You might also like
- Water & Wastewater TR EatmentDocument28 pagesWater & Wastewater TR EatmentMuhammad NidhomNo ratings yet
- Technical Information CIP COPDocument10 pagesTechnical Information CIP COPyosep naibahoNo ratings yet
- Cleaning With Alcohol and CyclohexaneDocument34 pagesCleaning With Alcohol and CyclohexaneChoice OrganoNo ratings yet
- Best Practices For Flushing GearboxesDocument3 pagesBest Practices For Flushing GearboxesElios TorreblancaNo ratings yet
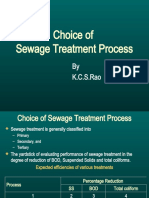
- Sewage Treatment Plant: Industrial Processes Engr. Kimberly Mae Gabrielle B. DiaDocument25 pagesSewage Treatment Plant: Industrial Processes Engr. Kimberly Mae Gabrielle B. DiaKim Howard CastilloNo ratings yet
- Treatment of Water: 4 Process Will Be Used To Treat Waste Water in Steel IndustryDocument19 pagesTreatment of Water: 4 Process Will Be Used To Treat Waste Water in Steel IndustryReshab SahooNo ratings yet
- Company Profile PT Inko Water Tec - 1Document27 pagesCompany Profile PT Inko Water Tec - 1Krisna BayuNo ratings yet
- Industrial Treatment System (Iets) - Technician Training 2Document42 pagesIndustrial Treatment System (Iets) - Technician Training 2Iqbal Hakeem100% (2)
- Method CleaningDocument10 pagesMethod CleaningAhmad DanielNo ratings yet
- UNIT 1-1 Liquid Penetrate InspectionDocument7 pagesUNIT 1-1 Liquid Penetrate InspectionMohammed Fakhruddin Hasan NizamiNo ratings yet
- Water Treatment ProcessesDocument26 pagesWater Treatment ProcessesZoha FatimaNo ratings yet
- Question Bank For 1st IADocument9 pagesQuestion Bank For 1st IASubbu RajaNo ratings yet
- Bio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological WastewaterDocument2 pagesBio-Degradation of The Pollutant Components. It Is An Integral Part of Most Biological Wastewaterglo lipaodNo ratings yet
- Treatment Methods For WastewaterDocument144 pagesTreatment Methods For WastewaterSandeep Sharma100% (1)
- Assignment - 2: Types of Sewage Treatment PlantDocument24 pagesAssignment - 2: Types of Sewage Treatment Plantsandeep patel100% (1)
- Effluent Treatment PlantDocument16 pagesEffluent Treatment PlantVishal guptaNo ratings yet
- Lecture 1Document33 pagesLecture 1mahaks070No ratings yet
- Clean in Place 5 Steps in A Common Cip Cycle InfographicDocument1 pageClean in Place 5 Steps in A Common Cip Cycle InfographicDharanibalan PNo ratings yet
- Company Profile 2022Document52 pagesCompany Profile 2022joycethemovieNo ratings yet
- De PassionDocument6 pagesDe PassionAbdelali GuounainNo ratings yet
- Tests For CleanlinessDocument11 pagesTests For CleanlinessJhony LopesNo ratings yet
- Effluent Treatment PlantDocument20 pagesEffluent Treatment PlantSajib IglesiasNo ratings yet
- BEVERAGES FST 305 Madam Sab'sDocument30 pagesBEVERAGES FST 305 Madam Sab'sAMMAR ZAKUAN AMINUDDINNo ratings yet
- Water TreamentDocument74 pagesWater TreamentCindy JavaNo ratings yet
- Industrial Water ProcessingDocument47 pagesIndustrial Water ProcessingMahroosh KhawajaNo ratings yet
- CleaningDocument6 pagesCleaningFaouz BadoudNo ratings yet
- Water Treatment System TrainingDocument58 pagesWater Treatment System TrainingAlvinNo ratings yet
- Sewage Treatment PlantDocument38 pagesSewage Treatment PlantNirupam Kolankiroll 55No ratings yet
- Electroplating IndustryDocument5 pagesElectroplating IndustryRangasamyNo ratings yet
- Belimed WD - 230Document138 pagesBelimed WD - 230柳树No ratings yet
- ETP PlantDocument34 pagesETP PlantRoshan KaluarachchiNo ratings yet
- Design of Traking FilterDocument12 pagesDesign of Traking Filterpspramila2002No ratings yet
- Choise of Sewage Treatment ProcessDocument24 pagesChoise of Sewage Treatment Processerkarthik85No ratings yet
- Lecture - 02 Surface PretreatmentsDocument32 pagesLecture - 02 Surface PretreatmentsRidho QuluqNo ratings yet
- What Cleaner Can I Use To Clean Circuit BoardDocument13 pagesWhat Cleaner Can I Use To Clean Circuit BoardjackNo ratings yet
- CleaningDocument2 pagesCleaningBiljana TausanovicNo ratings yet
- Dfferent Treatment MethodsDocument6 pagesDfferent Treatment MethodsecotechconsultantsNo ratings yet
- Handbook - Technical Support ManualDocument86 pagesHandbook - Technical Support ManualJIGNESH PRAJAPATINo ratings yet
- Industrial Wastewater TreatmentDocument70 pagesIndustrial Wastewater TreatmentAudrius100% (3)
- Sludge Treatment and DisposalDocument16 pagesSludge Treatment and Disposalsandhya bhattiNo ratings yet
- Lecture 11 Week 12Document38 pagesLecture 11 Week 12bettieboomNo ratings yet
- Ultra Filtration &nano Filtration With ApplicationsDocument16 pagesUltra Filtration &nano Filtration With ApplicationsShravan KumarNo ratings yet
- Sewage Treatment: Unit-IIIDocument40 pagesSewage Treatment: Unit-IIIKrishna Prakash NanduriNo ratings yet
- Chinese Cleaning and Monitoring PDFDocument6 pagesChinese Cleaning and Monitoring PDFAisyah UmarNo ratings yet
- Waste Water TreatmentDocument7 pagesWaste Water TreatmentMuhammad SyafiqNo ratings yet
- 4-MCran Membrane CleaningDocument41 pages4-MCran Membrane CleaningKhalid AbdelRahimNo ratings yet
- Water Treatment Plant With RO For Mineral Water Rahul VKDocument13 pagesWater Treatment Plant With RO For Mineral Water Rahul VKRahul Khedkar100% (1)
- 375-Article Text-1117-1-10-20180604Document7 pages375-Article Text-1117-1-10-20180604Mukesh KumarNo ratings yet
- Aqueous Cleaning - BenefitsDocument10 pagesAqueous Cleaning - Benefitsprakash deshmukhNo ratings yet
- WaterWaste Treatment Lecture 1Document39 pagesWaterWaste Treatment Lecture 1umar100% (2)
- Types of Oily Water Separator: Group 1Document18 pagesTypes of Oily Water Separator: Group 1Aldous BercasioNo ratings yet
- Water TreatmentDocument24 pagesWater Treatmentsiddhant baisla100% (1)
- Treatment On Petrochemical Industry Waste WaterDocument28 pagesTreatment On Petrochemical Industry Waste WaterRimeli RoychoudhuryNo ratings yet
- Chapter 3Document36 pagesChapter 3tedy yidegNo ratings yet
- Cleaning CalculationDocument5 pagesCleaning CalculationIlham WahyuNo ratings yet
- Anjali Pathak SRM College of PharmacyDocument28 pagesAnjali Pathak SRM College of PharmacyAshok LenkaNo ratings yet
- Anjali Pathak SRM College of PharmacyDocument28 pagesAnjali Pathak SRM College of PharmacyAshok LenkaNo ratings yet
- Industrial Wastewater Treatment-DisposalDocument37 pagesIndustrial Wastewater Treatment-DisposalSajedur Rahman SetuNo ratings yet
- Misr Spinning & Weaving Co. (Mehalla Kubra) : Industrial Waste Water Treatment PlantDocument29 pagesMisr Spinning & Weaving Co. (Mehalla Kubra) : Industrial Waste Water Treatment PlantmohamedqadiNo ratings yet
- A Failure Mode and Effect Analysis FMEA-based ApprDocument12 pagesA Failure Mode and Effect Analysis FMEA-based ApprTrần Thanh TiếnNo ratings yet
- Monique MariscalDocument2 pagesMonique Mariscalapi-459378045No ratings yet
- CIS Red Hat Enterprise Linux 9 BenchmarkDocument795 pagesCIS Red Hat Enterprise Linux 9 BenchmarkNova ZNo ratings yet
- Regalia Rewwards May 2023Document24 pagesRegalia Rewwards May 2023S MNo ratings yet
- The Amazon Logo, Its Meaning and The History Behind ItDocument11 pagesThe Amazon Logo, Its Meaning and The History Behind ItVăn Nghi NguyễnNo ratings yet
- Fingerboard Geometry - Michael ManringDocument3 pagesFingerboard Geometry - Michael ManringNhoel EscolanoNo ratings yet
- PHP Mysql: Prof. N.Nalini Scope VITDocument48 pagesPHP Mysql: Prof. N.Nalini Scope VITjustadityabistNo ratings yet
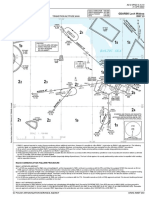
- Stars Rwy 29 EpgdDocument3 pagesStars Rwy 29 EpgdMateusz HeinNo ratings yet
- GCS Troubleshooting&Applications1v0 (3.23.01)Document101 pagesGCS Troubleshooting&Applications1v0 (3.23.01)Jesús A Guerrero MNo ratings yet
- Veeder-Root Specification Sheet 8600 & 8601 Series Consoles: Standard FeaturesDocument2 pagesVeeder-Root Specification Sheet 8600 & 8601 Series Consoles: Standard FeaturesEnrique ArmandoNo ratings yet
- Clusterxl R80.10 (PART OF Check Point Infinity) : Administration GuideDocument181 pagesClusterxl R80.10 (PART OF Check Point Infinity) : Administration GuideJOHNNo ratings yet
- 11kV Bushing CatalogueDocument2 pages11kV Bushing CatalogueElliza IshakNo ratings yet
- Ieeex: Iecex Certificate of ConformityDocument3 pagesIeeex: Iecex Certificate of Conformityluis palominoNo ratings yet
- Network Defense 14gDocument36 pagesNetwork Defense 14gBolaji WilliamsNo ratings yet
- Et Unit 5Document30 pagesEt Unit 5Soha AnsariNo ratings yet
- Identifying The Context: Your Sources in MLA Format in Your Bibliography at The End of The DocumentDocument11 pagesIdentifying The Context: Your Sources in MLA Format in Your Bibliography at The End of The DocumentFiza MahtaniNo ratings yet
- RX-K Rx-King CylinderDocument1 pageRX-K Rx-King CylinderAkbar Pontoh Hwoarang NurmagomedovNo ratings yet
- Axis Aadhar AddendumDocument3 pagesAxis Aadhar Addendummyloan partnerNo ratings yet
- IOT Unit 4 Data and Analytics For IoT by Dr.M.K.Jayanthi KannanDocument41 pagesIOT Unit 4 Data and Analytics For IoT by Dr.M.K.Jayanthi KannanMK JAYANTHI KANNANNo ratings yet
- Authorization Troubleshooting: Account: Authorization For Company Codes Requires The Specification of Two Field ValuesDocument5 pagesAuthorization Troubleshooting: Account: Authorization For Company Codes Requires The Specification of Two Field ValuesRamesh BandariNo ratings yet
- Digital Transformation Assignment QuestionDocument3 pagesDigital Transformation Assignment QuestionEMMANUEL KITHOMENo ratings yet
- Rajat Chawla: About MeDocument2 pagesRajat Chawla: About MeRajat ChawlaNo ratings yet
- Host: Hotel Invoice WorksheetDocument2 pagesHost: Hotel Invoice WorksheetTiana IrvineNo ratings yet
- Dell SC2080 DeploymentGuideDocument98 pagesDell SC2080 DeploymentGuidecraigsc100% (1)
- Mama ArbDocument4 pagesMama ArbMarian SolivaNo ratings yet
- VT MxaDocument34 pagesVT MxaPratik AiwaleNo ratings yet
- Energies: Analysis and Design of High-Efficiency Bidirectional Gan-Based CLLC Resonant ConverterDocument13 pagesEnergies: Analysis and Design of High-Efficiency Bidirectional Gan-Based CLLC Resonant ConverterThien DinhNo ratings yet
- Untitled10 - Jupyter NotebookDocument9 pagesUntitled10 - Jupyter NotebookSakura chanNo ratings yet
- Untitled Analysis - 2Document1 pageUntitled Analysis - 2AVIK MANDALNo ratings yet
- Java SwingDocument51 pagesJava SwingAmolNo ratings yet
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)