- Process Equipment DesignDocument29 pagesProcess Equipment Designt_prithvi0% (1)
- 13 - Instrumentation & ControlDocument11 pages13 - Instrumentation & ControlNoman AslamNo ratings yet
- CHE 503 Agitation LiquidsDocument33 pagesCHE 503 Agitation LiquidsNurtasha Atikah100% (1)
- 08 - 2 Phase SeparatorDocument21 pages08 - 2 Phase SeparatorNoman AslamNo ratings yet
- Dosing Pump - LimeDocument2 pagesDosing Pump - LimemeisamNo ratings yet
- 7-7 Static or Motionless Mixing EquipmentDocument8 pages7-7 Static or Motionless Mixing EquipmentCamila rosasNo ratings yet
- Steps To Design RO SystemDocument5 pagesSteps To Design RO SystemBiljana TausanovicNo ratings yet
- pp57-65 MS06Document9 pagespp57-65 MS06vikaskatheriaNo ratings yet
- Impeller Design DataDocument6 pagesImpeller Design Datanilesh67No ratings yet
- Chapter 6-Agitated LiquidDocument48 pagesChapter 6-Agitated LiquidAhmad SiddiqNo ratings yet
- Lectuer-11 EvaporatorDocument41 pagesLectuer-11 EvaporatorAurenio RibeiroNo ratings yet
- The Design of Pipe Systems and Pumps 30-9-2017Document41 pagesThe Design of Pipe Systems and Pumps 30-9-2017ibrahimawad06No ratings yet
- Tpi and CpiDocument9 pagesTpi and Cpitelugukhan13No ratings yet
- DM Plant CulationDocument2 pagesDM Plant CulationMukesh KumarNo ratings yet
- Frosco Grease InterceptorDocument39 pagesFrosco Grease InterceptorSopi Labu100% (2)
- 14 AgitatorDocument51 pages14 AgitatorHarshil ParmarNo ratings yet
- 7.5 KLHR MEE Offer (5%)Document10 pages7.5 KLHR MEE Offer (5%)kezaihrajNo ratings yet
- Reactors Ppt4Document55 pagesReactors Ppt4DanishNo ratings yet
- Ecolutia - Proteus Fact Sheet PDFDocument2 pagesEcolutia - Proteus Fact Sheet PDFJoselito CortesNo ratings yet
- Static MixersDocument11 pagesStatic MixersAyad Ali100% (1)
- 05 - Energy BalanceDocument28 pages05 - Energy BalanceNoman AslamNo ratings yet
- Agitation and Mixing of Liquids: Agitation. It Refers To The Induced Motion of ADocument36 pagesAgitation and Mixing of Liquids: Agitation. It Refers To The Induced Motion of ASidra LiaquatNo ratings yet
- Chemical Dosing PumpDocument7 pagesChemical Dosing PumpetmvmartNo ratings yet
- Tube Settlers CatalogueDocument10 pagesTube Settlers CatalogueIlu Singh100% (1)
- DM PlantDocument8 pagesDM PlantSandeep TanwarNo ratings yet
- Coagulant-Flocculant Operator Handbook PDFDocument7 pagesCoagulant-Flocculant Operator Handbook PDFGeorge Van BommelNo ratings yet
- Static MixersDocument12 pagesStatic MixersCal100% (1)
- Agitaionandmixing 160117143824 PDFDocument30 pagesAgitaionandmixing 160117143824 PDFMESCIA EngineersNo ratings yet
- Standard Static Mixers - Brochure PDFDocument11 pagesStandard Static Mixers - Brochure PDFdendyNo ratings yet
- Handover Document - Yaden KatunayakeDocument39 pagesHandover Document - Yaden KatunayakeUTY ENGNo ratings yet
- Depressuring & BDVDocument9 pagesDepressuring & BDVAmir Ali Haddadi100% (1)
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Brine Efficiency of SoftenersDocument4 pagesBrine Efficiency of SoftenerswatersoftenerNo ratings yet
- Demineralized Water Treatment SystemDocument44 pagesDemineralized Water Treatment Systemshaiera100% (1)
- Static MixerDocument8 pagesStatic MixerEric ToroNo ratings yet
- Kenics Static MixersDocument12 pagesKenics Static MixersApelis Jose Mercado PeñalozaNo ratings yet
- Engineering Solutions: Kolmetz Handbook of Process Equipment Design Static Mixer Selection, Sizing and TroubleshootingDocument23 pagesEngineering Solutions: Kolmetz Handbook of Process Equipment Design Static Mixer Selection, Sizing and TroubleshootingVishal SalveNo ratings yet
- AKSA EGYPT 150CMD Well SourceDocument9 pagesAKSA EGYPT 150CMD Well SourceAquasoul CoNo ratings yet
- VV Important 4 Krofta ADTDocument2 pagesVV Important 4 Krofta ADTBhaskar BethiNo ratings yet
- Hitachi S-4700 InstructionsDocument19 pagesHitachi S-4700 InstructionssuperheoNo ratings yet
- Static MixerDocument2 pagesStatic Mixerjemakl1568No ratings yet
- Reverse Osmosis Membrane Design CalculatorDocument2 pagesReverse Osmosis Membrane Design Calculatorjobya_4No ratings yet
- CWC TrainingDocument58 pagesCWC Trainingbalaji3110100% (1)
- Dow Membrane CleaningDocument2 pagesDow Membrane CleaningDonatas Bertasius100% (1)
- Static Mixers Waste & WaterDocument3 pagesStatic Mixers Waste & WaterIsmael KhalilNo ratings yet
- PHE As CondensersDocument50 pagesPHE As CondensersHelga Ines BenzNo ratings yet
- A4 Desuperheater PDFDocument6 pagesA4 Desuperheater PDF련서긔No ratings yet
- Anaerobic Sludge Activity TestDocument4 pagesAnaerobic Sludge Activity Testkiran ponuguapti100% (1)
- 20tips Purchasing Bio ReactorDocument8 pages20tips Purchasing Bio Reactorglq223No ratings yet
- Rev: 00, Rev Date: 01/02/12 Doc No: TPCL/O&M/SVPL/OPR/SOP/BOL01 Boiler PreservationDocument4 pagesRev: 00, Rev Date: 01/02/12 Doc No: TPCL/O&M/SVPL/OPR/SOP/BOL01 Boiler PreservationMurthy VvnNo ratings yet
- Column Tray Design PDFDocument9 pagesColumn Tray Design PDFSankitNo ratings yet
- DM Water CostingDocument1 pageDM Water CostingRaja ManiNo ratings yet
- PD2055E1 MEP Multi Effect Plate DistillerDocument4 pagesPD2055E1 MEP Multi Effect Plate Distillergochi bestNo ratings yet
- Static Mixer - Kenics-Employ-Static-Mixers-For-Process-IntensificationDocument8 pagesStatic Mixer - Kenics-Employ-Static-Mixers-For-Process-IntensificationkishorNo ratings yet
- Jazz Cash: How To Use?Document1 pageJazz Cash: How To Use?Noman AslamNo ratings yet
- Plate & Frame Heat Exchanger: (SI Units)Document10 pagesPlate & Frame Heat Exchanger: (SI Units)Noman AslamNo ratings yet
- EIA M A: OF Aleic NhydrideDocument7 pagesEIA M A: OF Aleic NhydrideNoman AslamNo ratings yet
- Series & Parallel ArrangementDocument12 pagesSeries & Parallel ArrangementNoman AslamNo ratings yet
- Ibliography: Patrick G. GauneDocument2 pagesIbliography: Patrick G. GauneNoman AslamNo ratings yet
- EAT Ntegration: 11.1.1 Pinch TechnologyDocument8 pagesEAT Ntegration: 11.1.1 Pinch TechnologyNoman AslamNo ratings yet
- Appendix A: Figures Used in Absorption Column DesignDocument17 pagesAppendix A: Figures Used in Absorption Column DesignNoman AslamNo ratings yet
- Physics of Solids: WWW PhycityDocument6 pagesPhysics of Solids: WWW PhycityNoman AslamNo ratings yet
- 12 HazopDocument6 pages12 HazopNoman AslamNo ratings yet
- Chapter 03:motion and Force Punjab Text Book Board, LahoreDocument15 pagesChapter 03:motion and Force Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- Ntroduction: Chapter No. 1Document11 pagesNtroduction: Chapter No. 1Noman AslamNo ratings yet
- Rocess Escription: 3.1 Reactor (PFR-100)Document2 pagesRocess Escription: 3.1 Reactor (PFR-100)Noman AslamNo ratings yet
- Chapter 04:work and Energy Punjab Text Book Board LahoreDocument5 pagesChapter 04:work and Energy Punjab Text Book Board LahoreNoman AslamNo ratings yet
- Chapter 13:current Electricity HSSC IiDocument6 pagesChapter 13:current Electricity HSSC IiNoman AslamNo ratings yet
- Chapter 06:fluid Dynamics Punjab Text Book Board, LahoreDocument8 pagesChapter 06:fluid Dynamics Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- fsc2 Numericals Chap15 PDFDocument11 pagesfsc2 Numericals Chap15 PDFNoman AslamNo ratings yet
- fsc2 Numericals Chap18Document3 pagesfsc2 Numericals Chap18Noman AslamNo ratings yet
- Chapter 12:electrostatics HSSC IiDocument11 pagesChapter 12:electrostatics HSSC IiNoman AslamNo ratings yet
- EAT Xchanger Esign: 7.1.1 Basic Principle of Heat ExchangersDocument31 pagesEAT Xchanger Esign: 7.1.1 Basic Principle of Heat ExchangersNoman Aslam100% (1)
- 09 - Gas Absorber DesidnDocument19 pages09 - Gas Absorber DesidnNoman AslamNo ratings yet
- Chapter 14: Electromagnetism HSSC IiDocument7 pagesChapter 14: Electromagnetism HSSC IiNoman AslamNo ratings yet
- 11.1 Instrumentation and Control ObjectivesDocument3 pages11.1 Instrumentation and Control ObjectivesNoman AslamNo ratings yet
- Aterial Alance: 4.1 Preliminary CalculationsDocument18 pagesAterial Alance: 4.1 Preliminary CalculationsNoman AslamNo ratings yet
- 12 Hazop Study: 12.1 Potential Hazards and Operatibility ProblemsDocument6 pages12 Hazop Study: 12.1 Potential Hazards and Operatibility ProblemsNoman AslamNo ratings yet
- 5.1 Feed Analysis: 5 Physical Properties EstimationDocument7 pages5.1 Feed Analysis: 5 Physical Properties EstimationNoman AslamNo ratings yet
- 9.1 Overview: 9 Wiped Film EvaporatorDocument12 pages9.1 Overview: 9 Wiped Film EvaporatorNoman AslamNo ratings yet
- Soil-I Dip 5th Chapter 3Document126 pagesSoil-I Dip 5th Chapter 3Sourabh SrivastavaNo ratings yet
- ARO 66625X 66627X 2 Inch Metallic Diaphragm Pump DatasheetDocument2 pagesARO 66625X 66627X 2 Inch Metallic Diaphragm Pump Datasheetmohamed musaNo ratings yet
- J.apenergy.2008.08.019) Cheng Yang Zeliang Yang Ruixian Cai - Analytical Method For Evaluation of Gas Turbine Inlet Air Cooling in Combined CyclDocument9 pagesJ.apenergy.2008.08.019) Cheng Yang Zeliang Yang Ruixian Cai - Analytical Method For Evaluation of Gas Turbine Inlet Air Cooling in Combined CyclidigitiNo ratings yet
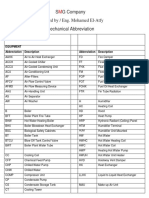
- Prepared by / Eng. Mohamed El-Atfy: S G CompanyDocument4 pagesPrepared by / Eng. Mohamed El-Atfy: S G CompanyRolandNo ratings yet
- UES - Weld Bending Stress CalculationDocument3 pagesUES - Weld Bending Stress CalculationsridharNo ratings yet
- Etabs NoteDocument2 pagesEtabs NotePerunding Ecoreka (Wahida)No ratings yet
- Design Consideration of Ladder Chassis Frame For Hyundai TruckDocument12 pagesDesign Consideration of Ladder Chassis Frame For Hyundai TruckWatt Pauk LayNo ratings yet
- Introuction To SolidificationDocument38 pagesIntrouction To SolidificationNAGARAJUNo ratings yet
- Lec 5.1+5.2Document5 pagesLec 5.1+5.2Samawat AhsanNo ratings yet
- Drying ExamplesDocument6 pagesDrying ExamplesIsabelNo ratings yet
- ThesisDocument7 pagesThesisSyed Sher AfganNo ratings yet
- Joule's Apparatus IPDocument31 pagesJoule's Apparatus IP--MsKahokoHino--No ratings yet
- TutorialDocument3 pagesTutorialPaartiban PaneerselvamNo ratings yet
- Tm4112 - 5 One-Dimensional 1phaseDocument17 pagesTm4112 - 5 One-Dimensional 1phaseRay YudaNo ratings yet
- CE6501 Structural Analysis IDocument17 pagesCE6501 Structural Analysis IshubhamNo ratings yet
- 1.ramjet EngineDocument15 pages1.ramjet EngineWaleedNo ratings yet
- 50 Heat and TemperatureDocument3 pages50 Heat and TemperatureS'chneider AgudeloNo ratings yet
- Revised PPT For Online Lecture 5 HVAC-IntroductionDocument14 pagesRevised PPT For Online Lecture 5 HVAC-IntroductionAmey DeshmukhNo ratings yet
- Hidria Air Handling Units 2013 Eng Web 2 PDFDocument44 pagesHidria Air Handling Units 2013 Eng Web 2 PDFdiagnoz7auto7carsvanNo ratings yet
- Thermal Design of Shell & Tube Type Heat Exchangers (HTFS)Document57 pagesThermal Design of Shell & Tube Type Heat Exchangers (HTFS)Muhammad NaeemNo ratings yet
- Intrusion de AguaDocument4 pagesIntrusion de AguaLimbert Quispe CasablancaNo ratings yet
- Exercises Lecture 2: The Standard AtmosphereDocument5 pagesExercises Lecture 2: The Standard AtmosphereJosé A. Montiel QuirósNo ratings yet
- Eigen 16Document4 pagesEigen 16Essenam GOLINo ratings yet
- Turbine Vs OrificeDocument107 pagesTurbine Vs OrificePurwanto NugrohoNo ratings yet
- 3.W-ch 3-Static FailureDocument139 pages3.W-ch 3-Static FailureErcan TokerNo ratings yet