You might also like
- Tube Settler - CalculationDocument3 pagesTube Settler - CalculationJai Kumar88% (16)
- Depositional History of Franchthi Cave: Stratigraphy, Sedimentology, and Chronology, Fascicle 12From EverandDepositional History of Franchthi Cave: Stratigraphy, Sedimentology, and Chronology, Fascicle 12No ratings yet
- PEG4102 LabDocument13 pagesPEG4102 LabAlex StollNo ratings yet
- Introduction To Primary CementingDocument30 pagesIntroduction To Primary CementingLazharNo ratings yet
- A Comparison of High-Viscosity and High-Density Sweeps As Hole CleaningDocument1 pageA Comparison of High-Viscosity and High-Density Sweeps As Hole Cleaningsaa6383No ratings yet
- The Use and Misuse of Centrifuges PDFDocument4 pagesThe Use and Misuse of Centrifuges PDFChandrasekar Srinivas MohanNo ratings yet
- Salt TableDocument25 pagesSalt TableHappiness ImuetinyanNo ratings yet
- VibrationControl CATALOGO SOPORTES PDFDocument12 pagesVibrationControl CATALOGO SOPORTES PDFMilena Lemus FonsecaNo ratings yet
- 03-Section 3A WBM TestingDocument44 pages03-Section 3A WBM TestingLazharNo ratings yet
- Drilling Fluids Testing 2016-17Document28 pagesDrilling Fluids Testing 2016-17Tyo DekaNo ratings yet
- 14 Contaminants - Part 2 NEWDocument26 pages14 Contaminants - Part 2 NEWLuis CarrilloNo ratings yet
- OBM Syntethic PDFDocument23 pagesOBM Syntethic PDFzahid latifNo ratings yet
- 11-Section 11A Roles and ResponsibilitiesDocument88 pages11-Section 11A Roles and ResponsibilitiesLazharNo ratings yet
- Section 14C Treatment and DisposalDocument22 pagesSection 14C Treatment and DisposalLazharNo ratings yet
- Chapter 14 - Drilling Fluids For ERD, Horizontal WellsDocument14 pagesChapter 14 - Drilling Fluids For ERD, Horizontal WellsAbbas AlkhudafiNo ratings yet
- 2 - DrillingFluidProperties - ESCertification v1 - 1 - 6180305 - 01Document37 pages2 - DrillingFluidProperties - ESCertification v1 - 1 - 6180305 - 01Ricardo VillarNo ratings yet
- 09 - Standard WBM TESTING 2013Document45 pages09 - Standard WBM TESTING 2013Slim.BNo ratings yet
- Oil Based Mud ThinnerDocument2 pagesOil Based Mud ThinnerjangriNo ratings yet
- 2b - APC-Drilling Fluids (Classification, Function and Selection Criteria)Document14 pages2b - APC-Drilling Fluids (Classification, Function and Selection Criteria)Hanif Budhi CundomanikNo ratings yet
- Field Fluids QaqcDocument38 pagesField Fluids QaqcscrbdgharaviNo ratings yet
- Drilling Fluid CompressibilityDocument1 pageDrilling Fluid CompressibilityLuisA.HarCórNo ratings yet
- IPM Bit TechnologyDocument70 pagesIPM Bit Technologyamin peyvandNo ratings yet
- ch5 - Drilling FluidsDocument66 pagesch5 - Drilling FluidsMahmoud Nassar100% (1)
- Ahmadi TehraniDocument21 pagesAhmadi TehraniIzzat RawaidaNo ratings yet
- KMC HydraulicDocument1 pageKMC HydraulicHunterNo ratings yet
- 04 Mud SystemsDocument27 pages04 Mud SystemsAly RasyidNo ratings yet
- 05 - SRB Hydraulic ProgramsDocument22 pages05 - SRB Hydraulic ProgramsnelsonhugoNo ratings yet
- Principles of Drilling Fluid Technology: Presentation No. 5 ReferencesDocument45 pagesPrinciples of Drilling Fluid Technology: Presentation No. 5 References2591995No ratings yet
- DOP 205 - Rev 6Document21 pagesDOP 205 - Rev 6Fernando AybarNo ratings yet
- Section 5B Rheology & HydraulicsDocument10 pagesSection 5B Rheology & HydraulicsLazharNo ratings yet
- Amoco - Drilling Fluid ManualDocument45 pagesAmoco - Drilling Fluid ManualMehrnoosh ArefNo ratings yet
- Wellbore Stability Effect of Mud Weight 1645782860Document27 pagesWellbore Stability Effect of Mud Weight 1645782860Muhammad Husein MahfudzNo ratings yet
- Drilling A Straight HoleDocument88 pagesDrilling A Straight HoleShiela ONo ratings yet
- 04-Section 04 Pilot Testing & ContaminationsDocument17 pages04-Section 04 Pilot Testing & ContaminationsLazharNo ratings yet
- Drill in Fluids 1.0Document29 pagesDrill in Fluids 1.0Long Nhật PhanNo ratings yet
- Section 800 FracturingDocument24 pagesSection 800 FracturingHunterNo ratings yet
- 05-Section 5A Drilling Fluids RheologyDocument22 pages05-Section 5A Drilling Fluids RheologyLazhar100% (1)
- 06-Section 6A Hole CleaningDocument18 pages06-Section 6A Hole CleaningLazharNo ratings yet
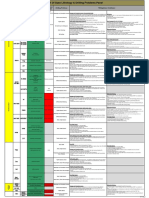
- GOS Lithology and Drilling Problems PanelDocument1 pageGOS Lithology and Drilling Problems PanelMohamed Mokhtar100% (1)
- Barablend - 665 LCM Standard Field Application Procedure: BaroidDocument16 pagesBarablend - 665 LCM Standard Field Application Procedure: Baroidrushikesh pandyaNo ratings yet
- Lab Test - AM - 17.5 - 01Document1 pageLab Test - AM - 17.5 - 01tungxuanbrNo ratings yet
- Mud Properties and Measurements Revised 02Document42 pagesMud Properties and Measurements Revised 02Mohamed Ahmed AlyNo ratings yet
- 9-Drilling Fluids & Rig HydraulicsDocument48 pages9-Drilling Fluids & Rig HydraulicsazizsarshoghNo ratings yet
- Mud Engineers HandbookDocument29 pagesMud Engineers HandbookWasif KarimNo ratings yet
- Section 900 Carbon Dioxide and NitrogenDocument20 pagesSection 900 Carbon Dioxide and NitrogenHunterNo ratings yet
- Warning Signs When CirculatingDocument7 pagesWarning Signs When CirculatingDidin DelgadoNo ratings yet
- Contamination SEADocument111 pagesContamination SEAjalalNo ratings yet
- Casing Centralizer CatalogDocument8 pagesCasing Centralizer CatalogNonameNo ratings yet
- Completion and Workover FluidsDocument2 pagesCompletion and Workover FluidsJit MukherheeNo ratings yet
- Hydraulics Programme: Wellbore Mud PropertiesDocument2 pagesHydraulics Programme: Wellbore Mud PropertiesDrilling Engineering ChannelNo ratings yet
- Mud NotesDocument56 pagesMud Notesrainaldy sebastianNo ratings yet
- Rheological Models For Drilling FluidDocument16 pagesRheological Models For Drilling FluidModesty Ekeh100% (1)
- Kick Handling Losses HPHT EnvironmentDocument4 pagesKick Handling Losses HPHT EnvironmentrajkumarfNo ratings yet
- Drilling Fluid Contamination & TreatmentDocument109 pagesDrilling Fluid Contamination & TreatmentjalalNo ratings yet
- Section 11B Water Base Drilling FluidsDocument44 pagesSection 11B Water Base Drilling FluidsLazharNo ratings yet
- Completion Fluids Displacement and Cementing SpacersDocument18 pagesCompletion Fluids Displacement and Cementing SpacersAnonymous JMuM0E5YONo ratings yet
- Drilling CalculationDocument36 pagesDrilling CalculationYakoub YakoubiNo ratings yet
- Drilling Fluid FunctionsDocument28 pagesDrilling Fluid FunctionsChristian Olascoaga MoriNo ratings yet
- Mud HydraulicsDocument5 pagesMud HydraulicsFares NaceredineNo ratings yet
- Wellbore Stability MMBDocument18 pagesWellbore Stability MMBcamel 125No ratings yet
- AmocoDocument16 pagesAmocoJuan I. SánchezNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- 10-Section 10A Shale InstabilityDocument20 pages10-Section 10A Shale InstabilityLazharNo ratings yet
- 17-Section 17 Engineering DataDocument29 pages17-Section 17 Engineering DataLazharNo ratings yet
- 08-Section 08 Non-Aqueous Fluid (FundamentalDocument25 pages08-Section 08 Non-Aqueous Fluid (FundamentalLazharNo ratings yet
- 18-Section 18A Imperial Salt TablesDocument26 pages18-Section 18A Imperial Salt TablesLazharNo ratings yet
- WBM Important Testing ProceduresDocument84 pagesWBM Important Testing ProceduresLazharNo ratings yet
- 11-Section 11A Roles and ResponsibilitiesDocument88 pages11-Section 11A Roles and ResponsibilitiesLazharNo ratings yet
- Section 14C Treatment and DisposalDocument22 pagesSection 14C Treatment and DisposalLazharNo ratings yet
- 13-Section 13 Hydrates (Deepwater Drilling)Document13 pages13-Section 13 Hydrates (Deepwater Drilling)LazharNo ratings yet
- Section 5B Rheology & HydraulicsDocument10 pagesSection 5B Rheology & HydraulicsLazharNo ratings yet
- Section 11C Non Aqueous Drilling FluidsDocument22 pagesSection 11C Non Aqueous Drilling FluidsLazharNo ratings yet
- Section 6B Barite SagDocument10 pagesSection 6B Barite SagLazharNo ratings yet
- Section 11B Water Base Drilling FluidsDocument44 pagesSection 11B Water Base Drilling FluidsLazharNo ratings yet
- Section 18B Metric Salt TablesDocument22 pagesSection 18B Metric Salt TablesLazharNo ratings yet
- Section 7B Well ControlDocument12 pagesSection 7B Well ControlLazharNo ratings yet
- Section 10B Stuck PipeDocument14 pagesSection 10B Stuck PipeLazhar100% (2)
- 3-Logging UnitDocument33 pages3-Logging UnitLazharNo ratings yet
- 03-Section 3A WBM TestingDocument44 pages03-Section 3A WBM TestingLazharNo ratings yet
- 2-Important OperationsDocument17 pages2-Important OperationsLazharNo ratings yet
- 06-Section 6A Hole CleaningDocument18 pages06-Section 6A Hole CleaningLazharNo ratings yet
- 05-Section 5A Drilling Fluids RheologyDocument22 pages05-Section 5A Drilling Fluids RheologyLazhar100% (1)
- 04-Section 04 Pilot Testing & ContaminationsDocument17 pages04-Section 04 Pilot Testing & ContaminationsLazharNo ratings yet
- 01-Section 02 Drilling Fluids Functions PDFDocument11 pages01-Section 02 Drilling Fluids Functions PDFLazharNo ratings yet
- Bottle Packaging Project WorkbookDocument35 pagesBottle Packaging Project Workbookwalliama0% (1)
- Separating Mixtures Exam QuestionsDocument35 pagesSeparating Mixtures Exam QuestionsMichael WestNo ratings yet
- Biopolymers As A Sustainable Solution For The Enhancement of Soil Mechanical PropertiesDocument13 pagesBiopolymers As A Sustainable Solution For The Enhancement of Soil Mechanical PropertiesANJITHA A RNo ratings yet
- Alegria 860 Instant HandleidingDocument16 pagesAlegria 860 Instant HandleidingrapiNo ratings yet
- Anatomy and Physiology of The SkinDocument2 pagesAnatomy and Physiology of The SkinJunathan L. DelgadoNo ratings yet
- Principales Minas en Mexico: HistoriaDocument5 pagesPrincipales Minas en Mexico: HistoriaJunior VasquezNo ratings yet
- Ra Me 05501 Refrigeration and Air ConditioningDocument1 pageRa Me 05501 Refrigeration and Air ConditioningsivabharathamurthyNo ratings yet
- NT, NSHD, NB & DV End-Suction Centrifugal Pumps To En733 (Din 24255)Document28 pagesNT, NSHD, NB & DV End-Suction Centrifugal Pumps To En733 (Din 24255)jorgeNo ratings yet
- Electronic Materials LibraryDocument71 pagesElectronic Materials Libraryajayiitm05No ratings yet
- ElectrochemistryDocument4 pagesElectrochemistryTwisha ViraniNo ratings yet
- OSHA 30 HR Construction Outline - 2009-1Document23 pagesOSHA 30 HR Construction Outline - 2009-1Kashif Nadeem Rana100% (1)
- Seasmum IndicumDocument34 pagesSeasmum Indicumbhoomika chaudharyNo ratings yet
- Drug LovenoxDocument2 pagesDrug LovenoxSrkocherNo ratings yet
- Acids Bases &salts X ICSE CHEMISTRYDocument30 pagesAcids Bases &salts X ICSE CHEMISTRYjoycepeterNo ratings yet
- Adjuvant Products Guide: Brandt Consolidated, IncDocument4 pagesAdjuvant Products Guide: Brandt Consolidated, IncAlejandro Herrnsdorf-SakellaridisNo ratings yet
- Environmental ManagementDocument28 pagesEnvironmental Managementmstudy123456No ratings yet
- An Introduction To Ethanol Blending: Daniel Measurement and Control Application GuideDocument8 pagesAn Introduction To Ethanol Blending: Daniel Measurement and Control Application GuideJose Luis Gutierrez MadariagaNo ratings yet
- Leaching Principles and KineticsDocument2 pagesLeaching Principles and KineticsThembi MatebulaNo ratings yet
- FLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsDocument2 pagesFLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsMohammad AdilNo ratings yet
- Laboratory SafetyDocument37 pagesLaboratory SafetyAhmad Wildan ZakawaliNo ratings yet
- High Velocity Spray Nozzle HV As PDFDocument6 pagesHigh Velocity Spray Nozzle HV As PDFHarishNo ratings yet
- Literature Review Fire ResistanceDocument78 pagesLiterature Review Fire ResistanceDaniel DincaNo ratings yet
- A Detailed Lesson Plan in Grade 6 ScienceDocument10 pagesA Detailed Lesson Plan in Grade 6 ScienceMaria Daniela ViduyaNo ratings yet
- C 3 StoichDocument38 pagesC 3 StoichJay-Rald LammataoNo ratings yet
- 1 5 B Solutions TamponDocument4 pages1 5 B Solutions TamponRosa BèllaNo ratings yet
- Biochemistry Assignment MCQS and Short QuestionsDocument12 pagesBiochemistry Assignment MCQS and Short QuestionsMUHAMMAD NAEEM IQBALNo ratings yet
- Effect of Physico-Chemical Properties of Drug On AbsorptionDocument37 pagesEffect of Physico-Chemical Properties of Drug On AbsorptionnoamaliaNo ratings yet
- LNG PresentationDocument70 pagesLNG Presentationajaykumarprasad100% (1)