
PharmaEng CreamProduction PDF
PharmaEng CreamProduction PDF
You might also like
- A Guide To Blend Uniformity: Overview of Blending Process and EquipmentDocument6 pagesA Guide To Blend Uniformity: Overview of Blending Process and Equipmentmailtorubal2573100% (1)
- Line Balancing Theory of ConstraintsDocument3 pagesLine Balancing Theory of Constraintsmonti_1234No ratings yet
- Design of Aseptic Process SimulationDocument5 pagesDesign of Aseptic Process SimulationFranck BureNo ratings yet
- Manufactura CelularDocument10 pagesManufactura CelularLizbeth Lima HanccoNo ratings yet
- Scale-Up of Chemical Engineering Process: Prof H R ShahDocument27 pagesScale-Up of Chemical Engineering Process: Prof H R Shahatgtegtrhrh100% (1)
- Main Index Installation, Operation and Maintenance Manual: 1.0 Index Reverse Osmosis SystemDocument142 pagesMain Index Installation, Operation and Maintenance Manual: 1.0 Index Reverse Osmosis SystemMile InriNo ratings yet
- Operations Research Perspectives: SciencedirectDocument10 pagesOperations Research Perspectives: Sciencedirectwilmervh.iNo ratings yet
- BioPharm - Scale Down - Upstream PDFDocument9 pagesBioPharm - Scale Down - Upstream PDFGeetanjali HubliNo ratings yet
- 2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesDocument8 pages2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesHubert BonamisNo ratings yet
- Simulation Model in LeanDocument12 pagesSimulation Model in Leandrrmm2sNo ratings yet
- A Study For Optimum Productivity Yield in 0.16 M Mixed of Wafer Fabrication FacilityDocument4 pagesA Study For Optimum Productivity Yield in 0.16 M Mixed of Wafer Fabrication FacilitykamaveriyanNo ratings yet
- Design and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsDocument9 pagesDesign and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsIRFAN AHANGERNo ratings yet
- Scale Down Biopharma - EIB 2013 PDFDocument17 pagesScale Down Biopharma - EIB 2013 PDFGeetanjali HubliNo ratings yet
- Virtual Cellular Manufacturing Configuring Routing FlexibilityDocument13 pagesVirtual Cellular Manufacturing Configuring Routing FlexibilityDrMohamed MansourNo ratings yet
- Coupling Simulation and Optimization For An Integrated Production and Maintenance Planning in Manufacturing SystemsDocument5 pagesCoupling Simulation and Optimization For An Integrated Production and Maintenance Planning in Manufacturing Systemswilmervh.iNo ratings yet
- Solid Dose: Sponsored byDocument25 pagesSolid Dose: Sponsored byAbou Tebba SamNo ratings yet
- Articulo Control de La CalidadDocument12 pagesArticulo Control de La CalidadCamilo EstradaNo ratings yet
- Pharmaceutical Pilot Scale UpDocument51 pagesPharmaceutical Pilot Scale UpDerejeNo ratings yet
- Industrial Flexibility New2 2021-2Document7 pagesIndustrial Flexibility New2 2021-2chermatisarahNo ratings yet
- Inventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesDocument6 pagesInventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesTino VelazquezNo ratings yet
- Pilot Plant Scale UpDocument7 pagesPilot Plant Scale UpDrx Rinku KunduNo ratings yet
- Kanikuła-Koch2010 Chapter MethodologyOfDesigningDisassemDocument8 pagesKanikuła-Koch2010 Chapter MethodologyOfDesigningDisassemAziz BenNo ratings yet
- RefineryWide Sim HEMag March PDFDocument3 pagesRefineryWide Sim HEMag March PDFnaraNJORNo ratings yet
- Operations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationDocument12 pagesOperations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationkinfegetaNo ratings yet
- Planning The Inflow of Products For Production LevellingDocument4 pagesPlanning The Inflow of Products For Production LevellingPratik PatilNo ratings yet
- Informe Final de ArtículosDocument10 pagesInforme Final de ArtículosAstri rivera Rivera ChiroqueNo ratings yet
- Strategies For Improving Capsule Filling EfficiencyDocument4 pagesStrategies For Improving Capsule Filling EfficiencySangram KendreNo ratings yet
- Tact Time StudyDocument10 pagesTact Time StudyAtul SharmaNo ratings yet
- 3 Job Shop Scheduling PDFDocument7 pages3 Job Shop Scheduling PDF123away123No ratings yet
- 1994c Apcom Slovenie Opti MoinhoDocument10 pages1994c Apcom Slovenie Opti MoinhoDirceu NascimentoNo ratings yet
- Cellular ManufacturingDocument10 pagesCellular ManufacturingjosicremaNo ratings yet
- GCP Sect8 Packaging PerformanceDocument10 pagesGCP Sect8 Packaging Performancelevanvui161No ratings yet
- Mixing Simulationtoolsin Process DevelopmentDocument4 pagesMixing Simulationtoolsin Process Developmentkumar_chemicalNo ratings yet
- Expert Systems With Applications: Joaquín Bautista, Rocío Alfaro-Pozo, Cristina Batalla-GarcíaDocument15 pagesExpert Systems With Applications: Joaquín Bautista, Rocío Alfaro-Pozo, Cristina Batalla-GarcíadedendjatiNo ratings yet
- Real-Time Bottleneck Detection and Prediction To Prioritize Fault Repair in Interlinked Production LinesDocument6 pagesReal-Time Bottleneck Detection and Prediction To Prioritize Fault Repair in Interlinked Production LinesDevlina PriliantiNo ratings yet
- Modelling An Ice Cream Factory For Debottlenecking (Technical Report)Document6 pagesModelling An Ice Cream Factory For Debottlenecking (Technical Report)pangregisterlang99No ratings yet
- Man Simulation 1Document13 pagesMan Simulation 1kushkimNo ratings yet
- Something About Unicorns and Majestic BeastsDocument9 pagesSomething About Unicorns and Majestic BeastsDanny JaliusNo ratings yet
- Heliyon: Okpala Charles Chikwendu, Anozie Stephen Chima, Mgbemena Chika EdithDocument9 pagesHeliyon: Okpala Charles Chikwendu, Anozie Stephen Chima, Mgbemena Chika EdithDIEGO FERNANDO HUAMANI TORRESNo ratings yet
- Jaureguibecker 2015Document4 pagesJaureguibecker 2015Murat AquaNo ratings yet
- 6 MaaloufDocument9 pages6 Maalouflechiquan2497No ratings yet
- Ideal Peptide PlantDocument4 pagesIdeal Peptide PlantjoesuhreNo ratings yet
- Case Study-Automation in ManufacturingDocument14 pagesCase Study-Automation in ManufacturingRohitNo ratings yet
- Synopsis of ProjectDocument6 pagesSynopsis of Projecthirak_buronNo ratings yet
- 1 s2.0 S0278612522000838 MainDocument18 pages1 s2.0 S0278612522000838 MainMann StrongNo ratings yet
- Poves Calderno2019Document5 pagesPoves Calderno2019wachoNo ratings yet
- Fill Finish March 2011Document10 pagesFill Finish March 2011Paulo Roberto Chiarolanza VilelaNo ratings yet
- Gev - Cor - 08 - 2004Document25 pagesGev - Cor - 08 - 2004Guilherme VieiraNo ratings yet
- Pilot Plant OperationDocument21 pagesPilot Plant Operationsandeep_waliaNo ratings yet
- Journal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDocument13 pagesJournal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDanny AucancelaNo ratings yet
- Multi-Product Production CyclingDocument9 pagesMulti-Product Production CyclingRicardo TrevinoNo ratings yet
- Molded Pulp Lot-Sizing and SchedulingDocument32 pagesMolded Pulp Lot-Sizing and SchedulingGuillermoNo ratings yet
- The Design and Operation of A Facility For Filling Hard Shell Gelatin CapsulesDocument28 pagesThe Design and Operation of A Facility For Filling Hard Shell Gelatin Capsulespharmashri5399100% (4)
- Five Best PracticesDocument10 pagesFive Best PracticesAntHony K-ianNo ratings yet
- Moshe Article PDFDocument16 pagesMoshe Article PDFicingrockNo ratings yet
- PSEAsia2013 99 PDFDocument6 pagesPSEAsia2013 99 PDFMostofa RubalNo ratings yet
- Application of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopDocument8 pagesApplication of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopsyafiraNo ratings yet
- An Investigation of Lead-Time e Ects in Manufacturing/ Remanufacturing Systems Under Simple PUSH and PULL Control StrategiesDocument20 pagesAn Investigation of Lead-Time e Ects in Manufacturing/ Remanufacturing Systems Under Simple PUSH and PULL Control StrategiesBunty EvolNo ratings yet
- Dynamic Operator Training Simulators For Sulphuric Acid, Phosphoric Acid, and DAP Production UnitsDocument10 pagesDynamic Operator Training Simulators For Sulphuric Acid, Phosphoric Acid, and DAP Production UnitsAdios ANo ratings yet
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesDocument9 pagesConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlex100% (1)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Excipient Risk AssessmentDocument6 pagesExcipient Risk Assessmentmailtorubal2573No ratings yet
- Terminal Sterilization of Pharmaceutical ProductsDocument8 pagesTerminal Sterilization of Pharmaceutical Productsmailtorubal2573No ratings yet
- Fda On Statistical ApproachesDocument33 pagesFda On Statistical Approachesmailtorubal2573No ratings yet
- Catalent Belgium, Brussels, Belgium 8.19.22 483Document10 pagesCatalent Belgium, Brussels, Belgium 8.19.22 483mailtorubal2573No ratings yet
- Water Vapor Transmission of Materials: Standard Test Methods ForDocument12 pagesWater Vapor Transmission of Materials: Standard Test Methods Formailtorubal2573No ratings yet
- PI 045 1 PICS Guideline On Excipient GMP Risk AssessmentDocument7 pagesPI 045 1 PICS Guideline On Excipient GMP Risk Assessmentmailtorubal2573No ratings yet
- Stage 6 Monograph 25 Feb 2011Document3 pagesStage 6 Monograph 25 Feb 2011mailtorubal2573No ratings yet
- Stratified Sampling of CapsuleDocument23 pagesStratified Sampling of Capsulemailtorubal2573No ratings yet
- Sample Sizes in Uniformity Measurements - The Role of USPDocument25 pagesSample Sizes in Uniformity Measurements - The Role of USPmailtorubal2573No ratings yet
- Method Development and Column Selection: How The Fluorophenyl Phase Provides The Power of Hilic and Reversed-Phase Modes in One ColumnDocument10 pagesMethod Development and Column Selection: How The Fluorophenyl Phase Provides The Power of Hilic and Reversed-Phase Modes in One Columnmailtorubal2573No ratings yet
- INN FileDocument14 pagesINN Filemailtorubal2573No ratings yet
- Uniformity of Dosage Units, Part 1: Acceptance Value: Peer-ReviewedDocument10 pagesUniformity of Dosage Units, Part 1: Acceptance Value: Peer-Reviewedmailtorubal2573No ratings yet
- Dissolution Rate Enhancement of Fenofibrate Using Liquisolid Tablet TechniqueDocument7 pagesDissolution Rate Enhancement of Fenofibrate Using Liquisolid Tablet Techniquemailtorubal2573No ratings yet
- Appendices A and B: API SpecificationDocument1 pageAppendices A and B: API Specificationmailtorubal2573No ratings yet
- Bisimilar Final Draft 23-01-2018 PDFDocument59 pagesBisimilar Final Draft 23-01-2018 PDFmailtorubal2573No ratings yet
- How To Make Hand Sanitiser GelDocument1 pageHow To Make Hand Sanitiser Gelmailtorubal2573No ratings yet
- PM2105 ComplianceDocument28 pagesPM2105 Compliancemailtorubal2573No ratings yet
- Gynomix: Soft Gelatin CapsuleDocument1 pageGynomix: Soft Gelatin Capsulemailtorubal2573No ratings yet
- Giz2012 0398en Eu Who GuidelinesDocument51 pagesGiz2012 0398en Eu Who Guidelinesmailtorubal2573No ratings yet
- ICH Q6 Decision Tree For Microbiology D PDFDocument1 pageICH Q6 Decision Tree For Microbiology D PDFmailtorubal2573No ratings yet
- EF15April29 2 MaryMurry AmwayDocument25 pagesEF15April29 2 MaryMurry Amwaymailtorubal2573No ratings yet
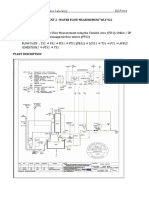
- Experiment 2: Water Flow Measurement WLF 922 Objectives: Process Control & Instrumentation Laboratory BKF3791Document5 pagesExperiment 2: Water Flow Measurement WLF 922 Objectives: Process Control & Instrumentation Laboratory BKF3791PMNo ratings yet
- Infusion Quiz 3Document6 pagesInfusion Quiz 3Dip Ayan MNo ratings yet
- JKLDocument9 pagesJKLanon_314301380No ratings yet
- Fuel Dispensing and Vapour Recovery ValvesDocument2 pagesFuel Dispensing and Vapour Recovery Valvesbr1404No ratings yet
- 3-1 Dynamic Light ScatteringDocument5 pages3-1 Dynamic Light ScatteringAmal PatelNo ratings yet
- Modulation Option On R90-160 Installation InstructionDocument23 pagesModulation Option On R90-160 Installation InstructionLiviu HogeaNo ratings yet
- Design of Pressure Vessel by Using ASME Sec-VIII Div-1Document6 pagesDesign of Pressure Vessel by Using ASME Sec-VIII Div-1jhaamit4No ratings yet
- Chapter-2 Energy Dissipation StructureDocument15 pagesChapter-2 Energy Dissipation StructureGoytom yigezuNo ratings yet
- General Layout of Modern Steam Power PlantDocument15 pagesGeneral Layout of Modern Steam Power PlanttabishkhanaligNo ratings yet
- Series: Innovative Split Case PumpsDocument3 pagesSeries: Innovative Split Case PumpssenaNo ratings yet
- Flashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSEDocument19 pagesFlashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSESaurabh.DeoNo ratings yet
- Fiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionDocument2 pagesFiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionANDERSON NERESNo ratings yet
- Nitric Oxide PFDDocument16 pagesNitric Oxide PFDPrashit JainNo ratings yet
- Ultrasonic Flowmeter Low Cost BrochureDocument3 pagesUltrasonic Flowmeter Low Cost BrochureCarlos Vilca JeriNo ratings yet
- Data Sheets FOR Pressure Safety ValvesDocument8 pagesData Sheets FOR Pressure Safety Valvessunildubey02No ratings yet
- Case Study On Rain Water Harvesting in NepalDocument12 pagesCase Study On Rain Water Harvesting in NepalArpeet NeupaneNo ratings yet
- New ReviewerDocument3 pagesNew ReviewerEun Ji KimNo ratings yet
- Aircraft Heat ExchangersDocument3 pagesAircraft Heat ExchangersDalibor Stevic100% (1)
- Nuclear Engineering and Design: Giorgio Besagni, Gaël R. Guédon, Fabio InzoliDocument16 pagesNuclear Engineering and Design: Giorgio Besagni, Gaël R. Guédon, Fabio InzoliRABIUL ISLAMNo ratings yet
- Final Control ElementDocument16 pagesFinal Control ElementSanchit KhannaNo ratings yet
- System Saver Series Single Cartridge Air DryersDocument52 pagesSystem Saver Series Single Cartridge Air DryersModestasNo ratings yet
- Free Water PassageDocument46 pagesFree Water PassageAbiued EjigueNo ratings yet
- Design and Analysis of A Hypersonic Inlet WithDocument8 pagesDesign and Analysis of A Hypersonic Inlet WithArun G NairNo ratings yet
- BFD, PFD and PnidDocument9 pagesBFD, PFD and PnidKuatnNo ratings yet
- ANSYS FLUENT 12.0 User's Guide - 7.2 - PorousDocument13 pagesANSYS FLUENT 12.0 User's Guide - 7.2 - Porousabhya1987No ratings yet
- Refractory NotesDocument3 pagesRefractory NotesSarbajit Sanjat KumarNo ratings yet
- Reverse Osmosis Basics - Toray Reverse Osmosis Basics - Knowledge Base - Toray Membrane - TorayDocument2 pagesReverse Osmosis Basics - Toray Reverse Osmosis Basics - Knowledge Base - Toray Membrane - ToraySantosh Kumar SinghNo ratings yet
- Hydraulic of DozerDocument83 pagesHydraulic of DozerLinzaw OoNo ratings yet
- Models For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationDocument11 pagesModels For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationElias TascaNo ratings yet



























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)

















































You might also like
- A Guide To Blend Uniformity: Overview of Blending Process and EquipmentDocument6 pagesA Guide To Blend Uniformity: Overview of Blending Process and Equipmentmailtorubal2573100% (1)
- Line Balancing Theory of ConstraintsDocument3 pagesLine Balancing Theory of Constraintsmonti_1234No ratings yet
- Design of Aseptic Process SimulationDocument5 pagesDesign of Aseptic Process SimulationFranck BureNo ratings yet
- Manufactura CelularDocument10 pagesManufactura CelularLizbeth Lima HanccoNo ratings yet
- Scale-Up of Chemical Engineering Process: Prof H R ShahDocument27 pagesScale-Up of Chemical Engineering Process: Prof H R Shahatgtegtrhrh100% (1)
- Main Index Installation, Operation and Maintenance Manual: 1.0 Index Reverse Osmosis SystemDocument142 pagesMain Index Installation, Operation and Maintenance Manual: 1.0 Index Reverse Osmosis SystemMile InriNo ratings yet
- Operations Research Perspectives: SciencedirectDocument10 pagesOperations Research Perspectives: Sciencedirectwilmervh.iNo ratings yet
- BioPharm - Scale Down - Upstream PDFDocument9 pagesBioPharm - Scale Down - Upstream PDFGeetanjali HubliNo ratings yet
- 2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesDocument8 pages2006 01 02 - Pharmaceutical Facilitiy Upgrades - The Containment IssuesHubert BonamisNo ratings yet
- Simulation Model in LeanDocument12 pagesSimulation Model in Leandrrmm2sNo ratings yet
- A Study For Optimum Productivity Yield in 0.16 M Mixed of Wafer Fabrication FacilityDocument4 pagesA Study For Optimum Productivity Yield in 0.16 M Mixed of Wafer Fabrication FacilitykamaveriyanNo ratings yet
- Design and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsDocument9 pagesDesign and Optimization of A Large Scale Biopharmaceutical Facility Using Process Simulation and Scheduling ToolsIRFAN AHANGERNo ratings yet
- Scale Down Biopharma - EIB 2013 PDFDocument17 pagesScale Down Biopharma - EIB 2013 PDFGeetanjali HubliNo ratings yet
- Virtual Cellular Manufacturing Configuring Routing FlexibilityDocument13 pagesVirtual Cellular Manufacturing Configuring Routing FlexibilityDrMohamed MansourNo ratings yet
- Coupling Simulation and Optimization For An Integrated Production and Maintenance Planning in Manufacturing SystemsDocument5 pagesCoupling Simulation and Optimization For An Integrated Production and Maintenance Planning in Manufacturing Systemswilmervh.iNo ratings yet
- Solid Dose: Sponsored byDocument25 pagesSolid Dose: Sponsored byAbou Tebba SamNo ratings yet
- Articulo Control de La CalidadDocument12 pagesArticulo Control de La CalidadCamilo EstradaNo ratings yet
- Pharmaceutical Pilot Scale UpDocument51 pagesPharmaceutical Pilot Scale UpDerejeNo ratings yet
- Industrial Flexibility New2 2021-2Document7 pagesIndustrial Flexibility New2 2021-2chermatisarahNo ratings yet
- Inventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesDocument6 pagesInventory Levels On Throughput: The Effect of Work-In-Process and Lead TimesTino VelazquezNo ratings yet
- Pilot Plant Scale UpDocument7 pagesPilot Plant Scale UpDrx Rinku KunduNo ratings yet
- Kanikuła-Koch2010 Chapter MethodologyOfDesigningDisassemDocument8 pagesKanikuła-Koch2010 Chapter MethodologyOfDesigningDisassemAziz BenNo ratings yet
- RefineryWide Sim HEMag March PDFDocument3 pagesRefineryWide Sim HEMag March PDFnaraNJORNo ratings yet
- Operations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationDocument12 pagesOperations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationkinfegetaNo ratings yet
- Planning The Inflow of Products For Production LevellingDocument4 pagesPlanning The Inflow of Products For Production LevellingPratik PatilNo ratings yet
- Informe Final de ArtículosDocument10 pagesInforme Final de ArtículosAstri rivera Rivera ChiroqueNo ratings yet
- Strategies For Improving Capsule Filling EfficiencyDocument4 pagesStrategies For Improving Capsule Filling EfficiencySangram KendreNo ratings yet
- Tact Time StudyDocument10 pagesTact Time StudyAtul SharmaNo ratings yet
- 3 Job Shop Scheduling PDFDocument7 pages3 Job Shop Scheduling PDF123away123No ratings yet
- 1994c Apcom Slovenie Opti MoinhoDocument10 pages1994c Apcom Slovenie Opti MoinhoDirceu NascimentoNo ratings yet
- Cellular ManufacturingDocument10 pagesCellular ManufacturingjosicremaNo ratings yet
- GCP Sect8 Packaging PerformanceDocument10 pagesGCP Sect8 Packaging Performancelevanvui161No ratings yet
- Mixing Simulationtoolsin Process DevelopmentDocument4 pagesMixing Simulationtoolsin Process Developmentkumar_chemicalNo ratings yet
- Expert Systems With Applications: Joaquín Bautista, Rocío Alfaro-Pozo, Cristina Batalla-GarcíaDocument15 pagesExpert Systems With Applications: Joaquín Bautista, Rocío Alfaro-Pozo, Cristina Batalla-GarcíadedendjatiNo ratings yet
- Real-Time Bottleneck Detection and Prediction To Prioritize Fault Repair in Interlinked Production LinesDocument6 pagesReal-Time Bottleneck Detection and Prediction To Prioritize Fault Repair in Interlinked Production LinesDevlina PriliantiNo ratings yet
- Modelling An Ice Cream Factory For Debottlenecking (Technical Report)Document6 pagesModelling An Ice Cream Factory For Debottlenecking (Technical Report)pangregisterlang99No ratings yet
- Man Simulation 1Document13 pagesMan Simulation 1kushkimNo ratings yet
- Something About Unicorns and Majestic BeastsDocument9 pagesSomething About Unicorns and Majestic BeastsDanny JaliusNo ratings yet
- Heliyon: Okpala Charles Chikwendu, Anozie Stephen Chima, Mgbemena Chika EdithDocument9 pagesHeliyon: Okpala Charles Chikwendu, Anozie Stephen Chima, Mgbemena Chika EdithDIEGO FERNANDO HUAMANI TORRESNo ratings yet
- Jaureguibecker 2015Document4 pagesJaureguibecker 2015Murat AquaNo ratings yet
- 6 MaaloufDocument9 pages6 Maalouflechiquan2497No ratings yet
- Ideal Peptide PlantDocument4 pagesIdeal Peptide PlantjoesuhreNo ratings yet
- Case Study-Automation in ManufacturingDocument14 pagesCase Study-Automation in ManufacturingRohitNo ratings yet
- Synopsis of ProjectDocument6 pagesSynopsis of Projecthirak_buronNo ratings yet
- 1 s2.0 S0278612522000838 MainDocument18 pages1 s2.0 S0278612522000838 MainMann StrongNo ratings yet
- Poves Calderno2019Document5 pagesPoves Calderno2019wachoNo ratings yet
- Fill Finish March 2011Document10 pagesFill Finish March 2011Paulo Roberto Chiarolanza VilelaNo ratings yet
- Gev - Cor - 08 - 2004Document25 pagesGev - Cor - 08 - 2004Guilherme VieiraNo ratings yet
- Pilot Plant OperationDocument21 pagesPilot Plant Operationsandeep_waliaNo ratings yet
- Journal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDocument13 pagesJournal of Manufacturing Systems: Jun-Ho Lee, Cong Zhao, Jingshan Li, Chrissoleon T. PapadopoulosDanny AucancelaNo ratings yet
- Multi-Product Production CyclingDocument9 pagesMulti-Product Production CyclingRicardo TrevinoNo ratings yet
- Molded Pulp Lot-Sizing and SchedulingDocument32 pagesMolded Pulp Lot-Sizing and SchedulingGuillermoNo ratings yet
- The Design and Operation of A Facility For Filling Hard Shell Gelatin CapsulesDocument28 pagesThe Design and Operation of A Facility For Filling Hard Shell Gelatin Capsulespharmashri5399100% (4)
- Five Best PracticesDocument10 pagesFive Best PracticesAntHony K-ianNo ratings yet
- Moshe Article PDFDocument16 pagesMoshe Article PDFicingrockNo ratings yet
- PSEAsia2013 99 PDFDocument6 pagesPSEAsia2013 99 PDFMostofa RubalNo ratings yet
- Application of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopDocument8 pagesApplication of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopsyafiraNo ratings yet
- An Investigation of Lead-Time e Ects in Manufacturing/ Remanufacturing Systems Under Simple PUSH and PULL Control StrategiesDocument20 pagesAn Investigation of Lead-Time e Ects in Manufacturing/ Remanufacturing Systems Under Simple PUSH and PULL Control StrategiesBunty EvolNo ratings yet
- Dynamic Operator Training Simulators For Sulphuric Acid, Phosphoric Acid, and DAP Production UnitsDocument10 pagesDynamic Operator Training Simulators For Sulphuric Acid, Phosphoric Acid, and DAP Production UnitsAdios ANo ratings yet
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesDocument9 pagesConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlex100% (1)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Excipient Risk AssessmentDocument6 pagesExcipient Risk Assessmentmailtorubal2573No ratings yet
- Terminal Sterilization of Pharmaceutical ProductsDocument8 pagesTerminal Sterilization of Pharmaceutical Productsmailtorubal2573No ratings yet
- Fda On Statistical ApproachesDocument33 pagesFda On Statistical Approachesmailtorubal2573No ratings yet
- Catalent Belgium, Brussels, Belgium 8.19.22 483Document10 pagesCatalent Belgium, Brussels, Belgium 8.19.22 483mailtorubal2573No ratings yet
- Water Vapor Transmission of Materials: Standard Test Methods ForDocument12 pagesWater Vapor Transmission of Materials: Standard Test Methods Formailtorubal2573No ratings yet
- PI 045 1 PICS Guideline On Excipient GMP Risk AssessmentDocument7 pagesPI 045 1 PICS Guideline On Excipient GMP Risk Assessmentmailtorubal2573No ratings yet
- Stage 6 Monograph 25 Feb 2011Document3 pagesStage 6 Monograph 25 Feb 2011mailtorubal2573No ratings yet
- Stratified Sampling of CapsuleDocument23 pagesStratified Sampling of Capsulemailtorubal2573No ratings yet
- Sample Sizes in Uniformity Measurements - The Role of USPDocument25 pagesSample Sizes in Uniformity Measurements - The Role of USPmailtorubal2573No ratings yet
- Method Development and Column Selection: How The Fluorophenyl Phase Provides The Power of Hilic and Reversed-Phase Modes in One ColumnDocument10 pagesMethod Development and Column Selection: How The Fluorophenyl Phase Provides The Power of Hilic and Reversed-Phase Modes in One Columnmailtorubal2573No ratings yet
- INN FileDocument14 pagesINN Filemailtorubal2573No ratings yet
- Uniformity of Dosage Units, Part 1: Acceptance Value: Peer-ReviewedDocument10 pagesUniformity of Dosage Units, Part 1: Acceptance Value: Peer-Reviewedmailtorubal2573No ratings yet
- Dissolution Rate Enhancement of Fenofibrate Using Liquisolid Tablet TechniqueDocument7 pagesDissolution Rate Enhancement of Fenofibrate Using Liquisolid Tablet Techniquemailtorubal2573No ratings yet
- Appendices A and B: API SpecificationDocument1 pageAppendices A and B: API Specificationmailtorubal2573No ratings yet
- Bisimilar Final Draft 23-01-2018 PDFDocument59 pagesBisimilar Final Draft 23-01-2018 PDFmailtorubal2573No ratings yet
- How To Make Hand Sanitiser GelDocument1 pageHow To Make Hand Sanitiser Gelmailtorubal2573No ratings yet
- PM2105 ComplianceDocument28 pagesPM2105 Compliancemailtorubal2573No ratings yet
- Gynomix: Soft Gelatin CapsuleDocument1 pageGynomix: Soft Gelatin Capsulemailtorubal2573No ratings yet
- Giz2012 0398en Eu Who GuidelinesDocument51 pagesGiz2012 0398en Eu Who Guidelinesmailtorubal2573No ratings yet
- ICH Q6 Decision Tree For Microbiology D PDFDocument1 pageICH Q6 Decision Tree For Microbiology D PDFmailtorubal2573No ratings yet
- EF15April29 2 MaryMurry AmwayDocument25 pagesEF15April29 2 MaryMurry Amwaymailtorubal2573No ratings yet
- Experiment 2: Water Flow Measurement WLF 922 Objectives: Process Control & Instrumentation Laboratory BKF3791Document5 pagesExperiment 2: Water Flow Measurement WLF 922 Objectives: Process Control & Instrumentation Laboratory BKF3791PMNo ratings yet
- Infusion Quiz 3Document6 pagesInfusion Quiz 3Dip Ayan MNo ratings yet
- JKLDocument9 pagesJKLanon_314301380No ratings yet
- Fuel Dispensing and Vapour Recovery ValvesDocument2 pagesFuel Dispensing and Vapour Recovery Valvesbr1404No ratings yet
- 3-1 Dynamic Light ScatteringDocument5 pages3-1 Dynamic Light ScatteringAmal PatelNo ratings yet
- Modulation Option On R90-160 Installation InstructionDocument23 pagesModulation Option On R90-160 Installation InstructionLiviu HogeaNo ratings yet
- Design of Pressure Vessel by Using ASME Sec-VIII Div-1Document6 pagesDesign of Pressure Vessel by Using ASME Sec-VIII Div-1jhaamit4No ratings yet
- Chapter-2 Energy Dissipation StructureDocument15 pagesChapter-2 Energy Dissipation StructureGoytom yigezuNo ratings yet
- General Layout of Modern Steam Power PlantDocument15 pagesGeneral Layout of Modern Steam Power PlanttabishkhanaligNo ratings yet
- Series: Innovative Split Case PumpsDocument3 pagesSeries: Innovative Split Case PumpssenaNo ratings yet
- Flashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSEDocument19 pagesFlashcards - Topic 2.3 Thermal Processes - CAIE Physics IGCSESaurabh.DeoNo ratings yet
- Fiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionDocument2 pagesFiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionANDERSON NERESNo ratings yet
- Nitric Oxide PFDDocument16 pagesNitric Oxide PFDPrashit JainNo ratings yet
- Ultrasonic Flowmeter Low Cost BrochureDocument3 pagesUltrasonic Flowmeter Low Cost BrochureCarlos Vilca JeriNo ratings yet
- Data Sheets FOR Pressure Safety ValvesDocument8 pagesData Sheets FOR Pressure Safety Valvessunildubey02No ratings yet
- Case Study On Rain Water Harvesting in NepalDocument12 pagesCase Study On Rain Water Harvesting in NepalArpeet NeupaneNo ratings yet
- New ReviewerDocument3 pagesNew ReviewerEun Ji KimNo ratings yet
- Aircraft Heat ExchangersDocument3 pagesAircraft Heat ExchangersDalibor Stevic100% (1)
- Nuclear Engineering and Design: Giorgio Besagni, Gaël R. Guédon, Fabio InzoliDocument16 pagesNuclear Engineering and Design: Giorgio Besagni, Gaël R. Guédon, Fabio InzoliRABIUL ISLAMNo ratings yet
- Final Control ElementDocument16 pagesFinal Control ElementSanchit KhannaNo ratings yet
- System Saver Series Single Cartridge Air DryersDocument52 pagesSystem Saver Series Single Cartridge Air DryersModestasNo ratings yet
- Free Water PassageDocument46 pagesFree Water PassageAbiued EjigueNo ratings yet
- Design and Analysis of A Hypersonic Inlet WithDocument8 pagesDesign and Analysis of A Hypersonic Inlet WithArun G NairNo ratings yet
- BFD, PFD and PnidDocument9 pagesBFD, PFD and PnidKuatnNo ratings yet
- ANSYS FLUENT 12.0 User's Guide - 7.2 - PorousDocument13 pagesANSYS FLUENT 12.0 User's Guide - 7.2 - Porousabhya1987No ratings yet
- Refractory NotesDocument3 pagesRefractory NotesSarbajit Sanjat KumarNo ratings yet
- Reverse Osmosis Basics - Toray Reverse Osmosis Basics - Knowledge Base - Toray Membrane - TorayDocument2 pagesReverse Osmosis Basics - Toray Reverse Osmosis Basics - Knowledge Base - Toray Membrane - ToraySantosh Kumar SinghNo ratings yet
- Hydraulic of DozerDocument83 pagesHydraulic of DozerLinzaw OoNo ratings yet
- Models For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationDocument11 pagesModels For Analysis of Water Hammer in Piping With Entrapped Air - Chaiko - 2002 - PPL CorporationElias TascaNo ratings yet