You might also like
- Aws C3.7-C3.7M-2005Document28 pagesAws C3.7-C3.7M-2005juliusex100% (1)
- IIFL Wealth Hurun India Rich List 2020Document26 pagesIIFL Wealth Hurun India Rich List 2020Sudhir SalianNo ratings yet
- Aws D14.4 D14.4MDocument134 pagesAws D14.4 D14.4Mgeorgadam198380% (5)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
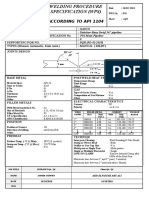
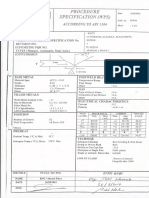
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Aws C3.4 (1999)Document16 pagesAws C3.4 (1999)luisNo ratings yet
- AWS C5.2-01 Plasma Arc CuttingDocument53 pagesAWS C5.2-01 Plasma Arc CuttingvenkateshNo ratings yet
- Aws C7.2-98Document116 pagesAws C7.2-98venkatesh100% (3)
- AWS C5.5M - 2003.tmpDocument131 pagesAWS C5.5M - 2003.tmpSaputra Huda100% (1)
- AWS c7.4mDocument7 pagesAWS c7.4mromanosky110% (1)
- d8 9mPVDocument9 pagesd8 9mPVFarid HasannudinNo ratings yet
- D8.1M 2007PV PDFDocument5 pagesD8.1M 2007PV PDFkhadtarpNo ratings yet
- (AWS) Aws c3.6 Furnace BrazingDocument17 pages(AWS) Aws c3.6 Furnace BrazingSangyeol ParkNo ratings yet
- Aws 14.1Document141 pagesAws 14.1MaelstormcrowNo ratings yet
- Previews AWS A5 12M A5 12 2009 PreDocument12 pagesPreviews AWS A5 12M A5 12 2009 PreMani Vannan100% (1)
- Aws C3.6M-C3.6-2008Document28 pagesAws C3.6M-C3.6-2008juliusexNo ratings yet
- Aws A5.10Document12 pagesAws A5.10KureiNo ratings yet
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresFrom EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresRating: 5 out of 5 stars5/5 (1)
- Humanistic Psychology, A New BreakthroughDocument5 pagesHumanistic Psychology, A New BreakthroughMarcelo Vial RoeheNo ratings yet
- KinesiologyDocument46 pagesKinesiologyNoorNo ratings yet
- AWS C5.7 (2000) - 2006r - Recommended Practices For Electrogas WeldingDocument65 pagesAWS C5.7 (2000) - 2006r - Recommended Practices For Electrogas WeldingPubcrawlNo ratings yet
- Specification For Carbon Steel Electrodes For Flux Cored Arc WeldingDocument5 pagesSpecification For Carbon Steel Electrodes For Flux Cored Arc WeldingAna Lagunes0% (1)
- A5.17 - A5.17m - 97 (R2007) PV Saw ElectrodoDocument5 pagesA5.17 - A5.17m - 97 (R2007) PV Saw ElectrodomsalinasaguilarNo ratings yet
- Aws C5.5 (2003) Rp-GtawDocument131 pagesAws C5.5 (2003) Rp-GtawIsmail Karmana100% (2)
- Specification For Automotive Weld Quality-Arc Welding of SteelDocument6 pagesSpecification For Automotive Weld Quality-Arc Welding of Steelromanosky11No ratings yet
- Vdocuments - MX - Aws c53 00 Carbon Arc Gougingpdf PDFDocument29 pagesVdocuments - MX - Aws c53 00 Carbon Arc Gougingpdf PDFSerkan AkşanlıNo ratings yet
- AWS C5.10 - Sheilding Gas PDFDocument6 pagesAWS C5.10 - Sheilding Gas PDFBoby ThomasNo ratings yet
- Aws C3.4M-C3.4-2007PVDocument4 pagesAws C3.4M-C3.4-2007PVSergio MuñozNo ratings yet
- Aws C5.5-80 GtawDocument45 pagesAws C5.5-80 GtawvenkateshNo ratings yet
- A5 30-1997PV PDFDocument5 pagesA5 30-1997PV PDFBernathTurnipNo ratings yet
- Aws D14.4 2005Document178 pagesAws D14.4 2005luisNo ratings yet
- Specification For Welded Joints in Machinery and Equipment: AWS D14.4/D14.4M:2005 An American National StandardDocument9 pagesSpecification For Welded Joints in Machinery and Equipment: AWS D14.4/D14.4M:2005 An American National Standardeduardo Salazar RiveraNo ratings yet
- Recommended Practices For The Welding of Rails and Related Rail Components For Use by Rail VehiclesDocument6 pagesRecommended Practices For The Welding of Rails and Related Rail Components For Use by Rail VehiclesDanielNo ratings yet
- (ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFDocument18 pages(ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFTowkir AhmmadNo ratings yet
- Specification For Carbon Steel Electrodes and Fluxes For Submerged Arc WeldingDocument12 pagesSpecification For Carbon Steel Electrodes and Fluxes For Submerged Arc WeldinghamitNo ratings yet
- Aws A57 A57m 2007Document32 pagesAws A57 A57m 2007Imtiaz KhanNo ratings yet
- Specification For Low-Alloy Steel Electrodes and Fluxes For Submerged Arc WeldingDocument9 pagesSpecification For Low-Alloy Steel Electrodes and Fluxes For Submerged Arc WeldingAravind kumarNo ratings yet
- b2.4 2006PVDocument5 pagesb2.4 2006PVTim LimNo ratings yet
- AWS 14.6 Especificación de Soldadura de Elementos Rotativos.Document110 pagesAWS 14.6 Especificación de Soldadura de Elementos Rotativos.carlosferiaNo ratings yet
- Previews 1985855 PreDocument16 pagesPreviews 1985855 Preeder alemanNo ratings yet
- Aws A5 14 PDFDocument7 pagesAws A5 14 PDFrezaNo ratings yet
- Aws A5.14Document7 pagesAws A5.14Walter Davila Samalvides50% (2)
- Aws C5.6-89Document75 pagesAws C5.6-89venkateshNo ratings yet
- C4.4 C4.4M 2022 Web - PVDocument14 pagesC4.4 C4.4M 2022 Web - PVSergio MuñozNo ratings yet
- Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating TorchesDocument7 pagesRecommended Practices For Heat Shaping and Straightening With Oxyfuel Gas Heating Torchesvampiredraak2712No ratings yet
- A5 30-A5 30M-2007PVDocument6 pagesA5 30-A5 30M-2007PVJawad MunirNo ratings yet
- AWS A5-5 1996 Low Alloy Steel Electrodes For SMAWDocument55 pagesAWS A5-5 1996 Low Alloy Steel Electrodes For SMAWEmelda JulianNo ratings yet
- AWS a3.0-2001PVDocument6 pagesAWS a3.0-2001PVEdison Manriquez AlegriaNo ratings yet
- Ressistance WeldingDocument12 pagesRessistance WeldingGautam KumarNo ratings yet
- Guide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeDocument38 pagesGuide For The Gas Shielded Arc Welding of Aluminum and Aluminum Alloy PipeCGRRNo ratings yet
- A5 32-A5 32M-97Document5 pagesA5 32-A5 32M-97mon3embo7No ratings yet
- D10 11M-D10 11-2007PVDocument6 pagesD10 11M-D10 11-2007PVFiroj KhanNo ratings yet
- AWS D3.7 2004, Guide For Aluminum Hull WeldingDocument87 pagesAWS D3.7 2004, Guide For Aluminum Hull WeldingPAOLO GIANNELLI100% (1)
- Aws A5.15 (1990 R2016)Document38 pagesAws A5.15 (1990 R2016)Carlos Ramos100% (1)
- Aws D3-6M - 1999Document132 pagesAws D3-6M - 1999ChristopheNo ratings yet
- Aws C7.3-1999Document20 pagesAws C7.3-1999Rene Alfonso BeltranNo ratings yet
- Guide For The Fusion Welding of Titanium and Titanium AlloysDocument14 pagesGuide For The Fusion Welding of Titanium and Titanium AlloysA SoniNo ratings yet
- AWS-C1.5.2015 Specification For The Qualification of Resistance Welding TechniciansDocument23 pagesAWS-C1.5.2015 Specification For The Qualification of Resistance Welding TechniciansCleiton Bernardo100% (1)
- Guide For Welding Iron Castings: ANSI/AWS D11.2-89 (R2006) An American National StandardDocument8 pagesGuide For Welding Iron Castings: ANSI/AWS D11.2-89 (R2006) An American National StandardCyperTCNo ratings yet
- A5 15-90 (R2006) PV PDFDocument5 pagesA5 15-90 (R2006) PV PDFAnghelo AlcaldeNo ratings yet
- Guide For The Fusion Welding of Titanium and Titanium AlloysDocument58 pagesGuide For The Fusion Welding of Titanium and Titanium AlloysNilton Raúl Santillán Ortega100% (1)
- Cutting Aws C5.3 2000 R2011Document33 pagesCutting Aws C5.3 2000 R2011Serkan AkşanlıNo ratings yet
- AWS Certified Cloud Practitioner Study Guide With 500 Practice Test Questions: Foundational (CLF-C02) ExamFrom EverandAWS Certified Cloud Practitioner Study Guide With 500 Practice Test Questions: Foundational (CLF-C02) ExamNo ratings yet
- AWS Certified Machine Learning Study Guide: Specialty (MLS-C01) ExamFrom EverandAWS Certified Machine Learning Study Guide: Specialty (MLS-C01) ExamNo ratings yet
- OSYSU-1, - 2: Outside Screw and Yoke Valve Supervisory SwitchDocument4 pagesOSYSU-1, - 2: Outside Screw and Yoke Valve Supervisory SwitchMaged Lotfy Abdel-aalNo ratings yet
- UL - PotterDocument3 pagesUL - PotterMaged Lotfy Abdel-aalNo ratings yet
- BL 02 FM200 T&C CommentsDocument1 pageBL 02 FM200 T&C CommentsMaged Lotfy Abdel-aalNo ratings yet
- Kozziza REV01 PDFDocument11 pagesKozziza REV01 PDFMaged Lotfy Abdel-aalNo ratings yet
- PWHDocument1 pagePWHMaged Lotfy Abdel-aalNo ratings yet
- Calibration Certificate HTW1500B - 2011-286386Document1 pageCalibration Certificate HTW1500B - 2011-286386Maged Lotfy Abdel-aalNo ratings yet
- ECITB Technical Testing System Certificate (4) - Eng. RomanyDocument1 pageECITB Technical Testing System Certificate (4) - Eng. RomanyMaged Lotfy Abdel-aalNo ratings yet
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Profile of J.M.S Company: For Trade & EngineeringDocument1 pageProfile of J.M.S Company: For Trade & EngineeringMaged Lotfy Abdel-aalNo ratings yet
- PWHDocument1 pagePWHMaged Lotfy Abdel-aalNo ratings yet
- FTR#CHSFL/TRG: SPH (Efe (Ate#NDocument2 pagesFTR#CHSFL/TRG: SPH (Efe (Ate#NMaged Lotfy Abdel-aalNo ratings yet
- Welder Qualification Test Certificate: PetrojetDocument3 pagesWelder Qualification Test Certificate: PetrojetMaged Lotfy Abdel-aalNo ratings yet
- RT SoftDocument16 pagesRT SoftMaged Lotfy Abdel-aalNo ratings yet
- WPQT CertificateDocument104 pagesWPQT CertificateMaged Lotfy Abdel-aal100% (2)
- 0 0 0 0 0 0 0 Total 0 Rest 7 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Total 9 Rest 21Document1 page0 0 0 0 0 0 0 Total 0 Rest 7 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 Total 9 Rest 21Maged Lotfy Abdel-aalNo ratings yet
- Site Master File: OF Solitaire Pharmacia PVT - LTDDocument35 pagesSite Master File: OF Solitaire Pharmacia PVT - LTDsolitairepharmacia50% (2)
- Name: - Grade: II (Two) Day, Date: - Subject: English I. C Ross Out One Best Answer A, B, or C! Score TTD OrtuDocument3 pagesName: - Grade: II (Two) Day, Date: - Subject: English I. C Ross Out One Best Answer A, B, or C! Score TTD OrtuAnggita Kristi SiwiNo ratings yet
- Chap 1&3Document51 pagesChap 1&3Lady DanielleNo ratings yet
- Timesheet 430-70Document2 pagesTimesheet 430-70Belvon CowlingNo ratings yet
- Ao-Revised Irr On Registration of Feeds Ao12Document27 pagesAo-Revised Irr On Registration of Feeds Ao12Nitz PhilNo ratings yet
- Covid-19 RT-PCR Test Report & Certification: Certificate IssuedDocument1 pageCovid-19 RT-PCR Test Report & Certification: Certificate IssuedJerome OliverosNo ratings yet
- What Is Diversity?: Center For Multicultural and Gender StudiesDocument4 pagesWhat Is Diversity?: Center For Multicultural and Gender StudiesArjay GudoyNo ratings yet
- English Fal P1 GR11 QP Nov 2022Document12 pagesEnglish Fal P1 GR11 QP Nov 2022o2546439No ratings yet
- Installation InstructionsDocument2 pagesInstallation InstructionsStephen RivettNo ratings yet
- Soal 1Document1 pageSoal 1N Arif RidiawanNo ratings yet
- Pa Auk Sayadaw - Teaching and TrainingDocument56 pagesPa Auk Sayadaw - Teaching and TrainingMarkus Ananda AsgeirNo ratings yet
- Timken Spherical Roller Bearing Catalog PDFDocument200 pagesTimken Spherical Roller Bearing Catalog PDFgabao123100% (1)
- Acr Gulayan Sa Paaralan Program 2019Document3 pagesAcr Gulayan Sa Paaralan Program 2019JENNY MAASINNo ratings yet
- 2806 Spec SheetDocument2 pages2806 Spec SheetqwureyquweryNo ratings yet
- PFD-oil GasDocument1 pagePFD-oil GasGuglielmoNo ratings yet
- Antibacterial Activity of Ethanol Extract From Stem Bark and Leaves of Berenuk (Crescentia Cujete L.)Document14 pagesAntibacterial Activity of Ethanol Extract From Stem Bark and Leaves of Berenuk (Crescentia Cujete L.)wulan faddhylanNo ratings yet
- Marked Allen - Chap - 1 - Art, Science and Technology of Pharmaceutical Compounding, 4eDocument18 pagesMarked Allen - Chap - 1 - Art, Science and Technology of Pharmaceutical Compounding, 4emamun_ruNo ratings yet
- Complete Criminal Law Neu Barreviewer2022Document52 pagesComplete Criminal Law Neu Barreviewer2022Jan MendezNo ratings yet
- M 200716Document30 pagesM 200716GuilhermeNo ratings yet
- TFN Prelims ReviewerDocument4 pagesTFN Prelims Reviewervelayochristine95No ratings yet
- Calibrating and Testing Direct-Reading Portable Gas MonitorsDocument3 pagesCalibrating and Testing Direct-Reading Portable Gas MonitorsHilari Eckd100% (1)
- Darrshen Balachanthiran: PalaeontologistDocument2 pagesDarrshen Balachanthiran: PalaeontologistDarrshenNo ratings yet
- Slidex - Tips - Nms-Pediatrics-Edition-5061 5 PDFDocument2 pagesSlidex - Tips - Nms-Pediatrics-Edition-5061 5 PDFAhmad Abu AwwadNo ratings yet
- HormoneTreatment BrochureDocument2 pagesHormoneTreatment BrochureDot Dot DashNo ratings yet
- Waste Management Plan: Project Name To Be Written HereDocument16 pagesWaste Management Plan: Project Name To Be Written HerePrashanth JeerNo ratings yet
- SML 822 - Case 1 - Coca Cola PDFDocument3 pagesSML 822 - Case 1 - Coca Cola PDFsldd09100% (1)
- FWN Magazine 2005 - Evelyn DilsaverDocument28 pagesFWN Magazine 2005 - Evelyn DilsaverFilipina Women's NetworkNo ratings yet