You might also like
- Ultrasonic MachiningDocument14 pagesUltrasonic MachiningKeyur SoleNo ratings yet
- Name:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentDocument10 pagesName:-Kunal Lohchab ROLL NO:-2K16/ME/083 Mt-Ii AssignmentLalitChoudharyNo ratings yet
- USM Working PrincipleDocument3 pagesUSM Working PrincipleAnonymous dL8dsCncNo ratings yet
- Chapter - 4 Advance Manufacturing ProcessesDocument77 pagesChapter - 4 Advance Manufacturing ProcessesKarnal 0388No ratings yet
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Document8 pagesUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaNo ratings yet
- Introduction To UCMPDocument27 pagesIntroduction To UCMPGowtham sivateja100% (2)
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningDocument16 pagesAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
- Advanced Manufacturing ProcessDocument2 pagesAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryNo ratings yet
- 4D UsmDocument13 pages4D UsmHARSHVARDHAN SINGH RATHORENo ratings yet
- Ultra Sound MachiningDocument20 pagesUltra Sound MachiningVishalHarchandaniNo ratings yet
- Ultrasonic Machining (USM) : Dr. Harlal Singh MaliDocument11 pagesUltrasonic Machining (USM) : Dr. Harlal Singh MaliPrashant Singh SankhalaNo ratings yet
- # 3 - Ultrasonic MachiningDocument48 pages# 3 - Ultrasonic MachiningRohan RautNo ratings yet
- Modern Manufacturing ProcssesDocument24 pagesModern Manufacturing ProcssesAravind SudheesanNo ratings yet
- UsmDocument38 pagesUsmJPSAONANo ratings yet
- Ultrasonic MachiningDocument26 pagesUltrasonic MachiningEmanuel Nuñez ClavecillasNo ratings yet
- Unconventional Machining ProcessesDocument29 pagesUnconventional Machining Processesavutu_kunduruNo ratings yet
- Final Report 2Document16 pagesFinal Report 2Ravi PatelNo ratings yet
- Ravichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruDocument48 pagesRavichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruRavichandran GNo ratings yet
- USM Study of Parameters of USMDocument43 pagesUSM Study of Parameters of USMZoric BobbyNo ratings yet
- Chapter 2Document16 pagesChapter 2KAMALJEET SINGHNo ratings yet
- UNIT-2 Ultrasonic MachiningDocument73 pagesUNIT-2 Ultrasonic MachiningraghurockramNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningKoushik Rao100% (1)
- Ultrasonic MachiningDocument18 pagesUltrasonic Machiningharshkmbj5No ratings yet
- 215 Sample ChapterDocument23 pages215 Sample ChapterSreekumar RajendrababuNo ratings yet
- NON Conventional MachiningDocument26 pagesNON Conventional MachiningAdam PathanNo ratings yet
- Ultrasonic MachiningDocument21 pagesUltrasonic MachiningMuhd Nur JihadNo ratings yet
- Ultrasonic Machining (USM)Document20 pagesUltrasonic Machining (USM)Prateek SharmaNo ratings yet
- Non-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Document61 pagesNon-Traditional Machining: Mechanical Processes (USM, WJM, AWJM, IJM, MAF)Yahya Abdelhameed AamerNo ratings yet
- USM NotesDocument11 pagesUSM Notes18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Ultrasonic Machining (Usm) : TitleDocument12 pagesUltrasonic Machining (Usm) : TitleKiran KumarNo ratings yet
- Ultrasonic-Machining ProcessDocument16 pagesUltrasonic-Machining ProcessTrung Quoc LeNo ratings yet
- Ultrasonic Machining by M.8601685.PowerpointDocument8 pagesUltrasonic Machining by M.8601685.PowerpointSheikh waleedNo ratings yet
- Dinakaran 2 CMLDocument86 pagesDinakaran 2 CMLShashwarya ShashuNo ratings yet
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- AbrasiveDocument15 pagesAbrasiveShanmuganathanNo ratings yet
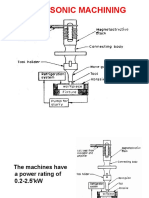
- Manufacturing Technology: Unit - IDocument19 pagesManufacturing Technology: Unit - IkaranmarwahaNo ratings yet
- Manufacturing Technology: Unit - IDocument18 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Ultrasonic Machinig: Click To Edit Master Title StyleDocument16 pagesUltrasonic Machinig: Click To Edit Master Title Stylebunty231No ratings yet
- ECG 1st LectureDocument20 pagesECG 1st LectureKAMALJEET SINGHNo ratings yet
- Ultasonic Machining ProcessDocument44 pagesUltasonic Machining ProcessPankajSainiNo ratings yet
- Ultrasonic Machining: Rahul Kumar Meena 18119028 (2nd Year) (P&I)Document14 pagesUltrasonic Machining: Rahul Kumar Meena 18119028 (2nd Year) (P&I)Rahul JhurawatNo ratings yet
- Ultrasonic WeldingDocument20 pagesUltrasonic Weldingnayeem100% (3)
- Ultrasonic Machining - WikipediaDocument23 pagesUltrasonic Machining - WikipediaChalla varun KumarNo ratings yet
- Ilovepdf MergedDocument74 pagesIlovepdf MergedAbdulrahman goudaNo ratings yet
- UsmDocument21 pagesUsmshaikh javedNo ratings yet
- Non-Traditional Machining - Ultrasonic Machining (USM)Document22 pagesNon-Traditional Machining - Ultrasonic Machining (USM)SyafiqAsyrafNo ratings yet
- Ajm UsmDocument19 pagesAjm Usm0iamkaran0No ratings yet
- Thermal Energy ProcessesDocument60 pagesThermal Energy Processessefinehabayneh040No ratings yet
- Ultra Sonic MachiningDocument32 pagesUltra Sonic MachiningAshwin DevNo ratings yet
- Unconventional Machining ProcessDocument10 pagesUnconventional Machining ProcessKiran BornareNo ratings yet
- MENG 439: Ultrasonic MachiningDocument24 pagesMENG 439: Ultrasonic MachiningAdhi ThyanNo ratings yet
- Ultrasonic Machining (Usm)Document9 pagesUltrasonic Machining (Usm)Ankit OlaNo ratings yet
- Nonconventional Machining ProcessesDocument26 pagesNonconventional Machining ProcessesBinyam HabtamuNo ratings yet
- Ultrasonic Machining: Principle of USMDocument5 pagesUltrasonic Machining: Principle of USMmahammad kamaluddeenNo ratings yet
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningDocument14 pagesUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarNo ratings yet
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJpNo ratings yet
- Ultrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionDocument26 pagesUltrasonic Machining (Usm) : Brittle Fracture Cavitation Induced Erosion Chemical ErosionRishiJp100% (1)
- Ultrasonic MachiningDocument11 pagesUltrasonic Machininghyundai31050% (2)
- Authority Letter HECDocument1 pageAuthority Letter HECZain TabishNo ratings yet
- Assignment # 03 Question # 01: SolutionDocument4 pagesAssignment # 03 Question # 01: SolutionZain TabishNo ratings yet
- Muhammad Muneeb Ur Rehman: Career ObjectiveDocument2 pagesMuhammad Muneeb Ur Rehman: Career ObjectiveZain TabishNo ratings yet
- University of Lahore: Machine DesignDocument5 pagesUniversity of Lahore: Machine DesignZain TabishNo ratings yet
- Ali 123Document3 pagesAli 123Zain TabishNo ratings yet
- Conduct of Industrial TrainingDocument1 pageConduct of Industrial TrainingZain TabishNo ratings yet
- Resume: API Technical CollegeDocument1 pageResume: API Technical CollegeZain TabishNo ratings yet
- Format of Report Writing-1Document1 pageFormat of Report Writing-1Zain TabishNo ratings yet
- The University of Lahore Department of TechnologyDocument1 pageThe University of Lahore Department of TechnologyZain TabishNo ratings yet
- The University of Lahore Department of TechnologyDocument1 pageThe University of Lahore Department of TechnologyZain TabishNo ratings yet
- The University of Lahore Department of TechnologyDocument1 pageThe University of Lahore Department of TechnologyZain TabishNo ratings yet
- Format of Industrial Training Report: "Summer 2020"Document1 pageFormat of Industrial Training Report: "Summer 2020"Zain TabishNo ratings yet
- Hafiz M.Hashir Ali bsmt01163014 App Thermodynamics: Name Reg # SubjectDocument12 pagesHafiz M.Hashir Ali bsmt01163014 App Thermodynamics: Name Reg # SubjectZain TabishNo ratings yet
- Abdullah Medical Center & Maternity Home: Gynecological Ultrasound ExaminationDocument1 pageAbdullah Medical Center & Maternity Home: Gynecological Ultrasound ExaminationZain TabishNo ratings yet
- Machining Process: University of LahoreDocument3 pagesMachining Process: University of LahoreZain TabishNo ratings yet
- Machining Process: University of LahoreDocument4 pagesMachining Process: University of LahoreZain TabishNo ratings yet
- Machining Process: University of LahoreDocument2 pagesMachining Process: University of LahoreZain TabishNo ratings yet
- Abdullah Medical Center & Maternity Home: Right Ovary Left OvaryDocument1 pageAbdullah Medical Center & Maternity Home: Right Ovary Left OvaryZain TabishNo ratings yet
- Machining Process: University of LahoreDocument3 pagesMachining Process: University of LahoreZain TabishNo ratings yet
- Abdullah Medical Center & Maternity Home: Abdominal Ultrasound ExaminationDocument1 pageAbdullah Medical Center & Maternity Home: Abdominal Ultrasound ExaminationZain TabishNo ratings yet
- Assignment No.1 Topic: Algorithm Computer ProgramingDocument2 pagesAssignment No.1 Topic: Algorithm Computer ProgramingZain TabishNo ratings yet
- Many Gospels Jesus: The ofDocument37 pagesMany Gospels Jesus: The ofZain TabishNo ratings yet
- Quran and JesusDocument14 pagesQuran and JesusZain TabishNo ratings yet
- Human Resource Management by John Ivancevich PDFDocument656 pagesHuman Resource Management by John Ivancevich PDFHaroldM.MagallanesNo ratings yet
- Sangeetahealingtemples Com Tarot Card Reading Course in UsaDocument3 pagesSangeetahealingtemples Com Tarot Card Reading Course in UsaSangeetahealing templesNo ratings yet
- Icom IC F5021 F6021 ManualDocument24 pagesIcom IC F5021 F6021 ManualAyam ZebossNo ratings yet
- Ficha Tecnica 320D3 GCDocument12 pagesFicha Tecnica 320D3 GCanahdezj88No ratings yet
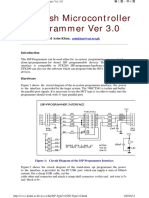
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDocument4 pagesISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNo ratings yet
- Customer Satisfaction-ICICI Bank-Priyanka DhamijaDocument85 pagesCustomer Satisfaction-ICICI Bank-Priyanka DhamijaVarun GuptaNo ratings yet
- Pega AcademyDocument10 pagesPega AcademySasidharNo ratings yet
- Modulation and Frequency Synthesis X Digital Wireless RadioDocument233 pagesModulation and Frequency Synthesis X Digital Wireless Radiolcnblzr3877No ratings yet
- A Religious LeadershipDocument232 pagesA Religious LeadershipBonganiNo ratings yet
- Vice President Enrollment Management in Oklahoma City OK Resume David CurranDocument2 pagesVice President Enrollment Management in Oklahoma City OK Resume David CurranDavidCurranNo ratings yet
- Product Manual: Panel Mounted ControllerDocument271 pagesProduct Manual: Panel Mounted ControllerLEONARDO FREITAS COSTANo ratings yet
- Powerpoint Presentation R.A 7877 - Anti Sexual Harassment ActDocument14 pagesPowerpoint Presentation R.A 7877 - Anti Sexual Harassment ActApple100% (1)
- Te 1569 Web PDFDocument272 pagesTe 1569 Web PDFdavid19890109No ratings yet
- Aman 5Document1 pageAman 5HamidNo ratings yet
- Terms and Conditions 27 06 PDFDocument4 pagesTerms and Conditions 27 06 PDFShreyash NaikwadiNo ratings yet
- Hierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeDocument18 pagesHierarchy of The Inchoate Crimes: Conspiracy Substantive CrimeEmely AlmonteNo ratings yet
- Fracture and FatigueDocument15 pagesFracture and FatigueZou JiaweiNo ratings yet
- Automatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Document7 pagesAutomatic Stair Climbing Wheelchair: Professional Trends in Industrial and Systems Engineering (PTISE)Abdelrahman MahmoudNo ratings yet
- (ENG) Visual Logic Robot ProgrammingDocument261 pages(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Fr-E700 Instruction Manual (Basic)Document155 pagesFr-E700 Instruction Manual (Basic)DeTiEnamoradoNo ratings yet
- LICDocument82 pagesLICTinu Burmi Anand100% (2)
- Pilot'S Operating Handbook: Robinson Helicopter CoDocument200 pagesPilot'S Operating Handbook: Robinson Helicopter CoJoseph BensonNo ratings yet
- Fundamental RightsDocument55 pagesFundamental RightsDivanshuSharmaNo ratings yet
- In Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsDocument241 pagesIn Comparison With Oracle 8i, 9i Is Have Lot Many New Features. Important IsBalaji ShindeNo ratings yet
- ELC Work DescriptionDocument36 pagesELC Work DescriptionHari100% (1)
- Effects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese WhiteDocument5 pagesEffects of Organic Manures and Inorganic Fertilizer On Growth and Yield Performance of Radish (Raphanus Sativus L.) C.V. Japanese Whitepranjals8996No ratings yet
- Design & Construction of New River Bridge On Mula RiverDocument133 pagesDesign & Construction of New River Bridge On Mula RiverJalal TamboliNo ratings yet
- Notice For AsssingmentDocument21 pagesNotice For AsssingmentViraj HibareNo ratings yet
- 1980WB58Document167 pages1980WB58AKSNo ratings yet
- Product Guide TrioDocument32 pagesProduct Guide Triomarcosandia1974No ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Chasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItFrom EverandChasing the Demon: A Secret History of the Quest for the Sound Barrier, and the Band of American Aces Who Conquered ItRating: 4 out of 5 stars4/5 (25)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionFrom EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Basic Digital Signal Processing: Butterworths Basic SeriesFrom EverandBasic Digital Signal Processing: Butterworths Basic SeriesRating: 5 out of 5 stars5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataFrom EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNo ratings yet
- Cyber-Physical Systems: Foundations, Principles and ApplicationsFrom EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EFrom EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70ERating: 3 out of 5 stars3/5 (6)
- Safety Theory and Control Technology of High-Speed Train OperationFrom EverandSafety Theory and Control Technology of High-Speed Train OperationRating: 5 out of 5 stars5/5 (2)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsFrom EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsRating: 4 out of 5 stars4/5 (9)
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)