You might also like
- Polymer Matrix CompositesDocument121 pagesPolymer Matrix CompositesHitesh Shah100% (6)
- Crystallinity of PolymersDocument24 pagesCrystallinity of Polymersakived100% (2)
- BioceramicsDocument27 pagesBioceramicsAlexander DavidNo ratings yet
- Fluid Package SelectionDocument6 pagesFluid Package Selectionfree_share100% (1)
- Two Lectures of Engineering Materials (CHEM)Document60 pagesTwo Lectures of Engineering Materials (CHEM)Rameen MasrurNo ratings yet
- POLYMER FABRICATION-newDocument33 pagesPOLYMER FABRICATION-newshifa veronicaNo ratings yet
- 3 Polymer Structure - CrystallinityDocument61 pages3 Polymer Structure - CrystallinitySalina ShaffieNo ratings yet
- Dental PolymerDocument36 pagesDental PolymerAmniAzmi100% (2)
- Elective Course (2) - Composite Materials MET 443Document16 pagesElective Course (2) - Composite Materials MET 443يوسف عادل حسانينNo ratings yet
- Module-9 microstructure solidmechanicsDocument53 pagesModule-9 microstructure solidmechanicsBerk DereliNo ratings yet
- Polymer MaterialsDocument31 pagesPolymer MaterialsDaithi Mac DomhnaillNo ratings yet
- Polymer StructureDocument35 pagesPolymer StructureAlexander DavidNo ratings yet
- Chapter 3c PolymersDocument34 pagesChapter 3c PolymersJhade YapNo ratings yet
- Non-Metallic Materials Properties and ApplicationsDocument64 pagesNon-Metallic Materials Properties and ApplicationsChandrasekhar PrabhakaranNo ratings yet
- Topic 3 Polymers PDFDocument58 pagesTopic 3 Polymers PDFHittossan HitNo ratings yet
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- Unit Ii Polymer Matrix CompositesDocument121 pagesUnit Ii Polymer Matrix CompositesKarthick PrasadNo ratings yet
- (Chemistry) Polymers 2Document15 pages(Chemistry) Polymers 2Ashutosh TripathyNo ratings yet
- ملخص بوليمرDocument47 pagesملخص بوليمرAhmad AlteeleNo ratings yet
- Physical and Mechanical Properties of Polymers (1) 111Document69 pagesPhysical and Mechanical Properties of Polymers (1) 111Ishan SoniNo ratings yet
- Crystallinity of PolymerDocument26 pagesCrystallinity of PolymerChetan BholeNo ratings yet
- Polymer PDFDocument51 pagesPolymer PDFGagandeep ReehalNo ratings yet
- Name-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19Document10 pagesName-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19RishavNo ratings yet
- Pe Mids PDFDocument242 pagesPe Mids PDFAfaq Mehmood AlmaniNo ratings yet
- Lecture 2Document9 pagesLecture 2Rahmeh EL saaiedehNo ratings yet
- Polymer Properties Influenced by Electrostatic ForcesDocument26 pagesPolymer Properties Influenced by Electrostatic ForcesAditya PradiptaNo ratings yet
- Polymers: - Me YouthDocument37 pagesPolymers: - Me YouthJOSEPH REFUERZONo ratings yet
- 59a1polymer Matrix Composites PolymerDocument121 pages59a1polymer Matrix Composites PolymerMisgatesNo ratings yet
- Introduction To Manufacturing Engineering: Polymers: Chapter 07Document21 pagesIntroduction To Manufacturing Engineering: Polymers: Chapter 07Belgium WafflesNo ratings yet
- Assignment 3 Polymeric Materials VU21218Document8 pagesAssignment 3 Polymeric Materials VU21218Sabil HaqNo ratings yet
- In This Modern World, Polymers Are An Integral Part of Every One's Life Style. They HaveDocument13 pagesIn This Modern World, Polymers Are An Integral Part of Every One's Life Style. They HaveMohamed AashiqNo ratings yet
- 13 PolimerDocument54 pages13 PolimerJhonsonNo ratings yet
- Unit Iv Polymers - PPTDocument69 pagesUnit Iv Polymers - PPTAbhishek GuptaNo ratings yet
- PolymersDocument15 pagesPolymersAtiq RehmanNo ratings yet
- Mat Unit 3Document56 pagesMat Unit 3Nisha JaiswalNo ratings yet
- Basic of Composite ResinDocument59 pagesBasic of Composite ResinRajesh JainNo ratings yet
- Polymer Synthesis and Fabrication ReportDocument37 pagesPolymer Synthesis and Fabrication ReportKhuert Jirioz CooperNo ratings yet
- Organic Materials: Prepared By: Lecturer IOE, Pashchimanchal CampusDocument26 pagesOrganic Materials: Prepared By: Lecturer IOE, Pashchimanchal CampusbijenNo ratings yet
- Enginering Chemistry (CHEM-136) Dr. Subhadra RajpootDocument35 pagesEnginering Chemistry (CHEM-136) Dr. Subhadra RajpootChandrachur DeoNo ratings yet
- Classification of PolymersDocument14 pagesClassification of PolymersMuzzamilNo ratings yet
- Polymer Structure-Property Relationship GuideDocument10 pagesPolymer Structure-Property Relationship GuidePathik ShahNo ratings yet
- Applications and Processing of Polymers: Module-11Document20 pagesApplications and Processing of Polymers: Module-11Indranil BhattacharyyaNo ratings yet
- Polymeric MaterialsDocument37 pagesPolymeric MaterialsZain Ul AbdeenNo ratings yet
- UntitleDocument32 pagesUntitleShivraj ChouguleNo ratings yet
- M5. Characteristics, Applications, of PolymerDocument33 pagesM5. Characteristics, Applications, of Polymerdaffa islamiNo ratings yet
- Engineering Chemistry Polymers and Polymerization: BSC 102: Course Name: Topic Course CodeDocument21 pagesEngineering Chemistry Polymers and Polymerization: BSC 102: Course Name: Topic Course CodeAshok KumarNo ratings yet
- Polymers 2Document46 pagesPolymers 2Omed. HNo ratings yet
- Morphology of PolymersDocument7 pagesMorphology of PolymersYounis Muhsin100% (1)
- Polymer FinalDocument38 pagesPolymer Finalإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Crystallinity and GlassDocument20 pagesCrystallinity and GlassHikmət ŞabanNo ratings yet
- Structure Property Relationship of Polymer: Course Title: Advanced Polymer Engineering Course No: ACCE 503Document10 pagesStructure Property Relationship of Polymer: Course Title: Advanced Polymer Engineering Course No: ACCE 503Pathik ShahNo ratings yet
- Structure-Property Relationship of PolymersDocument10 pagesStructure-Property Relationship of PolymersPathik ShahNo ratings yet
- Dental Polymers GuideDocument37 pagesDental Polymers Guideaboemadaldeen100% (1)
- Polymer Chemistry Guide - Key Terms, Classifications, Mechanisms & ExamplesDocument13 pagesPolymer Chemistry Guide - Key Terms, Classifications, Mechanisms & ExamplesVignu VickyNo ratings yet
- Polymer TechnologyDocument16 pagesPolymer Technologykhubaib rahmanNo ratings yet
- The Structure and Properties of PolymersDocument48 pagesThe Structure and Properties of PolymersShoaib JadoonNo ratings yet
- 9 Types of PolymersDocument28 pages9 Types of PolymersLahiru JananjayaNo ratings yet
- Modified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975From EverandModified Polymers, Their Preparation and Properties: Main Lectures Presented at the Fourth Bratislava Conference on Polymers, Bratislava, Czechoslovakia, 1-4 July 1975A. RomanovRating: 5 out of 5 stars5/5 (1)
- Clay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsFrom EverandClay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsNo ratings yet
- European Society 1Document25 pagesEuropean Society 1Alexander DavidNo ratings yet
- Polymer StructureDocument30 pagesPolymer Structureansari_polyNo ratings yet
- TAPAKDocument1 pageTAPAKAlexander DavidNo ratings yet
- EAPSALARYSCALESDocument24 pagesEAPSALARYSCALESAlexander DavidNo ratings yet
- Melamine Solubility in WaterDocument2 pagesMelamine Solubility in WaterAlexander DavidNo ratings yet
- Rancangan Perhitungan PHEDocument4 pagesRancangan Perhitungan PHEAlexander DavidNo ratings yet
- Kurva Distribusi Benzene-TolueneDocument1 pageKurva Distribusi Benzene-TolueneAlexander DavidNo ratings yet
- 1 Fundamental-EquationsDocument60 pages1 Fundamental-EquationskadekNo ratings yet
- Chemical PropertiesDocument10 pagesChemical PropertiesAlexander DavidNo ratings yet
- DR - Rer.nat Heru SusantoDocument8 pagesDR - Rer.nat Heru SusantoAlexander DavidNo ratings yet
- Ceramic StructuresDocument21 pagesCeramic StructuresAlexander DavidNo ratings yet
- The Newton Raphson MethodDocument61 pagesThe Newton Raphson MethodAlexander DavidNo ratings yet
- 02 Overview Inlet Receiving Gas Plant ProcessingDocument59 pages02 Overview Inlet Receiving Gas Plant Processingthanhphucbr87No ratings yet
- Traditional Plate Exchanger CalculationDocument3 pagesTraditional Plate Exchanger CalculationAlexander DavidNo ratings yet
- GLASS TRANSITION & CERAMIC FORMINGDocument38 pagesGLASS TRANSITION & CERAMIC FORMINGAlexander DavidNo ratings yet
- Mechanical Properties of CeramicDocument29 pagesMechanical Properties of CeramicAlexander DavidNo ratings yet
- Material properties microstructure structureDocument5 pagesMaterial properties microstructure structureAlexander DavidNo ratings yet
- Imperfections & Application of CeramicDocument23 pagesImperfections & Application of CeramicAlexander DavidNo ratings yet
- Polymer StructureDocument35 pagesPolymer StructureAlexander DavidNo ratings yet
- Introduction of Materials Science & EngineeringDocument19 pagesIntroduction of Materials Science & EngineeringAlexander DavidNo ratings yet
- Design and Selection of Heat ExchangersDocument18 pagesDesign and Selection of Heat ExchangersAlexander DavidNo ratings yet
- Introduction Natural Gas ProcessingDocument58 pagesIntroduction Natural Gas ProcessingAlexander David100% (1)
- The Newton Raphson MethodDocument61 pagesThe Newton Raphson MethodAlexander DavidNo ratings yet
- Pik Industri SodaDocument19 pagesPik Industri SodaAlexander DavidNo ratings yet
- Perancangan Proses Kimia 4Document40 pagesPerancangan Proses Kimia 4Alexander DavidNo ratings yet
- Walraven - Comparison of Shell-And-Tube With Plate Heat Exchangers For The Use in Low-Temperature Organic Rankine CyclesDocument19 pagesWalraven - Comparison of Shell-And-Tube With Plate Heat Exchangers For The Use in Low-Temperature Organic Rankine CyclesAlexander DavidNo ratings yet
- Simulating The Impact Behaviour of CompositeDocument15 pagesSimulating The Impact Behaviour of CompositeSchmetterling TraurigNo ratings yet
- 0900766b801ecdb8 PDFDocument58 pages0900766b801ecdb8 PDFSINIŠA PRETKOVIĆNo ratings yet
- As 2660-1991 Hose and Hose Assemblies - Air Water - For Underground Coal MinesDocument5 pagesAs 2660-1991 Hose and Hose Assemblies - Air Water - For Underground Coal MinesSAI Global - APACNo ratings yet
- Fastach II Screed Manual 22415Document40 pagesFastach II Screed Manual 22415julianmataNo ratings yet
- 5 - 18b - Mineral ResourcesDocument90 pages5 - 18b - Mineral ResourcesDa Apollyon100% (4)
- Essential Air Conditioning GuideDocument21 pagesEssential Air Conditioning GuideYASSERHENDY80No ratings yet
- Screeners Test Calendar 2022Document7 pagesScreeners Test Calendar 2022Manoj Khatana GujjarNo ratings yet
- Vishwakarma Institute of Technology: Issue 01: Rev No. 0: Dt. 16/03/16 Course Plan FormatDocument4 pagesVishwakarma Institute of Technology: Issue 01: Rev No. 0: Dt. 16/03/16 Course Plan FormatnikNo ratings yet
- Hydraulic Jumps (Lind, Mohammed, McCallum)Document21 pagesHydraulic Jumps (Lind, Mohammed, McCallum)JKalorep100% (1)
- Annual Report 2021-2022 - BaplcDocument46 pagesAnnual Report 2021-2022 - BaplcOperation ShadowNo ratings yet
- Power Electronics Lecture NotesDocument12 pagesPower Electronics Lecture NotesFady KamilNo ratings yet
- High-gain NPN transistors for medium power applicationsDocument3 pagesHigh-gain NPN transistors for medium power applicationsИльнур ТагировNo ratings yet
- Wiring Instructions For 10, 16 & 20 Function, 92 & 93 Series, FET ReceiversDocument3 pagesWiring Instructions For 10, 16 & 20 Function, 92 & 93 Series, FET ReceiversGerardNo ratings yet
- iEM31003200 UserManualDocument80 pagesiEM31003200 UserManualGustavo Majano ManzanoNo ratings yet
- Handout - 4 Normal Shock WavesDocument18 pagesHandout - 4 Normal Shock WavesBrijal PatelNo ratings yet
- Crude Test: by Khazar HayatDocument27 pagesCrude Test: by Khazar HayatkhayatNo ratings yet
- NASA Space Shuttle STS-41G Press KitDocument29 pagesNASA Space Shuttle STS-41G Press KitOrion2015No ratings yet
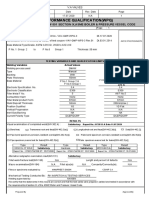
- Qw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeDocument8 pagesQw-484 Welder Performance Qualification (WPQ) : SEE QW-301 Section Ix, Asme Boiler & Pressure Vessel CodeGobinderSinghSidhuNo ratings yet
- Boiler and Its TypesDocument11 pagesBoiler and Its TypesParas RaoNo ratings yet
- Heat load calculation for proposed MV and control room buildingsDocument24 pagesHeat load calculation for proposed MV and control room buildingspsn_kylmNo ratings yet
- Case Study 2 June 2020Document5 pagesCase Study 2 June 2020MuhammadBinHanifNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument24 pagesCambridge International Advanced Subsidiary and Advanced LevelHaris RashidNo ratings yet
- Lecture Notes on Temperature, Thermal Equilibrium, and the Microscopic Model of an Ideal GasDocument5 pagesLecture Notes on Temperature, Thermal Equilibrium, and the Microscopic Model of an Ideal GasDonald Ng Jer YiNo ratings yet
- ElectromagneticsDocument84 pagesElectromagneticsLex FrancisNo ratings yet
- Determination of Density and Specific Gravity of LiquidsDocument10 pagesDetermination of Density and Specific Gravity of LiquidsAubrey EnriquezNo ratings yet
- Altair 4 X PowerpointDocument29 pagesAltair 4 X PowerpointMartin UribeNo ratings yet
- Tata Power Company: Capital StructureDocument5 pagesTata Power Company: Capital Structureharsh kotNo ratings yet
- Unit III Resonance and Coupled CircuitsDocument28 pagesUnit III Resonance and Coupled CircuitsSaravana SelvanNo ratings yet
- NZ Building Code HandbookDocument220 pagesNZ Building Code HandbookDUELEONI100% (2)