You might also like
- Hazardous Locations: Guide To Equipment Certification Requirements ForDocument1 pageHazardous Locations: Guide To Equipment Certification Requirements ForVishnu LalNo ratings yet
- Quotation Template For ContractorsDocument2 pagesQuotation Template For ContractorsAndroNo ratings yet
- Welding PlasticsDocument5 pagesWelding Plasticsjujuroyale100% (1)
- ELECTROLYSISDocument31 pagesELECTROLYSISSanchita Sarkar100% (2)
- The Mixing Process PVCDocument4 pagesThe Mixing Process PVCb1gm3n86% (7)
- Mr. Bharath Gowda - Option 1Document6 pagesMr. Bharath Gowda - Option 1bharath gowdaNo ratings yet
- Loop Test and Core RepairDocument6 pagesLoop Test and Core Repairhino_kagu100% (1)
- Welding Traceability Record 1Document1 pageWelding Traceability Record 1Alfian Imaduddin100% (1)
- Martensite and The Control of Retained AusteniteDocument6 pagesMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNo ratings yet
- Catalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsDocument7 pagesCatalog - Enabling Thin Wafers For Today's High Efficiency Silicon Solar CellsWeiHsinNo ratings yet
- Prediction of Aluminum Nitride Embrittlement in Heavy Section Steel CastingsDocument7 pagesPrediction of Aluminum Nitride Embrittlement in Heavy Section Steel Castingsranesh100% (1)
- Article - 1001191 Managing Fouling in Refinery PDFDocument13 pagesArticle - 1001191 Managing Fouling in Refinery PDFDavid Diaz PadillaNo ratings yet
- Textile Proccessing - 1Document10 pagesTextile Proccessing - 1Shahzaib ButtNo ratings yet
- 2.naima Ci PPT Final PDFDocument14 pages2.naima Ci PPT Final PDFMuhammad AsifNo ratings yet
- Kramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFDocument7 pagesKramer H.J.M. - 2000 - Modeling of Industrial Crystallizers For Control and Design Purposes PDFhusseinNo ratings yet
- AGT Exam With AnswersDocument4 pagesAGT Exam With Answersreda mesbahNo ratings yet
- ASTM A792-10 Specification GalvalumeDocument6 pagesASTM A792-10 Specification GalvalumeSaurabh Gupta0% (1)
- M. Merklein, 2006Document4 pagesM. Merklein, 2006Hao KingNo ratings yet
- 1 s2.0 S1526612522000846 MainDocument10 pages1 s2.0 S1526612522000846 MaindvktrichyNo ratings yet
- K. Gosiewski - Dynamic Modelling of Industrial So2 Oxidation Reactor Part 1 PDFDocument19 pagesK. Gosiewski - Dynamic Modelling of Industrial So2 Oxidation Reactor Part 1 PDFanhnt0703100% (1)
- Dynamic Modelling of A Combined Cycle Power Plant WithDocument11 pagesDynamic Modelling of A Combined Cycle Power Plant WithDanNo ratings yet
- HeatExchangers-v1 5Document19 pagesHeatExchangers-v1 5Tri MeliasariNo ratings yet
- Casciati2008a PDFDocument10 pagesCasciati2008a PDFr3dh34rtNo ratings yet
- Structural Components in Shape Memory Alloy For Localized Energy DissipationDocument10 pagesStructural Components in Shape Memory Alloy For Localized Energy Dissipationr3dh34rtNo ratings yet
- Heat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesDocument9 pagesHeat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesÁlvaro Nieto CastroNo ratings yet
- Semi SolidDocument14 pagesSemi SolidMostafaNo ratings yet
- Integrated Modeling For The Manufacture of Ni-Based Superalloy Discs From Solidification To Final Heat TreatmentDocument12 pagesIntegrated Modeling For The Manufacture of Ni-Based Superalloy Discs From Solidification To Final Heat TreatmentDattatreya PatiNo ratings yet
- Bonilla 2017Document21 pagesBonilla 2017AYUSH SINGH IET Lucknow StudentNo ratings yet
- Dynamic Modelling of A Combined Cycle Power Plant With ThermosysproDocument11 pagesDynamic Modelling of A Combined Cycle Power Plant With ThermosysproSandra GilbertNo ratings yet
- Control Continuous Annealing Copper Strips ModellingDocument18 pagesControl Continuous Annealing Copper Strips ModellingKUNAL GUPTANo ratings yet
- 20 K. Dimitrov 3Document6 pages20 K. Dimitrov 3Akindolu DadaNo ratings yet
- 6026 PDFDocument6 pages6026 PDFManikanta SwamyNo ratings yet
- Evaluation of The Austenite Recrystallization by Multideformation and DoubleDocument10 pagesEvaluation of The Austenite Recrystallization by Multideformation and DoubleJoselo HRNo ratings yet
- Simulation of The Firebox ofDocument6 pagesSimulation of The Firebox ofAli DarvishiNo ratings yet
- mdp2 138Document6 pagesmdp2 138Álvaro Nieto CastroNo ratings yet
- STA 449 F5 Jupiter en WebDocument16 pagesSTA 449 F5 Jupiter en WebMartín BenzoNo ratings yet
- Theoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelisDocument8 pagesTheoretical and Applied Fracture Mechanics: D.G. Karalis, V.J. Papazoglou, D.I. PantelismonikeshNo ratings yet
- Processing Window and Evaporation Phenomena For TiDocument8 pagesProcessing Window and Evaporation Phenomena For TiArpan MNo ratings yet
- Li - (2016) - Prediction of Residual Stress and Part Distortion in Selective Laser MeltingDocument4 pagesLi - (2016) - Prediction of Residual Stress and Part Distortion in Selective Laser MeltingJesus Ismael Jimenez GarciaNo ratings yet
- 1406-Polyethylene Fibers and Sheets-121616 - CompliantDocument2 pages1406-Polyethylene Fibers and Sheets-121616 - CompliantABHAY SHUKLANo ratings yet
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocument16 pagesThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadNo ratings yet
- 2016 SpieringsDocument4 pages2016 SpieringsanietoNo ratings yet
- Overall Model of The Dynamic Behaviour of The Steel Strip in An Annealing Heating Furnace On A Hot-Dip Galvanizing LineDocument16 pagesOverall Model of The Dynamic Behaviour of The Steel Strip in An Annealing Heating Furnace On A Hot-Dip Galvanizing LineJuan Perez AstillaNo ratings yet
- Analysis and Design of A Small, Two-Bar Creep Test SpecimenDocument14 pagesAnalysis and Design of A Small, Two-Bar Creep Test SpecimenMeshhaNo ratings yet
- Optimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat TreatmentsDocument9 pagesOptimising The Mechanical Properties of Ti-6Al-4V Components Produced by Wire + Arc Additive Manufacturing With Post-Process Heat Treatmentsanand patelNo ratings yet
- AnalysisandDesignofaSmallTwo BarCreepTestSpecimenDocument14 pagesAnalysisandDesignofaSmallTwo BarCreepTestSpecimenEzgi PelitNo ratings yet
- 1 s2.0 S135943112200833X MainDocument17 pages1 s2.0 S135943112200833X MainhakimNo ratings yet
- Gregurek2013 Article RefractoryWearMechanismsInTheNDocument9 pagesGregurek2013 Article RefractoryWearMechanismsInTheNVictorNo ratings yet
- Sensors and Actuators A: PhysicalDocument8 pagesSensors and Actuators A: PhysicalEmin VargheseNo ratings yet
- Plasma-Arc Technology For Ferroalloys, Part II: D.R. MacraeDocument16 pagesPlasma-Arc Technology For Ferroalloys, Part II: D.R. MacraeNgoni MhondeNo ratings yet
- 2018 Gleeble Solutions Guide 10 18 PDFDocument16 pages2018 Gleeble Solutions Guide 10 18 PDFAnonymous gWKgdUB100% (1)
- Thermal Conductivity of Metal Powder-Polymer Feedstock For Powder Injection MouldingDocument6 pagesThermal Conductivity of Metal Powder-Polymer Feedstock For Powder Injection MouldingSergey ZavadukNo ratings yet
- 4094 - Gefügemonمهم مهم itorDocument7 pages4094 - Gefügemonمهم مهم itorAli RayyaNo ratings yet
- Thermo-Mechanical Model of A TIG Welding Process FDocument6 pagesThermo-Mechanical Model of A TIG Welding Process FGiustNo ratings yet
- Integrated Modelling of DeformationsDocument16 pagesIntegrated Modelling of DeformationsericNo ratings yet
- Design of A Continuous Tubular Cooling Crystallizer For Process Development On Lab-ScaleDocument13 pagesDesign of A Continuous Tubular Cooling Crystallizer For Process Development On Lab-ScaleLim Xiu XianNo ratings yet
- Levicast ProcessDocument5 pagesLevicast ProcessMuha KimNo ratings yet
- Casting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantDocument7 pagesCasting Solidification Analysis by Modulus Vector Method: B. Ravi and M. N. SrinivasantSudhir KumarNo ratings yet
- Effect of In-Process Active Cooling On Forming Quality and Efficiency11Document8 pagesEffect of In-Process Active Cooling On Forming Quality and Efficiency11fereidoon marefatNo ratings yet
- Applications of Shape Memory Alloys in Mems Devices: S.Mukesh Kumar, M.Vanitha LakshmiDocument6 pagesApplications of Shape Memory Alloys in Mems Devices: S.Mukesh Kumar, M.Vanitha LakshmiAbeer RamziNo ratings yet
- Heat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. DimitrovDocument11 pagesHeat Treatment of Ti-6Al-4V Produced by Lasercusing T. Becker, M. Van Rooyen & D. Dimitrovnick amirNo ratings yet
- Iht 81Document7 pagesIht 81idanfriNo ratings yet
- Increasing Cold-Rolling Mill (CRM) Output byDocument8 pagesIncreasing Cold-Rolling Mill (CRM) Output bymirellespindolaNo ratings yet
- 2013 - Saad Et Al pg246Document1 page2013 - Saad Et Al pg246Aziz SaadNo ratings yet
- 1 s2.0 S1359431114009910 MainDocument7 pages1 s2.0 S1359431114009910 Mainganfu2976No ratings yet
- Accelerated coarsening behavior of the γ´-phase in CMSX-4 during non-isothermal heat treatmentDocument19 pagesAccelerated coarsening behavior of the γ´-phase in CMSX-4 during non-isothermal heat treatmentkianrob123No ratings yet
- In-Situ Residual Stress Reduction, Martensitic Decomposition and Mechanical Properties Enhancement Through High Temperature Powder Bed Pre-Heating of Selective Laser Melted Ti6Al4VDocument10 pagesIn-Situ Residual Stress Reduction, Martensitic Decomposition and Mechanical Properties Enhancement Through High Temperature Powder Bed Pre-Heating of Selective Laser Melted Ti6Al4VHaider AliNo ratings yet
- A Simplified Modelling Approach For Thermal Behaviour Analysis in Hybrid Plasma Arc-Laser Additive ManufacturingDocument20 pagesA Simplified Modelling Approach For Thermal Behaviour Analysis in Hybrid Plasma Arc-Laser Additive Manufacturingmoe chenNo ratings yet
- Spectrometers in Iron FoundriesDocument4 pagesSpectrometers in Iron FoundriesAyoub LaouinateNo ratings yet
- Autoclave Curing Process InterruptDocument6 pagesAutoclave Curing Process Interruptvijaya kumarNo ratings yet
- Numerical Simulation of The Cathodic Voltage Drop in Aluminum Reduction CellsDocument43 pagesNumerical Simulation of The Cathodic Voltage Drop in Aluminum Reduction CellsMahmoud Ahmed AlyNo ratings yet
- Requirements of Fabrication of A Creep: Testing Machine For High Temperature Applications Using KaolinDocument8 pagesRequirements of Fabrication of A Creep: Testing Machine For High Temperature Applications Using KaolinkhudhayerNo ratings yet
- April 23, 1957: Filed Sept. 25, 1953Document4 pagesApril 23, 1957: Filed Sept. 25, 1953mazaherramazaniNo ratings yet
- Joining of Mo To Cosb by Spark Plasma Sintering by Inserting A Ti InterlayerDocument3 pagesJoining of Mo To Cosb by Spark Plasma Sintering by Inserting A Ti InterlayermazaherramazaniNo ratings yet
- Easa Airworthiness Directive: AD No.: 2015-0042Document2 pagesEasa Airworthiness Directive: AD No.: 2015-0042mazaherramazaniNo ratings yet
- Cracking and WarpingDocument7 pagesCracking and WarpingmazaherramazaniNo ratings yet
- TEPZZ - 7Z 99 B - T: European Patent SpecificationDocument8 pagesTEPZZ - 7Z 99 B - T: European Patent SpecificationmazaherramazaniNo ratings yet
- The Effect of Rotating Atomizer Geometry On The SaDocument7 pagesThe Effect of Rotating Atomizer Geometry On The SamazaherramazaniNo ratings yet
- Slip Casting MethodDocument17 pagesSlip Casting MethodmazaherramazaniNo ratings yet
- mm2017 02 ENERGY ENVIRONMENTAL CAREDocument4 pagesmm2017 02 ENERGY ENVIRONMENTAL CAREmazaherramazaniNo ratings yet
- Airworthiness Bulletins: General AdviceDocument24 pagesAirworthiness Bulletins: General AdvicemazaherramazaniNo ratings yet
- Easa Airworthiness Directive: AD No.: 2013-0015Document2 pagesEasa Airworthiness Directive: AD No.: 2013-0015mazaherramazaniNo ratings yet
- Airworthiness Bulletin: 1. EffectivityDocument3 pagesAirworthiness Bulletin: 1. EffectivitymazaherramazaniNo ratings yet
- Https Freepaper - Me D PDF 13 .PDF Hash 63f1vnpF2iwxK5Yx1QWAhA&doi 10.1109 Cicn.2015Document3 pagesHttps Freepaper - Me D PDF 13 .PDF Hash 63f1vnpF2iwxK5Yx1QWAhA&doi 10.1109 Cicn.2015mazaherramazaniNo ratings yet
- 2003 Net Designation Under Law On Promoting Green Purchasing Iron and Steel Slag ProductsDocument2 pages2003 Net Designation Under Law On Promoting Green Purchasing Iron and Steel Slag ProductsmazaherramazaniNo ratings yet
- 2003 Net Chemical Characteristics of Iron and Steel SlagDocument2 pages2003 Net Chemical Characteristics of Iron and Steel SlagmazaherramazaniNo ratings yet
- Airworthiness Bulletin: AWB Issue: Date: 1. EffectivityDocument3 pagesAirworthiness Bulletin: AWB Issue: Date: 1. EffectivitymazaherramazaniNo ratings yet
- User Guidelines For Waste and Byproduct Materials in Pavement ConstructionDocument5 pagesUser Guidelines For Waste and Byproduct Materials in Pavement ConstructionmazaherramazaniNo ratings yet
- Zinc Modern Continuous Zinc Wire LineDocument1 pageZinc Modern Continuous Zinc Wire LinemazaherramazaniNo ratings yet
- TECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFDocument2 pagesTECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFmazaherramazaniNo ratings yet
- Us5522951 PDFDocument5 pagesUs5522951 PDFmazaherramazaniNo ratings yet
- Ampcoloy 972: Technical Data SheetDocument1 pageAmpcoloy 972: Technical Data SheetmazaherramazaniNo ratings yet
- Appl - Data - Properzi - Wheel PDFDocument1 pageAppl - Data - Properzi - Wheel PDFmazaherramazaniNo ratings yet
- Nov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsDocument3 pagesNov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsmazaherramazaniNo ratings yet
- Insoluble Anodes: The Next GenerationDocument4 pagesInsoluble Anodes: The Next GenerationEvangelos PapaioannouNo ratings yet
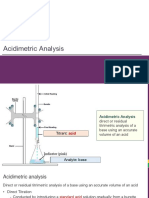
- Acidimetric AnalysisDocument31 pagesAcidimetric AnalysisFedelyn Mae AcaylarNo ratings yet
- PolymersDocument66 pagesPolymersAbdullah Alkalali100% (1)
- Market Study: Plastic Films - WorldDocument7 pagesMarket Study: Plastic Films - WorldMikiskopjeNo ratings yet
- Rajiv Gandhi University of Knowledge TechnologiesDocument3 pagesRajiv Gandhi University of Knowledge Technologiesalphamale3No ratings yet
- Module 8 Physical ScienceDocument9 pagesModule 8 Physical ScienceElixa HernandezNo ratings yet
- AISI 1045 Medium Carbon SteelDocument9 pagesAISI 1045 Medium Carbon SteelFatih BahşiNo ratings yet
- OMN Coating Resins SolventBased PS Americas PDFDocument1 pageOMN Coating Resins SolventBased PS Americas PDFNatalia RodriguezNo ratings yet
- Phosphor Bronze To Bs 1400: Pb2Document1 pagePhosphor Bronze To Bs 1400: Pb2Santanu Chakraborty100% (1)
- Types of Brick Mortar Joints in Masonry ConstructionDocument5 pagesTypes of Brick Mortar Joints in Masonry Constructionvenkateswara rao PothinaNo ratings yet
- Bbet+tre-2018-C-X (Paper-2) PCMDocument23 pagesBbet+tre-2018-C-X (Paper-2) PCMSubham Nag100% (1)
- CV Housing Activities To Date 1.0Document7 pagesCV Housing Activities To Date 1.0MARK ARQUE LACANARIANo ratings yet
- Tesa® 4173 PV2: Product InformationDocument2 pagesTesa® 4173 PV2: Product InformationAtochkavNo ratings yet
- 1482825639balmerol Protosteel 680Document2 pages1482825639balmerol Protosteel 680durgaprasad.svanmoppesNo ratings yet
- Catalogo GeneraleDocument67 pagesCatalogo GeneraleFlavio CavannaNo ratings yet
- Answers To Unit - Test Papers 2Document2 pagesAnswers To Unit - Test Papers 2geetaNo ratings yet
- Q Shield Extra - Nippon PaintDocument2 pagesQ Shield Extra - Nippon PaintNippon Paint Total Coating and Construction SolutionsNo ratings yet