You might also like
- Direct Analysis and Its Implentation in StaadDocument10 pagesDirect Analysis and Its Implentation in StaadlavyNo ratings yet
- Design of Baseplate and Anchor Bolt - InstrumentationDocument6 pagesDesign of Baseplate and Anchor Bolt - InstrumentationParchuri PraveenNo ratings yet
- Mathcad - Slab On GradeDocument2 pagesMathcad - Slab On GradekejspmNo ratings yet
- Rotary KilnDocument10 pagesRotary Kilnlogom2No ratings yet
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Casting (Recovered)Document44 pagesCasting (Recovered)prabhu100% (1)
- CV6311 Shear Strength Lect1 2012Document38 pagesCV6311 Shear Strength Lect1 2012ikanyu79No ratings yet
- Lecture 10 by MR Akhilesh Gupta On PSC Box Girder Worked Example PDFDocument114 pagesLecture 10 by MR Akhilesh Gupta On PSC Box Girder Worked Example PDFAnonymous apmOvzVzmj67% (3)
- Concrete Beam Opening DesignDocument7 pagesConcrete Beam Opening DesignsravanNo ratings yet
- Principles of SolidificationDocument74 pagesPrinciples of SolidificationAnand ShivannaNo ratings yet
- Polyamide Selection-NylonDocument24 pagesPolyamide Selection-NylonShivaranjani Kuruparan100% (1)
- Nitro - CarburizingDocument9 pagesNitro - CarburizingRajaSekarsajjaNo ratings yet
- Sulphur, Spurrite, and Rings in Cement Kilns PDFDocument4 pagesSulphur, Spurrite, and Rings in Cement Kilns PDFAnonymous NxpnI6jC100% (2)
- Plating Process For ElectrolessDocument5 pagesPlating Process For ElectrolessFrancisco BocanegraNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2007/0157691 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2007/0157691 A1Erin GokNo ratings yet
- E05 TechnologyDocument26 pagesE05 TechnologyManu ManoharNo ratings yet
- EP0396862A1Document16 pagesEP0396862A1Ashkan AsefiNo ratings yet
- Nickel ConcentrateDocument7 pagesNickel ConcentrateMukesh PathakNo ratings yet
- United States Patent (19) : Findlan Et Al. Patent Number: Date of PatentDocument3 pagesUnited States Patent (19) : Findlan Et Al. Patent Number: Date of PatentJEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- TEPZZ 7 - 9544A - T: European Patent ApplicationDocument14 pagesTEPZZ 7 - 9544A - T: European Patent ApplicationAngga AraNo ratings yet
- United States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanDocument7 pagesUnited States Patent (19) : (73) Assignee: NKK Corporation, Tokyo, JapanErin GokNo ratings yet
- Nitro Car Buri ZingDocument9 pagesNitro Car Buri ZingJesus Alberto Perez AlvarezNo ratings yet
- ML032260646Document195 pagesML032260646Bassel AlshamiNo ratings yet
- US4071609Document5 pagesUS4071609Amir RahbariNo ratings yet
- Arrow Copper CastingDocument23 pagesArrow Copper CastingFaris HilmyNo ratings yet
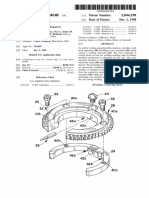
- United States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000Document3 pagesUnited States Patent: Updegrove Et Ai. Patent Number: Date of Patent: Dec. 26, 2000ali aNo ratings yet
- United States Patent (19) 11 Patent Number: 6,086,816: Lee Et Al. (45) Date of Patent: Jul. 11, 2000Document20 pagesUnited States Patent (19) 11 Patent Number: 6,086,816: Lee Et Al. (45) Date of Patent: Jul. 11, 2000Gargee DashNo ratings yet
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Document10 pagesUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanNo ratings yet
- United States Patent (19) 11 Patent Number: 5,913,989: Wycliffe Et Al. (45) Date of Patent: Jun. 22, 1999Document5 pagesUnited States Patent (19) 11 Patent Number: 5,913,989: Wycliffe Et Al. (45) Date of Patent: Jun. 22, 1999PravinNo ratings yet
- NS Ladle Refractory 2020Document4 pagesNS Ladle Refractory 2020Zaini MahdiNo ratings yet
- Heat Plat ApplicationDocument6 pagesHeat Plat ApplicationJDC - Export ManagerNo ratings yet
- 3a-BMCG 2323 Net Shape Process FILE 1aDocument51 pages3a-BMCG 2323 Net Shape Process FILE 1ahemarubini96No ratings yet
- CN110669986B 一种310s不锈钢制备方法及310s不锈钢Document8 pagesCN110669986B 一种310s不锈钢制备方法及310s不锈钢yu64471No ratings yet
- Zinc Ore - An Overview - ScienceDirect TopicsDocument19 pagesZinc Ore - An Overview - ScienceDirect Topicsvin237becNo ratings yet
- US Patent 4227945Document7 pagesUS Patent 4227945Samar MuhaisenNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,450,269 B1Document8 pagesUnited States Patent: (12) (10) Patent N0.: US 6,450,269 B1Cường Nguyễn QuốcNo ratings yet
- Surface Hardening of Steel NitridingDocument15 pagesSurface Hardening of Steel NitridingvikrantNo ratings yet
- Pei Wafer Fine Grinding DOEDocument10 pagesPei Wafer Fine Grinding DOEIrina BesliuNo ratings yet
- (1975) Grain Refinement of Copper Alloys by Phosphide InoculationDocument7 pages(1975) Grain Refinement of Copper Alloys by Phosphide InoculationFELIPENo ratings yet
- Production of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresDocument14 pagesProduction of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresdgkmurtiNo ratings yet
- NitruracionDocument35 pagesNitruracionKevin Pecero GarciaNo ratings yet
- Cranfield Report Mat. No.5Document38 pagesCranfield Report Mat. No.5Rogério JuniorNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2009/0294407 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0294407 A1ELM EngenhariaNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- Batch 2 - Notes (2022)Document4 pagesBatch 2 - Notes (2022)moatlhodiNo ratings yet
- Study The Effect of Immersion Time and Zinc Bath Temperature On Coating Thickness and Generated Phases in Hot Dip GalvanizingDocument7 pagesStudy The Effect of Immersion Time and Zinc Bath Temperature On Coating Thickness and Generated Phases in Hot Dip GalvanizingAsian Trans PowerNo ratings yet
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 pagesUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezNo ratings yet
- EUROPEAN PATENT APPLICATION Reducing Hexagonal SpotsDocument19 pagesEUROPEAN PATENT APPLICATION Reducing Hexagonal SpotsPooja ChughNo ratings yet
- Advance CeramicsDocument16 pagesAdvance CeramicsAnonymous rhxBIKaazNo ratings yet
- United States Patent (10) Patent No.: US 6, 191,400 B1: Cunningham (45) Date of Patent: Feb. 20, 2001Document7 pagesUnited States Patent (10) Patent No.: US 6, 191,400 B1: Cunningham (45) Date of Patent: Feb. 20, 2001Michael StarrNo ratings yet
- LIC & ApplicationsDocument92 pagesLIC & ApplicationsAbhiroop VermaNo ratings yet
- Hot Embossing of Zr-Based Bulk Metallic Glass MicrDocument8 pagesHot Embossing of Zr-Based Bulk Metallic Glass MicrSanjay SanjayNo ratings yet
- 0105ecstDocument6 pages0105ecstqiha nahdahNo ratings yet
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- US7070689Document7 pagesUS7070689Rahul kumarNo ratings yet
- Thin Solid Films, 31: (1976) 235-241 © Elsevier Sequoia S.A., Lausanne - Printed in SwitzerlandDocument7 pagesThin Solid Films, 31: (1976) 235-241 © Elsevier Sequoia S.A., Lausanne - Printed in SwitzerlandMuizzudin AzaliNo ratings yet
- Pressurized: Pressure VesselsDocument26 pagesPressurized: Pressure VesselsMada TetoNo ratings yet
- Red Oxide ScaleDocument6 pagesRed Oxide ScaleZubair Ahmad100% (1)
- Chapter 2 - Substrate Preparation PDFDocument99 pagesChapter 2 - Substrate Preparation PDFNur AmirahNo ratings yet
- United States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,111,492: Fink (45) Date of Patent: Aug. 29, 2000ahmadNo ratings yet
- Asic Aboratory Echniques: Soda-Lime Glass, Which Is Made by Heating Soda, Limestone and Silica, SoftensDocument22 pagesAsic Aboratory Echniques: Soda-Lime Glass, Which Is Made by Heating Soda, Limestone and Silica, SoftensTime PassNo ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- Ulllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Document6 pagesUlllted States Patent (19) (11) Patent Number: 5,932,506: Bogan (45) Date of Patent: Aug. 3, 1999Bagas Prasetyawan Adi NugrohoNo ratings yet
- Colloidal Silica Binder For A Welding Flux and Method PDFDocument26 pagesColloidal Silica Binder For A Welding Flux and Method PDFBurag HamparyanNo ratings yet
- US5980788Document12 pagesUS5980788Nguyen Trung HuyNo ratings yet
- April 23, 1957: Filed Sept. 25, 1953Document4 pagesApril 23, 1957: Filed Sept. 25, 1953mazaherramazaniNo ratings yet
- Joining of Mo To Cosb by Spark Plasma Sintering by Inserting A Ti InterlayerDocument3 pagesJoining of Mo To Cosb by Spark Plasma Sintering by Inserting A Ti InterlayermazaherramazaniNo ratings yet
- Easa Airworthiness Directive: AD No.: 2015-0042Document2 pagesEasa Airworthiness Directive: AD No.: 2015-0042mazaherramazaniNo ratings yet
- Cracking and WarpingDocument7 pagesCracking and WarpingmazaherramazaniNo ratings yet
- TEPZZ - 7Z 99 B - T: European Patent SpecificationDocument8 pagesTEPZZ - 7Z 99 B - T: European Patent SpecificationmazaherramazaniNo ratings yet
- The Effect of Rotating Atomizer Geometry On The SaDocument7 pagesThe Effect of Rotating Atomizer Geometry On The SamazaherramazaniNo ratings yet
- Slip Casting MethodDocument17 pagesSlip Casting MethodmazaherramazaniNo ratings yet
- mm2017 02 ENERGY ENVIRONMENTAL CAREDocument4 pagesmm2017 02 ENERGY ENVIRONMENTAL CAREmazaherramazaniNo ratings yet
- Airworthiness Bulletins: General AdviceDocument24 pagesAirworthiness Bulletins: General AdvicemazaherramazaniNo ratings yet
- Easa Airworthiness Directive: AD No.: 2013-0015Document2 pagesEasa Airworthiness Directive: AD No.: 2013-0015mazaherramazaniNo ratings yet
- Airworthiness Bulletin: 1. EffectivityDocument3 pagesAirworthiness Bulletin: 1. EffectivitymazaherramazaniNo ratings yet
- Simulators For Product-And Process Development of New Steel GradesDocument6 pagesSimulators For Product-And Process Development of New Steel GradesmazaherramazaniNo ratings yet
- 2003 Net Designation Under Law On Promoting Green Purchasing Iron and Steel Slag ProductsDocument2 pages2003 Net Designation Under Law On Promoting Green Purchasing Iron and Steel Slag ProductsmazaherramazaniNo ratings yet
- 2003 Net Chemical Characteristics of Iron and Steel SlagDocument2 pages2003 Net Chemical Characteristics of Iron and Steel SlagmazaherramazaniNo ratings yet
- Airworthiness Bulletin: AWB Issue: Date: 1. EffectivityDocument3 pagesAirworthiness Bulletin: AWB Issue: Date: 1. EffectivitymazaherramazaniNo ratings yet
- User Guidelines For Waste and Byproduct Materials in Pavement ConstructionDocument5 pagesUser Guidelines For Waste and Byproduct Materials in Pavement ConstructionmazaherramazaniNo ratings yet
- Https Freepaper - Me D PDF 13 .PDF Hash 63f1vnpF2iwxK5Yx1QWAhA&doi 10.1109 Cicn.2015Document3 pagesHttps Freepaper - Me D PDF 13 .PDF Hash 63f1vnpF2iwxK5Yx1QWAhA&doi 10.1109 Cicn.2015mazaherramazaniNo ratings yet
- TECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFDocument2 pagesTECHNICAL PAPERS Microrolling Process For The Wire Industry 2016 PDFmazaherramazaniNo ratings yet
- Ampcoloy 972: Technical Data SheetDocument1 pageAmpcoloy 972: Technical Data SheetmazaherramazaniNo ratings yet
- Zinc Modern Continuous Zinc Wire LineDocument1 pageZinc Modern Continuous Zinc Wire LinemazaherramazaniNo ratings yet
- Appl - Data - Properzi - Wheel PDFDocument1 pageAppl - Data - Properzi - Wheel PDFmazaherramazaniNo ratings yet
- Nov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsDocument3 pagesNov. 24, 1953 I. Properz 2,659,948: Machine For The Continuous Casting of Metal RodsmazaherramazaniNo ratings yet
- Joints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénDocument80 pagesJoints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénmvssrajuNo ratings yet
- Shear Force For SBRDocument14 pagesShear Force For SBRnjava1978No ratings yet
- MCQ - Unit 1 - Dielectric PropertiesDocument2 pagesMCQ - Unit 1 - Dielectric PropertiesPankajBhalerao50% (2)
- Dhane Kyle Mijares 182-0067 Bsce-3A Problem Set 4 Solve The Following ProblemsDocument4 pagesDhane Kyle Mijares 182-0067 Bsce-3A Problem Set 4 Solve The Following ProblemsDhane Kyle MijaresNo ratings yet
- HIRT Fundamentals and Solving Methods in Metal Forming - Lecture NotesDocument596 pagesHIRT Fundamentals and Solving Methods in Metal Forming - Lecture Notesth34560No ratings yet
- 5.deflections of Beam PDFDocument10 pages5.deflections of Beam PDFharshdeepNo ratings yet
- Thesis Amin Abrishambaf 2015Document347 pagesThesis Amin Abrishambaf 2015Marcelo CarvalhoNo ratings yet
- DD Cen TS 14425-1-2003Document16 pagesDD Cen TS 14425-1-2003mossamorrisNo ratings yet
- Constraint Effect in Fracture - What Is ItDocument10 pagesConstraint Effect in Fracture - What Is ItSoupramanien KathirvelouNo ratings yet
- Crystallinity & Synthetic: of PolymersDocument40 pagesCrystallinity & Synthetic: of PolymersAlexander DavidNo ratings yet
- Activity Sheet On Nanotechnology: PART 1 Key Terms and IdeasDocument4 pagesActivity Sheet On Nanotechnology: PART 1 Key Terms and IdeasRo-Anne Felipe SanchezNo ratings yet
- 3 TitaniumDocument68 pages3 TitaniumGiacomo MassenziNo ratings yet
- 1-Machine Design & MaterialsDocument19 pages1-Machine Design & MaterialsAJ BantayNo ratings yet
- 200 TOP MECHANICAL Engineering Interview Questions and AnswersDocument28 pages200 TOP MECHANICAL Engineering Interview Questions and AnswersjaiNo ratings yet
- Bolt and Nut Hardness TesterDocument15 pagesBolt and Nut Hardness TestermosdnsNo ratings yet
- ACEE2011-4CER WalentynskiR CybulskiK KozielDocument11 pagesACEE2011-4CER WalentynskiR CybulskiK KozielGaurav PawarNo ratings yet
- Abaqus Analysis User's ManualDocument82 pagesAbaqus Analysis User's ManualAbhishek ShrivastavaNo ratings yet
- Von Mises StressDocument3 pagesVon Mises StressEngku ErsyadNo ratings yet
- Wb-Mech 120 NL Ws05bDocument16 pagesWb-Mech 120 NL Ws05bDiego FloresNo ratings yet
- Investigation On The Ballistic Impact Behavior of Various AlloysDocument8 pagesInvestigation On The Ballistic Impact Behavior of Various Alloysibrahim sugarNo ratings yet
- AISI 410: Stainless Steel, Martensitic, AISI 410S, Wrought, AnnealedDocument4 pagesAISI 410: Stainless Steel, Martensitic, AISI 410S, Wrought, AnnealedLinus LooNo ratings yet
- Gleitfolien enDocument36 pagesGleitfolien enyhszaNo ratings yet