You might also like
- Butt&Wrap ProcedureDocument5 pagesButt&Wrap ProcedureMAGUNAM100% (1)
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Lamination ProcedureDocument5 pagesLamination Proceduretrueman44No ratings yet
- Protective Coating Procedure for GRP, HDPE & PVC External SurfacesDocument1 pageProtective Coating Procedure for GRP, HDPE & PVC External SurfacesAnsar AliNo ratings yet
- Rehabilitation of Concrete Tank Using Epoxy and FRP LiningDocument5 pagesRehabilitation of Concrete Tank Using Epoxy and FRP LiningChaitanya ShahNo ratings yet
- Rubber Compounds: Elastomers IntroductionDocument7 pagesRubber Compounds: Elastomers Introductionanvesha raoNo ratings yet
- Adhesion of CoatingsDocument0 pagesAdhesion of Coatingstahera aqeelNo ratings yet
- Solvent Cementing Literature As On WebsiteDocument5 pagesSolvent Cementing Literature As On WebsiteNaeemSiddiquiNo ratings yet
- Normas de Referencia - Fibra de VidroDocument12 pagesNormas de Referencia - Fibra de Vidroricardobor100% (1)
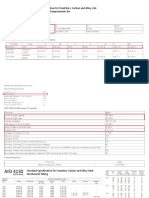
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument3 pagesAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroNo ratings yet
- Nace Table 3Document2 pagesNace Table 3gana_1783100% (1)
- Chapter 1 Oil Seal IntroductionDocument0 pagesChapter 1 Oil Seal IntroductionZMCONTROLNo ratings yet
- 02UP Product Record (En)Document8 pages02UP Product Record (En)Mohamed NabilNo ratings yet
- Cathodic Disbonding TesterDocument1 pageCathodic Disbonding TesterfelavinNo ratings yet
- D 4940 Â " 98 R03 RDQ5NDADocument3 pagesD 4940 Â " 98 R03 RDQ5NDAEnrique Rodriguez LunaNo ratings yet
- Work and Its Quality Control PaintingDocument61 pagesWork and Its Quality Control PaintingElmokadem EinsteinNo ratings yet
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectDocument5 pagesMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- A Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsDocument8 pagesA Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsCông NguyễnNo ratings yet
- Cte Ongc SpecDocument21 pagesCte Ongc SpecMohamed HushainNo ratings yet
- Holiday Detector Voltage SettingsDocument1 pageHoliday Detector Voltage Settingsrizviabbas2012No ratings yet
- HEMPEL'S VINYL ESTER GF 35910 Product Data SheetDocument2 pagesHEMPEL'S VINYL ESTER GF 35910 Product Data SheetEngTamerNo ratings yet
- Dolly TestDocument1 pageDolly TestmaheshNo ratings yet
- Araldite Epoxy Adhesive - 2Document4 pagesAraldite Epoxy Adhesive - 2SatyamEngNo ratings yet
- MEK Cure Test GuideDocument1 pageMEK Cure Test GuidejoseNo ratings yet
- Osmotic Blisters in Coatings and Adhesives - Metal FinishingDocument2 pagesOsmotic Blisters in Coatings and Adhesives - Metal FinishingMaulana Mufti MuhammadNo ratings yet
- Factors Affecting The Friction Between SurfacesDocument12 pagesFactors Affecting The Friction Between Surfacesmatealoredana8015No ratings yet
- Thermaline Heat Shield PDSDocument2 pagesThermaline Heat Shield PDSKhemaraj Path100% (1)
- Influence of Isomer Composition and Functionality of The Final Properties of Aromatic Polyurea Spray Coatings PDFDocument10 pagesInfluence of Isomer Composition and Functionality of The Final Properties of Aromatic Polyurea Spray Coatings PDFA Mahmood100% (1)
- Wavi Strong InstallationDocument42 pagesWavi Strong InstallationViktor -stNo ratings yet
- ISO-21809-1-2018 - IncompletaDocument15 pagesISO-21809-1-2018 - IncompletaBruno SantosNo ratings yet
- Touch Up and Repair of Galvanized SteelDocument5 pagesTouch Up and Repair of Galvanized SteelkhuzafaNo ratings yet
- Paint Coating Stainless SteelsDocument2 pagesPaint Coating Stainless SteelsSilva NumaNo ratings yet
- Charpy Impact Test - WikipediaDocument18 pagesCharpy Impact Test - WikipediaAshik Speed YuvanNo ratings yet
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- Fiberglass Reinforced Thermoset PlasticDocument9 pagesFiberglass Reinforced Thermoset PlasticJesús Alberto Díaz CostaNo ratings yet
- Development in Materials and Corrosion Engineering For Oil and Gas Production PDFDocument32 pagesDevelopment in Materials and Corrosion Engineering For Oil and Gas Production PDFĐiệnBiênNhâm100% (1)
- Section13 Spark TestingDocument3 pagesSection13 Spark TestingGustavoNo ratings yet
- Rubber Compounds TableDocument2 pagesRubber Compounds TablestrganeshkumarNo ratings yet
- S 355 J2 + NDocument1 pageS 355 J2 + NValentin GalbenNo ratings yet
- Answers - Questionnaire-Bonder06-TT+LaminationDocument6 pagesAnswers - Questionnaire-Bonder06-TT+Laminationchandana kumarNo ratings yet
- Application Fields Polyurea CoatingsDocument47 pagesApplication Fields Polyurea CoatingsNabored SiakoNo ratings yet
- Vijay CV Cswip Nace 1Document3 pagesVijay CV Cswip Nace 1Vijay RajputNo ratings yet
- Auramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeDocument2 pagesAuramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeVipin Kumar Parashar100% (1)
- 6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenDocument4 pages6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenAmeya SavnalNo ratings yet
- PDFDocument12 pagesPDFThamaraikani ManiNo ratings yet
- Powder Coating TrainingDocument22 pagesPowder Coating Trainingakash.vd.1603No ratings yet
- Rubber LiningDocument2 pagesRubber Liningtolis-gefNo ratings yet
- Iso 29601 PDFDocument14 pagesIso 29601 PDFlonglong3003No ratings yet
- RTP Mechanical Properties ModelDocument10 pagesRTP Mechanical Properties ModelfurqanNo ratings yet
- Standards For Polymer TestingDocument3 pagesStandards For Polymer TestingPramod PamuNo ratings yet
- Failure Analysis of Paints and CoatingDocument8 pagesFailure Analysis of Paints and Coatingdhruvi0% (1)
- Welding CoatingDocument69 pagesWelding CoatingphillipskincaidNo ratings yet
- Derakane Momentum 470-300Document5 pagesDerakane Momentum 470-300maniastur365100% (1)
- Norsok M501 System GuideDocument16 pagesNorsok M501 System GuideUhong LaiNo ratings yet
- Compatibility of CoatingsDocument8 pagesCompatibility of CoatingsEduard Gonzalo Rojas CervantesNo ratings yet
- SSPC Guide 16 PDFDocument15 pagesSSPC Guide 16 PDFkishorekumar.animu100% (1)
- GTS-PP-120: 3 LayerDocument2 pagesGTS-PP-120: 3 Layershoaib1985100% (1)
- Taekyung Lee, Chong Soo Lee: Fatigue & Plasticity Lab., Dept. of Materials Science and Engineering, POSTECHDocument12 pagesTaekyung Lee, Chong Soo Lee: Fatigue & Plasticity Lab., Dept. of Materials Science and Engineering, POSTECHTrung Tinh Ho100% (1)
- PSV ManualDocument326 pagesPSV Manualrichardsemper100% (2)
- Chem CHP 9 Third EditionDocument24 pagesChem CHP 9 Third EditionArjed Ali ShaikhNo ratings yet
- Chem CHP 10 Third EditionDocument18 pagesChem CHP 10 Third EditionArjed Ali ShaikhNo ratings yet
- Bio CHP 8 Third EditionDocument12 pagesBio CHP 8 Third EditionArjed Ali ShaikhNo ratings yet
- Life Assessment of Steam Reformer Catalyst Tube PDFDocument14 pagesLife Assessment of Steam Reformer Catalyst Tube PDFArjed Ali Shaikh0% (1)
- Tube Damage Mechanism and Repair Techniques PDFDocument16 pagesTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNo ratings yet
- Welding Metallurgy (Volume-I)Document44 pagesWelding Metallurgy (Volume-I)Arjed Ali ShaikhNo ratings yet
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- Epoxy Lamination SpecificationsDocument14 pagesEpoxy Lamination SpecificationsArjed Ali ShaikhNo ratings yet
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Pressure ReliefDocument207 pagesPressure ReliefAH100% (1)
- Titanium For Offshor and Marine ApplicationsDocument32 pagesTitanium For Offshor and Marine ApplicationsArjed Ali Shaikh100% (2)
- Vibration ChatteringDocument14 pagesVibration ChatteringAnonymous l2sT4aENo ratings yet
- Pressure Relief Devices Scott OstrowskiDocument82 pagesPressure Relief Devices Scott OstrowskiAffify AfifyNo ratings yet
- SCH, S9, High Alloy Data SheetsDocument60 pagesSCH, S9, High Alloy Data SheetsMiki JaksicNo ratings yet
- PSV Data BookDocument16 pagesPSV Data Bookkenoly123No ratings yet
- Seats and Seals Selection Guide: Share ThisDocument4 pagesSeats and Seals Selection Guide: Share ThisArjed Ali ShaikhNo ratings yet
- Compatibility With Elastomers: Section B7Document10 pagesCompatibility With Elastomers: Section B7skijackNo ratings yet
- Calculation of The Built Up Back Pressure - LESERDocument4 pagesCalculation of The Built Up Back Pressure - LESERArjed Ali ShaikhNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- IGCAR Paper On Heat Exchanger Material PDFDocument14 pagesIGCAR Paper On Heat Exchanger Material PDFlalitNo ratings yet
- Paper Material Reformer TubesDocument15 pagesPaper Material Reformer Tubescarlos sotoNo ratings yet
- Material PropertiesDocument14 pagesMaterial PropertiesArjed Ali ShaikhNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- Sandwitch Valve - TDW PDFDocument4 pagesSandwitch Valve - TDW PDFArjed Ali ShaikhNo ratings yet
- Petroleum Reactors PDFDocument28 pagesPetroleum Reactors PDFSiddharth KapoorNo ratings yet
- Practical Guidelines For The Fabrication of High Performance Austenitic SSDocument72 pagesPractical Guidelines For The Fabrication of High Performance Austenitic SSlram70No ratings yet
- Quiz 2 on alkane and alkene propertiesDocument18 pagesQuiz 2 on alkane and alkene propertiesMiesya87No ratings yet
- Unit 7 Operon ConceptDocument18 pagesUnit 7 Operon ConceptSarah PavuNo ratings yet
- ESS Method 230.1: Total Phosphorus and Total Kjeldahl Nitrogen, Semi-Automated MethodDocument11 pagesESS Method 230.1: Total Phosphorus and Total Kjeldahl Nitrogen, Semi-Automated MethodzvjesosNo ratings yet
- Membrane Cleaning - Cost Effective Solution: Kimberlite Chemicals India Private LimitedDocument65 pagesMembrane Cleaning - Cost Effective Solution: Kimberlite Chemicals India Private LimitedAshish RathoreNo ratings yet
- SPE-197616-MS A Novel Quantitative and Predictive Reservoir-Souring Approach To Assess Reservoir Souring During Planned-Waterflood Development PlanDocument23 pagesSPE-197616-MS A Novel Quantitative and Predictive Reservoir-Souring Approach To Assess Reservoir Souring During Planned-Waterflood Development PlanAmelia Van KallenNo ratings yet
- Journal of Bioprocessing and Chemical EngineeringDocument10 pagesJournal of Bioprocessing and Chemical EngineeringNatsu OricaNo ratings yet
- XX 44465 Icp Ms Elemental Guide Method Development Xx44465 enDocument42 pagesXX 44465 Icp Ms Elemental Guide Method Development Xx44465 enReem MohamedNo ratings yet
- S6 Test 5Document7 pagesS6 Test 5XD XDNo ratings yet
- Screenshot 2023-03-28 at 11.36.42 AMDocument48 pagesScreenshot 2023-03-28 at 11.36.42 AMSourayaNo ratings yet
- Organic Chemistry Laboratory I BSK1402 Lab ReportDocument10 pagesOrganic Chemistry Laboratory I BSK1402 Lab ReportCucu AlbertNo ratings yet
- Tutorial 7: Polymers: Phy 351 (Materials Science)Document3 pagesTutorial 7: Polymers: Phy 351 (Materials Science)firdausNo ratings yet
- DetergentsIntermediates Newsroom Brochures HostapurSASDocument56 pagesDetergentsIntermediates Newsroom Brochures HostapurSASfedaa1989100% (1)
- Class 9 Science Chapter 3Document20 pagesClass 9 Science Chapter 3rupam baparyNo ratings yet
- J Fluorine Chem 106 (2000) 153-161Document9 pagesJ Fluorine Chem 106 (2000) 153-161Luciano PaoloNo ratings yet
- WT Full Slide 2013Document193 pagesWT Full Slide 2013Kibrom TsegayNo ratings yet
- What Is Azurite?Document5 pagesWhat Is Azurite?BalaRajKumarNo ratings yet
- CLASS XII Halo Alkane - HaloareneDocument35 pagesCLASS XII Halo Alkane - HaloareneSubhasish SauNo ratings yet
- Federal Biology 11Document471 pagesFederal Biology 11ahmed100% (1)
- MsdsDocument6 pagesMsdsKarthik SarangNo ratings yet
- Nidrf CSRF A& Vkyfief Pof? 2015ckespf Taxgaxga&G Aumufygjesifu Zgjypnf Yhktajcchoya'Jyifqifa& Wkdhesifuywfoufnyd Us, Fus, Fjyefhjyefhaqg AegDocument31 pagesNidrf CSRF A& Vkyfief Pof? 2015ckespf Taxgaxga&G Aumufygjesifu Zgjypnf Yhktajcchoya'Jyifqifa& Wkdhesifuywfoufnyd Us, Fus, Fjyefhjyefhaqg AegTheMyawadyDailyNo ratings yet
- School ProjectDocument15 pagesSchool ProjectMehtab Uddin75% (4)
- Glycerol Oxidation by Bimetallic MOF CatalystsDocument23 pagesGlycerol Oxidation by Bimetallic MOF CatalystsElif Taşdöven100% (1)
- K. L. Mittal - Adhesion Aspects of Polymeric Coatings. Vol. 2 (2003, VSP Books)Document222 pagesK. L. Mittal - Adhesion Aspects of Polymeric Coatings. Vol. 2 (2003, VSP Books)Jai BhagwanNo ratings yet
- 2019 Unsol Chem 12th PypDocument10 pages2019 Unsol Chem 12th PypReethu GopakumarNo ratings yet
- Safety Data Sheet: 1. Material and Supplier IdentificationDocument6 pagesSafety Data Sheet: 1. Material and Supplier IdentificationMatt LNo ratings yet
- Rampura Agucha Deposit Petrographical Evidences 102017Document10 pagesRampura Agucha Deposit Petrographical Evidences 102017aashutoshNo ratings yet
- Vicky Filter MediasDocument17 pagesVicky Filter MediasRAMI HAMADNo ratings yet
- Ai Ccus White Paper - 2022 - WebDocument42 pagesAi Ccus White Paper - 2022 - Websandeeppandey0789No ratings yet
- Islam Oxygen LTD RED HARRING PROSPECTUS P 322Document322 pagesIslam Oxygen LTD RED HARRING PROSPECTUS P 322Rumana SharifNo ratings yet
- Alyn Tapleras, Rph. MSPHDocument53 pagesAlyn Tapleras, Rph. MSPHHannah Jean Lapenid LemorenasNo ratings yet