You might also like
- Fluid Mechanics Equation SheetDocument11 pagesFluid Mechanics Equation SheetJerone Manley0% (1)
- Jeppesen 021 - 03 - PowerplantDocument274 pagesJeppesen 021 - 03 - PowerplantSadcat97% (29)
- Approximate Convective-Heating Equations For Hypersonic FlowsDocument7 pagesApproximate Convective-Heating Equations For Hypersonic FlowsIbraheem AlQadi100% (1)
- Section 7Document64 pagesSection 7WlopezaNo ratings yet
- Liquid Expansion ReliefDocument14 pagesLiquid Expansion Reliefpetrochem100% (2)
- Modern Steel Construction March-2022Document76 pagesModern Steel Construction March-2022jackcan501No ratings yet
- Section 7Document51 pagesSection 7Asad Khan0% (1)
- Ejectors and Jet Pumps - Design For Steam Driven FlowDocument92 pagesEjectors and Jet Pumps - Design For Steam Driven FlowtjutjuNo ratings yet
- Section 20Document67 pagesSection 20Asad KhanNo ratings yet
- May DAY EVE LessonsDocument4 pagesMay DAY EVE LessonsFerdinand Pinon100% (1)
- Dokumen - Tips - Gpsa 13 Ed Separation PDFDocument48 pagesDokumen - Tips - Gpsa 13 Ed Separation PDFNovi WulansariNo ratings yet
- Fired HeaterDocument77 pagesFired HeaterEslamSheblNo ratings yet
- Fan Sizing VENTILATIONDocument1 pageFan Sizing VENTILATIONArun KumarNo ratings yet
- Calculation Spreadsheet For Gpsa Engineering Data Book, 13Th Edition NomenclatureDocument6 pagesCalculation Spreadsheet For Gpsa Engineering Data Book, 13Th Edition NomenclatureĐậu BắpNo ratings yet
- Influences of Le Corbusier and Louis I Kahn in IndiaDocument10 pagesInfluences of Le Corbusier and Louis I Kahn in IndiaRashi Chugh88% (8)
- ISO 90012015checklist - tcm14 57745 PDFDocument25 pagesISO 90012015checklist - tcm14 57745 PDFDaniela Muñoz SaldiasNo ratings yet
- Equations For Flooding Rate in Packed Towers 1960Document1 pageEquations For Flooding Rate in Packed Towers 1960Victor VazquezNo ratings yet
- Textbook Errors, 62 Difference Between and Liquids and SolidsDocument2 pagesTextbook Errors, 62 Difference Between and Liquids and SolidsAitor PastorNo ratings yet
- Heat Transfer CoefficientDocument2 pagesHeat Transfer CoefficientHarmanNo ratings yet
- Mechanisms of Natural ConvectionDocument7 pagesMechanisms of Natural ConvectionVISMAY PATELNo ratings yet
- Natural ConvectionDocument7 pagesNatural ConvectionKasiita RobertNo ratings yet
- Kinetics of Gas-Liquid ReactionsDocument7 pagesKinetics of Gas-Liquid ReactionsRajesh NimmakayalaNo ratings yet
- Kinetic Theory of GasesDocument1 pageKinetic Theory of GasesJawad AzizNo ratings yet
- Ilovepdf MergedDocument2 pagesIlovepdf Mergedjawhar impressionNo ratings yet
- Natural Convection Heat Transfer Coefficient Correlations (U.S. Units) 1. With An Isothermal Vertical PlaneDocument4 pagesNatural Convection Heat Transfer Coefficient Correlations (U.S. Units) 1. With An Isothermal Vertical PlaneMahmoud Ahmed AlyNo ratings yet
- ThermodynamicsDocument37 pagesThermodynamicsAyushmaan DhanaiNo ratings yet
- Section 7 - Separation EquipmentDocument9 pagesSection 7 - Separation Equipmentlulis171No ratings yet
- Fins.-17Nov23Document9 pagesFins.-17Nov23BerkNo ratings yet
- Webb, Eckert - 1972 - Application of Rough Surfaces To Heat ExchangerDocument12 pagesWebb, Eckert - 1972 - Application of Rough Surfaces To Heat ExchangerKau Carlos XavierNo ratings yet
- CRE Exp3Document4 pagesCRE Exp3kabali007123No ratings yet
- Updated Formula SheetDocument5 pagesUpdated Formula SheetahmadNo ratings yet
- Aerothermochemical Analysis of Carbon-Carbon Nozzle Regression in Solid-Propellant Rocket MotorsDocument9 pagesAerothermochemical Analysis of Carbon-Carbon Nozzle Regression in Solid-Propellant Rocket Motorsalex de souzaNo ratings yet
- Gaseous StateDocument103 pagesGaseous StateCat123No ratings yet
- Combined Gas LawDocument5 pagesCombined Gas LawJanelle Ghia RamosNo ratings yet
- Steam Tables PDFDocument1 pageSteam Tables PDFPutriNo ratings yet
- Absorption of Beta Particles & Beta End Point Decay Energy ObjectiveDocument3 pagesAbsorption of Beta Particles & Beta End Point Decay Energy ObjectiveMridhul MohananNo ratings yet
- Heat SPM Mind MapDocument6 pagesHeat SPM Mind MapAzaizulAhmadNo ratings yet
- ME2121 Exam Formula SheetDocument5 pagesME2121 Exam Formula SheetPulipati Shailesh AvinashNo ratings yet
- Heating of High Power RocketsDocument6 pagesHeating of High Power RocketsAbraham Martinez RodriguezNo ratings yet
- Aisalmiento Termico Tablas EjemplosDocument20 pagesAisalmiento Termico Tablas EjemplosMARTIN FRANCISCO RIOS QUIÑONESNo ratings yet
- Gas SeparationDocument5 pagesGas SeparationShivanshu BaranwalNo ratings yet
- Heat Transfer and Pressure Drop During Single and Two-Phase Flow Through Unconsolidated Porous MediaDocument226 pagesHeat Transfer and Pressure Drop During Single and Two-Phase Flow Through Unconsolidated Porous MediaOZZYNo ratings yet
- Liquid-Fueled Strut-Based Scramjet Combustor Design: A Computational Fluid Dynamics ApproachDocument8 pagesLiquid-Fueled Strut-Based Scramjet Combustor Design: A Computational Fluid Dynamics ApproacharNo ratings yet
- Transient Flowing-Fluid Temperature Modeling in Reservoirs With Large DrawdownsDocument13 pagesTransient Flowing-Fluid Temperature Modeling in Reservoirs With Large DrawdownsEbelEdelEdelNo ratings yet
- Performance & Optimal Design of Slender Fins: Weigh The Benefits Critically Before You InvestDocument21 pagesPerformance & Optimal Design of Slender Fins: Weigh The Benefits Critically Before You Investagus ketong1907No ratings yet
- 0705 2894 PDFDocument14 pages0705 2894 PDFHassanImranNo ratings yet
- Opportunities For A Liquid Rocket Feed System Based On Electric PumpsDocument7 pagesOpportunities For A Liquid Rocket Feed System Based On Electric PumpsdiegolenNo ratings yet
- ch4 5Document5 pagesch4 5RishokNo ratings yet
- Lecture Notes SaetKurt Heat TransferDocument9 pagesLecture Notes SaetKurt Heat TransferLucas VylxiaNo ratings yet
- Colburn 1964Document26 pagesColburn 1964cesar villafuerteNo ratings yet
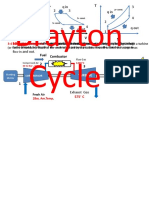
- Brayton Cycle: 2 3 P Qin Qin 2 3Document2 pagesBrayton Cycle: 2 3 P Qin Qin 2 3Mohammad Ibnul HossainNo ratings yet
- Section 5 - Relief SystemsDocument22 pagesSection 5 - Relief Systemslulis171No ratings yet
- Supene.: or H, Enthalpy WaterDocument5 pagesSupene.: or H, Enthalpy WaterAnkit LakraNo ratings yet
- 01.energy Management Handbook-56Document4 pages01.energy Management Handbook-56Aatish ChandrawarNo ratings yet
- CH 05Document23 pagesCH 05Sritaran BalakrishnanNo ratings yet
- Engineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterDocument4 pagesEngineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterTrishul Nath PallayNo ratings yet
- Green's Function To Determine Temperature Distribution in A Semitransparent Thermal Barrier CoatingDocument3 pagesGreen's Function To Determine Temperature Distribution in A Semitransparent Thermal Barrier CoatingLiviu BadeaNo ratings yet
- Tnano 2015 2416318Document11 pagesTnano 2015 2416318Safdar AbbasNo ratings yet
- Chemical Engineering Mathematics: (Mass Transfer)Document13 pagesChemical Engineering Mathematics: (Mass Transfer)Marvel Shaddai SimanungkalitNo ratings yet
- O Apendice ADocument2 pagesO Apendice Aelena lopez albaNo ratings yet
- NHT 2004Document20 pagesNHT 2004Tegar Unggul PratamaNo ratings yet
- Heat Exchangers: Section 9Document10 pagesHeat Exchangers: Section 9Mariel MedranoNo ratings yet
- Electron Transfers in Chemistry and Biology R.A. Marcus: and Norman Sutin BDocument58 pagesElectron Transfers in Chemistry and Biology R.A. Marcus: and Norman Sutin BShaik RuksanaNo ratings yet
- Electron Transfer Reactions in Chemistry - Theory and ExperimentDocument7 pagesElectron Transfer Reactions in Chemistry - Theory and ExperimentShaik RuksanaNo ratings yet
- Block-Copolymer-Templated Synthesis of Electroactive Ruo - Based Mesoporous Thin FilmsDocument8 pagesBlock-Copolymer-Templated Synthesis of Electroactive Ruo - Based Mesoporous Thin FilmsShaik RuksanaNo ratings yet
- Polymer-Modifi Ed Mesoporous Silica Thin Films For Redox-Mediated Selective Membrane GatingDocument11 pagesPolymer-Modifi Ed Mesoporous Silica Thin Films For Redox-Mediated Selective Membrane GatingShaik RuksanaNo ratings yet
- Block Copolymer Derived Uniform Mesopores Enable Ultrafast Electron and Ion Transport at High Mass LoadingsDocument10 pagesBlock Copolymer Derived Uniform Mesopores Enable Ultrafast Electron and Ion Transport at High Mass LoadingsShaik RuksanaNo ratings yet
- Electron Transfers in Chemistry and Biology R.A. Marcus: and Norman Sutin BDocument58 pagesElectron Transfers in Chemistry and Biology R.A. Marcus: and Norman Sutin BShaik RuksanaNo ratings yet
- Dynamic Modeling: CatalyticDocument16 pagesDynamic Modeling: CatalyticShaik RuksanaNo ratings yet
- Adaptive Optimizing Control of Multivariable: Constrained Chemical Theoretical DevelopmentDocument7 pagesAdaptive Optimizing Control of Multivariable: Constrained Chemical Theoretical DevelopmentShaik RuksanaNo ratings yet
- Multiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsDocument6 pagesMultiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsShaik RuksanaNo ratings yet
- Parametric Sensitivity Studies in A Commercial FCC UnitDocument14 pagesParametric Sensitivity Studies in A Commercial FCC UnitShaik RuksanaNo ratings yet
- Multiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsDocument6 pagesMultiobjective Optimisation of Fluid Catalytic Cracker Unit Using Genetic AlgorithmsShaik RuksanaNo ratings yet
- Four - Lump Kinetic Model vs. Three - Lump Kinetic Model For The Fluid Catalytic Cracking Riser ReactorDocument7 pagesFour - Lump Kinetic Model vs. Three - Lump Kinetic Model For The Fluid Catalytic Cracking Riser ReactorShaik RuksanaNo ratings yet
- Carbon FormationDocument5 pagesCarbon FormationShaik RuksanaNo ratings yet
- Seventeen-Lump Model For The Simulation of An Industrial Fluid Catalytic Cracking Unit (FCCU)Document14 pagesSeventeen-Lump Model For The Simulation of An Industrial Fluid Catalytic Cracking Unit (FCCU)Shaik RuksanaNo ratings yet
- Study of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitDocument6 pagesStudy of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitShaik RuksanaNo ratings yet
- FCC 2Document12 pagesFCC 2Vijay KoratiyaNo ratings yet
- FCC 2Document12 pagesFCC 2Vijay KoratiyaNo ratings yet
- Rahul Kasat IECResDocument12 pagesRahul Kasat IECResShaik RuksanaNo ratings yet
- Seventeen-Lump Model For The Simulation of An Industrial Fluid Catalytic Cracking Unit (FCCU)Document14 pagesSeventeen-Lump Model For The Simulation of An Industrial Fluid Catalytic Cracking Unit (FCCU)Shaik RuksanaNo ratings yet
- 1 s2.0 S0098135400004531 Main PDFDocument7 pages1 s2.0 S0098135400004531 Main PDFShaik RuksanaNo ratings yet
- Digital Simulation of Industrial Fluid Catalytic Cracking Units: Bifurcation and Its ImplicationsDocument7 pagesDigital Simulation of Industrial Fluid Catalytic Cracking Units: Bifurcation and Its ImplicationsShaik RuksanaNo ratings yet
- Pokemon Black 2 and White 2 USA Action Replay Official Code ListDocument12 pagesPokemon Black 2 and White 2 USA Action Replay Official Code ListW A R R E N100% (1)
- Analog 01 Lab Exp 08 FullDocument6 pagesAnalog 01 Lab Exp 08 FullShuvro Sankar SenNo ratings yet
- Flange Tables PDFDocument6 pagesFlange Tables PDFTomhang No HangNo ratings yet
- Learning Based Exposition-The Simple Present TenseDocument12 pagesLearning Based Exposition-The Simple Present Tenseyuri Berrocal YanceNo ratings yet
- 2 Unit2Document28 pages2 Unit2BrahimeNo ratings yet
- Comparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Document9 pagesComparing 18650 Lithium Ion NMC Cells With 32650 Lifepo4 Cells - Which One Is Right For Your Application?Rommel Angeles PeronaNo ratings yet
- A Detailed Lesson Plan in Grade 9 Mathematic2Document3 pagesA Detailed Lesson Plan in Grade 9 Mathematic2Wenifred A. Balagan Jr.No ratings yet
- Impact On OrganizationsDocument14 pagesImpact On OrganizationsogakhanNo ratings yet
- Bituminous Construction TypesDocument3 pagesBituminous Construction TypesSiya Fal DesaiNo ratings yet
- GAP Guidelines: Management Programs (Overview)Document27 pagesGAP Guidelines: Management Programs (Overview)LleiLlei100% (1)
- MBSImP Assignment RubricDocument3 pagesMBSImP Assignment RubricmahdislpNo ratings yet
- Synopsis Format-Practice SchoolDocument4 pagesSynopsis Format-Practice SchoolArjun GoyalNo ratings yet
- Guide Identifying Handling Low Density Asbestos Fibre BoardDocument6 pagesGuide Identifying Handling Low Density Asbestos Fibre Boardhitman1363No ratings yet
- Sensair Manual 1.0 en PDFDocument104 pagesSensair Manual 1.0 en PDFPaul KinsellaNo ratings yet
- Schlosser Distillation SSCHI 2011 256Document14 pagesSchlosser Distillation SSCHI 2011 256Brandon LizardoNo ratings yet
- CH 9. Heat - Thermodynamics (Phy +1)Document84 pagesCH 9. Heat - Thermodynamics (Phy +1)tomyNo ratings yet
- ADSA Assignment-1 Group - 3Document16 pagesADSA Assignment-1 Group - 3Animesh KumarNo ratings yet
- Basic Measurement PiezoeletricDocument6 pagesBasic Measurement PiezoeletricALEX_INSPETORNo ratings yet
- Homework 3Document4 pagesHomework 3sdphysicsNo ratings yet
- Pos Cura em Resina.026Document7 pagesPos Cura em Resina.026Danilo BianchiNo ratings yet
- BiometricsDocument10 pagesBiometricsKrishna Murthy PNo ratings yet
- Online Medical Delivery ServiceDocument10 pagesOnline Medical Delivery ServiceYESHUDAS JIVTODENo ratings yet
- Nurs 624 Reference List ApaDocument4 pagesNurs 624 Reference List Apaapi-698538548No ratings yet
- Egcuwa - Butterworth Profile PDFDocument84 pagesEgcuwa - Butterworth Profile PDFsbuja7No ratings yet
- Module 2 - Introduction To Programming - UpdatedDocument30 pagesModule 2 - Introduction To Programming - UpdatedKen FirmalanNo ratings yet