You might also like
- Bearings Book PDFDocument96 pagesBearings Book PDFdarealboyNo ratings yet
- Earth Dam Construction Method StatementDocument19 pagesEarth Dam Construction Method StatementJohn BandaNo ratings yet
- TR 43 Post Tensioned Concrete Floors Design Handbook PDFDocument178 pagesTR 43 Post Tensioned Concrete Floors Design Handbook PDFWayne ChongNo ratings yet
- Guidelines For Installation, Inspection & Maintenance of Bridge BearingsDocument45 pagesGuidelines For Installation, Inspection & Maintenance of Bridge BearingsHabib Ur Rahman100% (2)
- Culvert Design Checklist 2019Document5 pagesCulvert Design Checklist 2019zeroicesnowNo ratings yet
- Pot Bearing DrawingDocument1 pagePot Bearing DrawingMiguel Belda DiezNo ratings yet
- Expansion JointsDocument86 pagesExpansion JointsTomas Merkevicius100% (4)
- BS 2853 2011 Runway BeamsDocument12 pagesBS 2853 2011 Runway BeamsRavi RajNo ratings yet
- A Guide To Grades, Compounding and Processing of Neoprene Rubber (Bament Guide)Document48 pagesA Guide To Grades, Compounding and Processing of Neoprene Rubber (Bament Guide)Neeraj BhallaNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Structural Engineering Documents: Bearings and Expansion JointsDocument89 pagesStructural Engineering Documents: Bearings and Expansion JointsMohan Bhalme67% (3)
- Design Manual of Welded and Cold-Formed Hollow SectionsDocument128 pagesDesign Manual of Welded and Cold-Formed Hollow SectionstetrapetronNo ratings yet
- HSR 2020-EpDocument80 pagesHSR 2020-EpSurendra ElayathambyNo ratings yet
- EC7 Slopes NIGS Seminar 11th Apr 2013 AP FINALDocument33 pagesEC7 Slopes NIGS Seminar 11th Apr 2013 AP FINALardie100% (1)
- National Building Code AdoptedDocument10 pagesNational Building Code AdoptedPISALBO, JEXTER P.No ratings yet
- CPWD releases Delhi Schedule of Rates 2021Document285 pagesCPWD releases Delhi Schedule of Rates 2021Karanjeet Singh100% (6)
- Bridge Bearing Types and SelectionDocument72 pagesBridge Bearing Types and Selectionmayank007aggarwalNo ratings yet
- Bearings: A Tribology HandbookFrom EverandBearings: A Tribology HandbookM. J. NealeRating: 3 out of 5 stars3/5 (8)
- (Guidelines) Bearings For BridgesDocument21 pages(Guidelines) Bearings For BridgesRAJENDRA PRASADNo ratings yet
- Ejv 52Document1 pageEjv 52Miguel Belda DiezNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Bda - 4 CaltransDocument20 pagesBda - 4 CaltransalbertoxinaNo ratings yet
- STeelDesign - I by N. PrabhakarDocument36 pagesSTeelDesign - I by N. Prabhakarrajasekhar.cheruvu8635No ratings yet
- Engineering Vibroacoustic Analysis: Methods and ApplicationsFrom EverandEngineering Vibroacoustic Analysis: Methods and ApplicationsStephen A. HambricNo ratings yet
- Eurocode 3 Part1.5 (ENG) - prEN 1993-1-5 (2003 Set) PDFDocument52 pagesEurocode 3 Part1.5 (ENG) - prEN 1993-1-5 (2003 Set) PDFmarineugen100% (1)
- Structural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesFrom EverandStructural Concrete: Materials; Mix Design; Plain, Reinforced and Prestressed Concrete; Design TablesRating: 3.5 out of 5 stars3.5/5 (13)
- Bridge Bearings PDFDocument6 pagesBridge Bearings PDFsidiq7No ratings yet
- Bearing Column Splices PDFDocument6 pagesBearing Column Splices PDFBobaru MariusNo ratings yet
- Knjiga Composite Steel Concrete BuildingsDocument204 pagesKnjiga Composite Steel Concrete BuildingsJovana Demic100% (2)
- BA 80-99 Use of Rock Bolts (DMRB Vol 2, Section 1, Part 7, 1999)Document69 pagesBA 80-99 Use of Rock Bolts (DMRB Vol 2, Section 1, Part 7, 1999)sandycastleNo ratings yet
- Struct Bearings and Exp JointsDocument86 pagesStruct Bearings and Exp JointsMongi Ben OuezdouNo ratings yet
- Design Model For Simple Column Bases - Axially Loaded I Section ColumnsDocument17 pagesDesign Model For Simple Column Bases - Axially Loaded I Section Columnshooky1100% (2)
- Uic 772-1Document47 pagesUic 772-1sudhir12345100% (1)
- IABSE - Bearing and Expansion Joints For Bridges - Gunter Ramberger, 2002Document87 pagesIABSE - Bearing and Expansion Joints For Bridges - Gunter Ramberger, 2002Benjamin IndrawanNo ratings yet
- Guidance Note Attachment of Bearings No. 2.08: ScopeDocument2 pagesGuidance Note Attachment of Bearings No. 2.08: ScoperohitNo ratings yet
- StiffenersDocument11 pagesStiffenerswongyuliongNo ratings yet
- Guidelines for Inspection and Maintenance of Railway Bridge BearingsDocument45 pagesGuidelines for Inspection and Maintenance of Railway Bridge BearingsVYOMESH VERMA100% (1)
- Structural Bearings and Expansion Joints For BridgesDocument88 pagesStructural Bearings and Expansion Joints For BridgeswearplayNo ratings yet
- Detail InspectionDocument14 pagesDetail InspectionLuu Quang HoaNo ratings yet
- 0 - CapaDocument11 pages0 - CapaRaphael MendoncaNo ratings yet
- Eota TR 068 Design Structural Connections Column ShoesDocument13 pagesEota TR 068 Design Structural Connections Column ShoesthaibinhkxNo ratings yet
- 6 M Meister Hauptanleitung EN1006Document42 pages6 M Meister Hauptanleitung EN1006ghjtyuNo ratings yet
- Recommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11Document6 pagesRecommended Design Model Beam Welds Design Check No 1 Design Capacity of Flange Welds To Beam - DG11perdhana2000No ratings yet
- NCCI: Design Model For Simple Column Bases-Axially Loaded I Section ColumnsDocument17 pagesNCCI: Design Model For Simple Column Bases-Axially Loaded I Section ColumnsaliomairNo ratings yet
- EKSPAN KE Series Bearings GuideDocument16 pagesEKSPAN KE Series Bearings GuideShaheenHossainNo ratings yet
- Designing With Rolling Bearings:part1Document52 pagesDesigning With Rolling Bearings:part1Vanessa GomesNo ratings yet
- Bridge Bearing Devices and Girder AnchoragesDocument11 pagesBridge Bearing Devices and Girder Anchoragessiva_civil4051No ratings yet
- SC Foundation Chapt11 A11y PDFDocument14 pagesSC Foundation Chapt11 A11y PDFasgharNo ratings yet
- BDM Section 11 2021Document48 pagesBDM Section 11 2021ximpasseNo ratings yet
- Bridge Articulation and Bearing SpecificationDocument16 pagesBridge Articulation and Bearing SpecificationSamuel AntobamNo ratings yet
- CDOT Bridge Design Manual - Section - 11 - 2022Document50 pagesCDOT Bridge Design Manual - Section - 11 - 2022Liu ZhenguoNo ratings yet
- Publication Design and Engineering ch21 DdotDocument3 pagesPublication Design and Engineering ch21 DdotJami WilsonNo ratings yet
- Bridge Bearing s4.6Document28 pagesBridge Bearing s4.6Arun JacobNo ratings yet
- Rudder Force and Rudder Torque CalculationDocument37 pagesRudder Force and Rudder Torque CalculationMaan MrabetNo ratings yet
- 4 Wpi Aws002 PDF File 2 1 98 - 245596Document10 pages4 Wpi Aws002 PDF File 2 1 98 - 245596Anand NarayananNo ratings yet
- Indian Railways Bogie Open Wagon SpecificationDocument13 pagesIndian Railways Bogie Open Wagon SpecificationM PankajNo ratings yet
- Technical Specification Section: StructureDocument10 pagesTechnical Specification Section: StructurePremBhushanNo ratings yet
- Technical Specification Section StructureDocument10 pagesTechnical Specification Section StructurePremBhushanNo ratings yet
- PERI UP Rosett: Modular Scaffolding SystemDocument40 pagesPERI UP Rosett: Modular Scaffolding SystemMax Harold Montenegro HuamanchaNo ratings yet
- UntitledDocument64 pagesUntitledTECHNICAL LABNo ratings yet
- Rudder Force and Design RequirementsDocument37 pagesRudder Force and Design Requirementsmohammed attiaNo ratings yet
- ICC-ES Evaluation Report ESR-4278: A Subsidiary of The International Code CouncilDocument12 pagesICC-ES Evaluation Report ESR-4278: A Subsidiary of The International Code CouncilSILVESTRE SIXTONo ratings yet
- Comments On BearingsDocument1 pageComments On BearingsVenkat PalliNo ratings yet
- Accouplement Elastique N EUPEX MpvnoticeDocument10 pagesAccouplement Elastique N EUPEX MpvnoticesanatikalaNo ratings yet
- Design Procedure and Pile Data ExamplesDocument12 pagesDesign Procedure and Pile Data Examplesgtroad1No ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Elastomeric Bearings: Polychloroprene Outperforms Natural RubberDocument4 pagesElastomeric Bearings: Polychloroprene Outperforms Natural RubberMiguel Belda DiezNo ratings yet
- 1JTS EtdDocument190 pages1JTS EtdNagaraj RamachandrappaNo ratings yet
- Installation Guide en 1337-11Document3 pagesInstallation Guide en 1337-11Miguel Belda DiezNo ratings yet
- The Wear Behaviour of Arch Bridge Bearings - FINALDocument120 pagesThe Wear Behaviour of Arch Bridge Bearings - FINALMiguel Belda DiezNo ratings yet
- The Complete Book On Rubber Processing and Compounding TechnologyDocument5 pagesThe Complete Book On Rubber Processing and Compounding TechnologyMiguel Belda DiezNo ratings yet
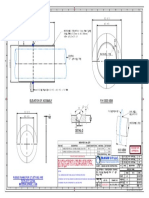
- Simbols Painted On Top Surface: 28/10/2016 Unidades S/E MM Escala Project: Plano: Pot Bearing FREE Bearing VerdupotDocument1 pageSimbols Painted On Top Surface: 28/10/2016 Unidades S/E MM Escala Project: Plano: Pot Bearing FREE Bearing VerdupotMiguel Belda DiezNo ratings yet
- 1JTS EtdDocument190 pages1JTS EtdNagaraj RamachandrappaNo ratings yet
- Pot Bearings: 1. Pot Bearings 2. Pot Bearing. Types. 3. Installation 4. Data SheetsDocument12 pagesPot Bearings: 1. Pot Bearings 2. Pot Bearing. Types. 3. Installation 4. Data SheetsMiguel Belda DiezNo ratings yet
- Verdú GeneralDocument36 pagesVerdú GeneralMiguel Belda DiezNo ratings yet
- Reference List PotDocument1 pageReference List PotMiguel Belda DiezNo ratings yet
- Verdú GeneralDocument36 pagesVerdú GeneralMiguel Belda DiezNo ratings yet
- Railway MatDocument12 pagesRailway MatMiguel Belda DiezNo ratings yet
- Expansion Joint Drawing ExampleDocument1 pageExpansion Joint Drawing ExampleMiguel Belda DiezNo ratings yet
- Railway MatDocument12 pagesRailway MatMiguel Belda DiezNo ratings yet
- Elastomer I C Bearings PDFDocument8 pagesElastomer I C Bearings PDFMiguel Belda DiezNo ratings yet
- Epoc 2010 070711Document64 pagesEpoc 2010 070711mikekyrNo ratings yet
- Review of Non-Structural Component DesignDocument82 pagesReview of Non-Structural Component Designtimur sibaevNo ratings yet
- HPC at VUP TransitionDocument1 pageHPC at VUP TransitionShivam SharmaNo ratings yet
- ELEVATION WD SUBMISSIONDocument1 pageELEVATION WD SUBMISSIONF1030 Iman FaizNo ratings yet
- Maytag Neptune Motor TestDocument1 pageMaytag Neptune Motor TestSamurai Appliance Repair ManNo ratings yet
- DSR 2011-2012 (Final)Document401 pagesDSR 2011-2012 (Final)shivaji.sarvadeNo ratings yet
- Lockable Dowels - Precast PDFDocument12 pagesLockable Dowels - Precast PDFkamakshiNo ratings yet
- Boundary Wall Manufacturer in RaipurDocument1 pageBoundary Wall Manufacturer in Raipursiddharth JadhavNo ratings yet
- DATA BOOK FOR CONSTRUCTION PROJECTSDocument66 pagesDATA BOOK FOR CONSTRUCTION PROJECTSvishnukesavieam10% (1)
- Machiya: Traditional Japanese TownhousesDocument4 pagesMachiya: Traditional Japanese TownhousesRoy SanchezNo ratings yet
- IRC Accredited New Materials October2020Document2 pagesIRC Accredited New Materials October2020Yudhir TandonNo ratings yet
- Novaliches Business DistrictDocument5 pagesNovaliches Business DistrictEmmanuel De LunaNo ratings yet
- She-Frr and STC RatingsDocument3 pagesShe-Frr and STC Ratingsapi-515610659No ratings yet
- Sample DrawingDocument1 pageSample DrawingCassy AbulenciaNo ratings yet
- House Plans - Floor Plans - Custom Home Design ServicesDocument14 pagesHouse Plans - Floor Plans - Custom Home Design Serviceshanif azriNo ratings yet
- Second Edition, 2004: Prestressed Concrete Analysis and Design: FundamentalsDocument7 pagesSecond Edition, 2004: Prestressed Concrete Analysis and Design: FundamentalsKeith GarridoNo ratings yet
- Buenos Aires City HallDocument8 pagesBuenos Aires City HallSenouiiNo ratings yet
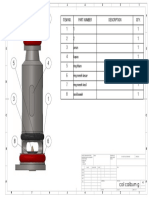
- Coil Caliburn GDocument1 pageCoil Caliburn GLukman Arsyanto WibowoNo ratings yet
- Straps - Nu Vue - NvstaDocument1 pageStraps - Nu Vue - NvstaJAlejandroSeguraNo ratings yet
- Metal WorkDocument7 pagesMetal WorkchandankollamNo ratings yet
- BC With PlasticDocument3 pagesBC With PlasticKiran AEE BvrmNo ratings yet
- Owner: Project Location Project TitleDocument4 pagesOwner: Project Location Project TitleErvin ReotutarNo ratings yet
- P.01 - SC 675 C & H With Cam Lock With Hinge and Cam LockDocument1 pageP.01 - SC 675 C & H With Cam Lock With Hinge and Cam LockJomyJoseNo ratings yet
- Forges and Blowers 1885Document2 pagesForges and Blowers 1885Joe LaPennaNo ratings yet
- Globe Sampler Valves: 200 Lb. WOG - Threaded EndsDocument1 pageGlobe Sampler Valves: 200 Lb. WOG - Threaded EndsraulinNo ratings yet
- ANALISA JALAN BETON Fc'30 Mpa TEBAL 20 CMDocument52 pagesANALISA JALAN BETON Fc'30 Mpa TEBAL 20 CMnixonNo ratings yet
- Ground Beam LayoutDocument1 pageGround Beam LayoutRodney ZephaniaNo ratings yet