You might also like
- Patent details firing mechanism for firearmsDocument33 pagesPatent details firing mechanism for firearmsTEKO - TepicKurestwoOficjal PS4 CrewNo ratings yet
- Applied Management Science Lawrence 2Nd Edition SolutionsDocument3 pagesApplied Management Science Lawrence 2Nd Edition Solutionsptanoy8No ratings yet
- US5241749 Rod Baffle DesignDocument12 pagesUS5241749 Rod Baffle Designashish.itbhuNo ratings yet
- Hammer mechanism attachment for guitarsDocument8 pagesHammer mechanism attachment for guitarsDuane BlakeNo ratings yet
- Blind Flange Design Calculations - by Abdel Halim GalalaDocument6 pagesBlind Flange Design Calculations - by Abdel Halim GalalaNirmalraj Manoharan67% (3)
- X.1 Short Circuit Current Calculation Sheet (3P4W)Document2 pagesX.1 Short Circuit Current Calculation Sheet (3P4W)Thai VoNo ratings yet
- Mechanical Design of Shell and Tube Heat ExchangerDocument69 pagesMechanical Design of Shell and Tube Heat ExchangerFazil HassanNo ratings yet
- Usre31018 PDFDocument9 pagesUsre31018 PDFAnonymous hEkOZUhSNo ratings yet
- GFGHDocument14 pagesGFGHFernando100% (1)
- Capped Disc Protects Hammer Mill RotorDocument15 pagesCapped Disc Protects Hammer Mill RotorEduardo Fernandez DazaNo ratings yet
- H - III: United States PatentDocument18 pagesH - III: United States PatentkartikkeyyanNo ratings yet
- US5857343Document21 pagesUS5857343matheus birkhan diasNo ratings yet
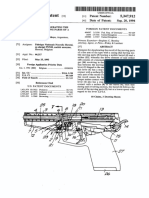
- FN Five Seven US5347912Document7 pagesFN Five Seven US5347912apoorva singhNo ratings yet
- Patent Abstract for Dual Chamber Orifice FittingDocument25 pagesPatent Abstract for Dual Chamber Orifice FittingMarco Gonzalez100% (1)
- US5932132Document23 pagesUS5932132roux76No ratings yet
- Method of Decoking of Steam Cracker Unit PDFDocument7 pagesMethod of Decoking of Steam Cracker Unit PDFMoosa NaseerNo ratings yet
- Seal PlateDocument14 pagesSeal PlateRubén Leal RuizNo ratings yet
- U.S. Patent Aug. 7, 1979 Sheet 1 of 13 4,163,437Document30 pagesU.S. Patent Aug. 7, 1979 Sheet 1 of 13 4,163,437JuloNo ratings yet
- Welding Gun Spatter ShieldDocument10 pagesWelding Gun Spatter ShieldddvNo ratings yet
- United States Patent (19) : Johnson (45) Apr. 26, 1977Document14 pagesUnited States Patent (19) : Johnson (45) Apr. 26, 1977Jakob OlsenNo ratings yet
- United States PatentDocument10 pagesUnited States PatentPriyankaNo ratings yet
- US5305721Rotary Wankel Type EngineDocument10 pagesUS5305721Rotary Wankel Type Engine임학진No ratings yet
- United States PatentDocument29 pagesUnited States Patentعلی ربانیNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,856,167 (45) Date of Patent: Aug. 15, 1989Jeferson MarcelinoNo ratings yet
- Iii Iiii: United States PatentDocument8 pagesIii Iiii: United States Patent63No ratings yet
- US4991909Document10 pagesUS4991909aungkyawzoreNo ratings yet
- Electrical Wiring System PatentDocument20 pagesElectrical Wiring System PatentAininNo ratings yet
- US4553469Document35 pagesUS4553469Jean DelaronciereNo ratings yet
- United States Patent 19: 45 Date of Patent: Jul. 14, 1998Document16 pagesUnited States Patent 19: 45 Date of Patent: Jul. 14, 1998sudeep kumarNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- United States Patent 19Document6 pagesUnited States Patent 19mahmoud EissaNo ratings yet
- US5434336Document18 pagesUS5434336ivanvalverdeyanquiNo ratings yet
- Oxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDDocument3 pagesOxygen Gas Cartridge, US5100014, Nippon Tansan Gas Co LTDJong Rok AhnNo ratings yet
- LG SkothDocument7 pagesLG SkothNURI ONUR CATAKNo ratings yet
- Flexible Pipe Loop US5803506Document8 pagesFlexible Pipe Loop US5803506Omega RedNo ratings yet
- United States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Document18 pagesUnited States Patent (19) : Saia, III Et Al. (45) Date of Patent: " Aug. 16, 1994Maulana IskhaqNo ratings yet
- US4424884Document14 pagesUS4424884han09092001No ratings yet
- United States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentDocument21 pagesUnited States Patent (19) : Iguchi Et Al. 11) Patent Number: 45) Date of PatentsieausNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- United States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XDocument19 pagesUnited States Patent (19) : 4,560,013 12/1985 Beimgraben ............ So A So 175/325 XJjp ParmarNo ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- Arco CompuestoDocument13 pagesArco CompuestoDamian CampilloNo ratings yet
- United States Patent (19) : 11) Patent Number: 5,309,815 (45) Date of Patent: May 10, 1994Document16 pagesUnited States Patent (19) : 11) Patent Number: 5,309,815 (45) Date of Patent: May 10, 1994Слэйтер Строительная компанияNo ratings yet
- United States Patent (19) 11 Patent Number: 6,086,816: Lee Et Al. (45) Date of Patent: Jul. 11, 2000Document20 pagesUnited States Patent (19) 11 Patent Number: 6,086,816: Lee Et Al. (45) Date of Patent: Jul. 11, 2000Gargee DashNo ratings yet
- US4165961Document18 pagesUS4165961devmarineacademyNo ratings yet
- US6189197Document11 pagesUS6189197Simon VotteroNo ratings yet
- Us 4785300Document12 pagesUs 4785300MasoudNo ratings yet
- US5872805Document7 pagesUS5872805Dhaval patelNo ratings yet
- US6718938Hinged Rotor Internal Combustion EngineDocument27 pagesUS6718938Hinged Rotor Internal Combustion Engine임학진No ratings yet
- US5584336Document13 pagesUS5584336Ashkan AsefiNo ratings yet
- United States PatentDocument15 pagesUnited States PatentJjp ParmarNo ratings yet
- US6335673Document9 pagesUS6335673Maulana HidayatullahNo ratings yet
- Autogyro Aircraft Adjusts Rotor Blade Pitch for Optimal LiftDocument50 pagesAutogyro Aircraft Adjusts Rotor Blade Pitch for Optimal Liftwen longNo ratings yet
- United States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Document10 pagesUnited States Patent: Palicka Et Al. (45) Date of Patent: Jul.18, 2006Mary HullNo ratings yet
- United States PatentDocument8 pagesUnited States PatentNitin DhawanNo ratings yet
- US4064868-fin Boru US PatentiDocument6 pagesUS4064868-fin Boru US PatentiAhmet ERTANNo ratings yet
- Us 4883240Document16 pagesUs 4883240John SmithNo ratings yet
- US4827072 Oleflex PDFDocument17 pagesUS4827072 Oleflex PDFEmiliano RohweinNo ratings yet
- United States Patent (19) 11 Patent Number: 5,580,236: Pagani 45 Date of Patent: Dec. 3, 1996Document7 pagesUnited States Patent (19) 11 Patent Number: 5,580,236: Pagani 45 Date of Patent: Dec. 3, 1996treyzzztylerNo ratings yet
- N N N N: United States PatentDocument7 pagesN N N N: United States Patentalvaro BricioNo ratings yet
- Us4212057 PDFDocument14 pagesUs4212057 PDFحسام.علاوي جاسمNo ratings yet
- United States Patent (19) 11 Patent Number: 5,935,415Document12 pagesUnited States Patent (19) 11 Patent Number: 5,935,415xyz7890No ratings yet
- United States PatentDocument7 pagesUnited States Patentwmgb249529No ratings yet
- Cooling Load - CLTD MethodDocument1 pageCooling Load - CLTD MethodThai VoNo ratings yet
- United States Patent To 11, 4,010,775: 54 High Temperature Walve Primary Examiner-Houston S. Bell, JRDocument11 pagesUnited States Patent To 11, 4,010,775: 54 High Temperature Walve Primary Examiner-Houston S. Bell, JRThai VoNo ratings yet
- 4EDocument7 pages4Esiva kumarNo ratings yet
- Advanced ValveDocument1 pageAdvanced ValveThai VoNo ratings yet
- M150Document9 pagesM150Ajit ChauhanNo ratings yet
- 7250 Dallas Parkway, Suite 1000 Plano, TX 75024 1-800-879-8000Document5 pages7250 Dallas Parkway, Suite 1000 Plano, TX 75024 1-800-879-8000Thai VoNo ratings yet
- Cooling LoadDocument1 pageCooling LoadThai VoNo ratings yet
- Pipesize Documentation Chemeng SoftDocument34 pagesPipesize Documentation Chemeng SoftvuongNo ratings yet
- Mini Air Jet Eductors for Industrial ApplicationsDocument5 pagesMini Air Jet Eductors for Industrial ApplicationsThai VoNo ratings yet
- Dv1 Series: 2-Way Diaphragm ValvesDocument8 pagesDv1 Series: 2-Way Diaphragm ValvesThai VoNo ratings yet
- Dv1 Series: 2-Way Diaphragm ValvesDocument8 pagesDv1 Series: 2-Way Diaphragm ValvesThai VoNo ratings yet
- 9 - Fault - Prevention of Silencer PDFDocument9 pages9 - Fault - Prevention of Silencer PDFktsnlNo ratings yet
- Bearing SpecificationDocument1 pageBearing SpecificationThai VoNo ratings yet
- DBB Series: Double-Block-and-Bleed Diaphragm ValvesDocument10 pagesDBB Series: Double-Block-and-Bleed Diaphragm ValvesThai VoNo ratings yet
- DBB Series: Double-Block-and-Bleed Diaphragm ValvesDocument10 pagesDBB Series: Double-Block-and-Bleed Diaphragm ValvesThai VoNo ratings yet
- CTDV Dba DatasheetDocument8 pagesCTDV Dba DatasheetThai VoNo ratings yet
- Project StepDocument1 pageProject StepThai VoNo ratings yet
- Compressor Air Piping Calculation PDFDocument1 pageCompressor Air Piping Calculation PDFThai VoNo ratings yet
- Compressibility Factor 214.29 7.14: Stage Polytropic Head (H) No. of ImpellersDocument1 pageCompressibility Factor 214.29 7.14: Stage Polytropic Head (H) No. of ImpellersThai VoNo ratings yet
- Compressor Air Piping Calculation PDFDocument1 pageCompressor Air Piping Calculation PDFThai VoNo ratings yet
- Fantech RP 252Document1 pageFantech RP 252Thai VoNo ratings yet
- Air Gas Ratio Setting PDFDocument1 pageAir Gas Ratio Setting PDFThai VoNo ratings yet
- FT Pitot Type LDocument4 pagesFT Pitot Type LThai VoNo ratings yet
- Gas analysis table reveals Vietnam gas compositionDocument2 pagesGas analysis table reveals Vietnam gas compositionThai VoNo ratings yet
- Voltage Drop of Lighting System-Futaba VN Phase-3 ProjectDocument2 pagesVoltage Drop of Lighting System-Futaba VN Phase-3 ProjectThai VoNo ratings yet
- Aerodynamic Engineering FundamentalsDocument113 pagesAerodynamic Engineering FundamentalsIron Mike VimalNo ratings yet
- Pergamon: Energy Convers. MGMTDocument12 pagesPergamon: Energy Convers. MGMThassan aliNo ratings yet
- Course NotesDocument253 pagesCourse NotesbuenasmhNo ratings yet
- Mechanical Energy Transformations in Hydroelectric PowerDocument2 pagesMechanical Energy Transformations in Hydroelectric PowerROdney BArbaNo ratings yet
- Spe - 57313 Gas Lift Optimization Efforts and ChallengesDocument9 pagesSpe - 57313 Gas Lift Optimization Efforts and ChallengesAldo EstebanNo ratings yet
- CL1000Datasheet (vpn86 007rev4)Document2 pagesCL1000Datasheet (vpn86 007rev4)kevinkaradaNo ratings yet
- Generation Requirements Shape FunctDocument34 pagesGeneration Requirements Shape FunctyohplalaNo ratings yet
- Physics ProjectDocument11 pagesPhysics ProjectArushi Sharma88% (8)
- Ring RollingDocument14 pagesRing Rollingdandan29100% (1)
- 10 Non Destructive Testing PDFDocument8 pages10 Non Destructive Testing PDFGosaye DesalegnNo ratings yet
- MEC432 Vehicle Dynamics 14584::rajeev Kumar 3.0 0.0 0.0 3.0 1:discipline Knowledge, 4:research, 5:placement ExaminationDocument6 pagesMEC432 Vehicle Dynamics 14584::rajeev Kumar 3.0 0.0 0.0 3.0 1:discipline Knowledge, 4:research, 5:placement ExaminationjatinNo ratings yet
- Second LawDocument19 pagesSecond Law215492No ratings yet
- CROSSRAIL Lea Crossing Bridge Wind Load CalculationsDocument12 pagesCROSSRAIL Lea Crossing Bridge Wind Load Calculationsbdjokovic8396No ratings yet
- A Distributed Hydrological Model With Coupled Water and Energy BudgetsDocument18 pagesA Distributed Hydrological Model With Coupled Water and Energy BudgetsFiromsa IbrahimNo ratings yet
- Determination of Fluoride in Toothpaste Using An Ion-Selective ElectrodeDocument4 pagesDetermination of Fluoride in Toothpaste Using An Ion-Selective ElectrodevaninorNo ratings yet
- 4024 s10 QP 13Document20 pages4024 s10 QP 13mstudy1234560% (1)
- MOSFETs 2015 02 23Document197 pagesMOSFETs 2015 02 23楊易儒No ratings yet
- Revision Worksheet Fun With MagnetsDocument1 pageRevision Worksheet Fun With Magnetsagarwaladya26No ratings yet
- Pipeline ADC TutorialDocument8 pagesPipeline ADC TutorialAlexandre KennedyNo ratings yet
- Pune Institute of Computer Technology: Subject: Fiber Optic CommunicationDocument68 pagesPune Institute of Computer Technology: Subject: Fiber Optic CommunicationHarshal JadhavNo ratings yet
- Methane Steam ReformingDocument29 pagesMethane Steam Reformingnganphap67% (6)
- PC235W13 Assignment3 SolutionsDocument10 pagesPC235W13 Assignment3 Solutionskwok0% (1)
- Ims ManualDocument148 pagesIms ManualAnubhav Srivastav100% (1)
- Design calculations for solar panel support structureDocument7 pagesDesign calculations for solar panel support structureAnonymous sfkedkymNo ratings yet
- ME Lab 2 Module No. 5 PDFDocument24 pagesME Lab 2 Module No. 5 PDFIsmaeli KielNo ratings yet
- Mii 2012 0102Document44 pagesMii 2012 0102asblueskyNo ratings yet
- Building Utilities 2 Air ConditioningDocument4 pagesBuilding Utilities 2 Air ConditioningianyanNo ratings yet
- Empirical approaches for assessing stability in weak rock massesDocument10 pagesEmpirical approaches for assessing stability in weak rock massesJuan MansillaNo ratings yet