You might also like
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveFrom EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNo ratings yet
- Latest Advances in RBI - Session 3Document20 pagesLatest Advances in RBI - Session 3Ahmed Abd ElmegeedNo ratings yet
- Latest Advances in RBI - Session 1Document30 pagesLatest Advances in RBI - Session 1Ahmed Abd ElmegeedNo ratings yet
- ECSS Q ST 70 39C1May2015Document72 pagesECSS Q ST 70 39C1May2015Michael FlachNo ratings yet
- Human Reliability: RIAC Human Factors Working GroupDocument5 pagesHuman Reliability: RIAC Human Factors Working GroupnssahaiNo ratings yet
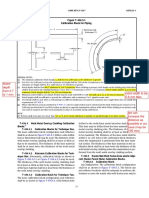
- Installation Procedures for Inspection PortsDocument2 pagesInstallation Procedures for Inspection Portsviller_lpNo ratings yet
- ItpmDocument14 pagesItpmsbasualdomontesNo ratings yet
- Generic Approcahes To RBI Steel Structures PDFDocument248 pagesGeneric Approcahes To RBI Steel Structures PDFixoteeNo ratings yet
- HAZOP: Guide To Best Practice. Edition No. 3: BrochureDocument3 pagesHAZOP: Guide To Best Practice. Edition No. 3: BrochurecelsocarvalhNo ratings yet
- SG Tube Inspection TechnologyDocument9 pagesSG Tube Inspection TechnologyWaqasNo ratings yet
- Reliability Engineering Processes and Root Cause AnalysisDocument13 pagesReliability Engineering Processes and Root Cause AnalysisarslanhamidNo ratings yet
- CV of DR - VijayaraghavanDocument7 pagesCV of DR - VijayaraghavanbalajimetturNo ratings yet
- GP 43.0 PUWER-Equipment-Safety-ChecklistDocument4 pagesGP 43.0 PUWER-Equipment-Safety-ChecklistLarbi BelazizNo ratings yet
- API 580 RBI-Training-Course-SlidesDocument291 pagesAPI 580 RBI-Training-Course-Slidespotebrayan20No ratings yet
- Module 10Document92 pagesModule 10Ramesh RNo ratings yet
- Tank Inspectio Studyotisvalidation PDFDocument9 pagesTank Inspectio Studyotisvalidation PDFLugard WoduNo ratings yet
- Acoustic Emission InspectionDocument7 pagesAcoustic Emission InspectionAntonio PerezNo ratings yet
- Written Schemes of Examinations Example Template - Course DownloadDocument9 pagesWritten Schemes of Examinations Example Template - Course Downloadgamil2No ratings yet
- ECSS-Q-ST-70C Materials, Mechanical Parts and ProcessesDocument68 pagesECSS-Q-ST-70C Materials, Mechanical Parts and Processesdumi_userNo ratings yet
- Methodology Tapping Methodology of WaterlineDocument15 pagesMethodology Tapping Methodology of WaterlineBryNo ratings yet
- 5-Mechanical Integrity Program-021317 508Document12 pages5-Mechanical Integrity Program-021317 508sarifinNo ratings yet
- Introduction To NDT BasicDocument27 pagesIntroduction To NDT BasicAngela WalkerNo ratings yet
- RBI TutorialDocument30 pagesRBI TutorialLuis Carlos BalcazarNo ratings yet
- 4.5 May2019-Repairable SystemDocument10 pages4.5 May2019-Repairable SystemAlexander GejetanusNo ratings yet
- Updated Thinning POF Model in API RP 581 3rd EditionDocument23 pagesUpdated Thinning POF Model in API RP 581 3rd EditionALberto AriasNo ratings yet
- Pre-Commissioning and Commissioning Manual: Mellitah Oil & Gas BVDocument13 pagesPre-Commissioning and Commissioning Manual: Mellitah Oil & Gas BVThirukkumaranBalasubramanianNo ratings yet
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- Infographic Offshore Asset RetirementDocument6 pagesInfographic Offshore Asset RetirementMarios DiasNo ratings yet
- Non Destructive TestingDocument25 pagesNon Destructive Testingkeval patelNo ratings yet
- Applications of Risk Management Tools in Maintenance Operations of Swedish Industries - A Survey AnalysisDocument111 pagesApplications of Risk Management Tools in Maintenance Operations of Swedish Industries - A Survey AnalysisStanislavNo ratings yet
- Sensor TechnologiesDocument10 pagesSensor TechnologiesMiguel LiceagaNo ratings yet
- Procedure For UtDocument12 pagesProcedure For UtMohammad SyeduzzamanNo ratings yet
- Calculating The Probability of Failure On Demand (PFD) of Complex Structures by Means of Markov ModelsDocument5 pagesCalculating The Probability of Failure On Demand (PFD) of Complex Structures by Means of Markov ModelsfoamtrailerNo ratings yet
- What Is PFDavgDocument11 pagesWhat Is PFDavgKareem RasmyNo ratings yet
- Remaining Life Evaluation of Coke DrumsDocument15 pagesRemaining Life Evaluation of Coke DrumsRohit KaleNo ratings yet
- Radiation Safety Program 2Document16 pagesRadiation Safety Program 2Ahmed shabanNo ratings yet
- ASME Standards Benefits Case StudyDocument33 pagesASME Standards Benefits Case StudyssNo ratings yet
- Reliability Control Program: Engineering & Technical Support & ServicesDocument141 pagesReliability Control Program: Engineering & Technical Support & ServicespeterNo ratings yet
- Advanced NDT MethodsDocument31 pagesAdvanced NDT MethodsThisara Abeywardane100% (1)
- Process Safety: Are There Proven Tools For ATEX Risk Assessment?Document1 pageProcess Safety: Are There Proven Tools For ATEX Risk Assessment?SARFRAZ ALINo ratings yet
- Mordec-Catalogue 2011 MayDocument83 pagesMordec-Catalogue 2011 Maykiiru88100% (1)
- Guidance Document On Leak Detection and Repair PDFDocument32 pagesGuidance Document On Leak Detection and Repair PDFYong JunNo ratings yet
- Child Protection PresentationDocument19 pagesChild Protection Presentationapi-204086002No ratings yet
- Nuclear Conference Slovenia TOFD R6 AssessmentDocument8 pagesNuclear Conference Slovenia TOFD R6 AssessmentbacabacabacaNo ratings yet
- CAST HandbookDocument148 pagesCAST HandbookVijay BantuNo ratings yet
- Standard Guide For Acoustic Emission System Performance VerificationDocument5 pagesStandard Guide For Acoustic Emission System Performance VerificationArpan NandyNo ratings yet
- Boiler Asset Integrity ManagementDocument34 pagesBoiler Asset Integrity ManagementWalid Ahsan100% (1)
- Introduction or Process Safety 1662875296Document25 pagesIntroduction or Process Safety 1662875296richardNo ratings yet
- PAUT at Elevated-TemperaturesDocument5 pagesPAUT at Elevated-Temperatureswalter091011No ratings yet
- Rbi Q&a 5Document6 pagesRbi Q&a 5eslam_el_dinNo ratings yet
- Materials Selection in Oil and Gas-An OverviewDocument15 pagesMaterials Selection in Oil and Gas-An OverviewAli AliNo ratings yet
- Magnetic Particle Exam GuideDocument18 pagesMagnetic Particle Exam GuidemohamedNo ratings yet
- MCT780 NDT Statistics and Probability ModuleDocument47 pagesMCT780 NDT Statistics and Probability ModulenthabisengNo ratings yet
- Chapter # 11 - API 580 PDFDocument10 pagesChapter # 11 - API 580 PDFMUSHTAQ HUSSAINNo ratings yet
- Flexible Riser InspectionDocument4 pagesFlexible Riser InspectionMalcolmDowNo ratings yet
- CORROSION QUIZ - InG - Corrosion ManagementDocument2 pagesCORROSION QUIZ - InG - Corrosion ManagementErik Alfiandy100% (1)
- HSE Safety Permit to Work ProcedureDocument32 pagesHSE Safety Permit to Work Proceduregobi100% (1)
- Risk Assessment for Human Metal Exposures: Mode of Action and Kinetic ApproachesFrom EverandRisk Assessment for Human Metal Exposures: Mode of Action and Kinetic ApproachesNo ratings yet
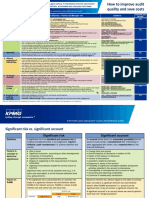
- How To Improve Audit Quality and Save CostsDocument2 pagesHow To Improve Audit Quality and Save CostsSalauddin Kader ACCANo ratings yet
- Exploring The Latest Breakthroughs in Inspection and Remote Monitoring Techniques For Safe Efficient and Cost-EffectivDocument40 pagesExploring The Latest Breakthroughs in Inspection and Remote Monitoring Techniques For Safe Efficient and Cost-EffectivAhmed Abd ElmegeedNo ratings yet
- Increasing Reliability and Availability of Assets With Asset Performance Management APMDocument22 pagesIncreasing Reliability and Availability of Assets With Asset Performance Management APMAhmed Abd ElmegeedNo ratings yet
- Building An Effective Computerised Asset Management System C Insights Best Practices Lessons LearntDocument31 pagesBuilding An Effective Computerised Asset Management System C Insights Best Practices Lessons LearntAhmed Abd ElmegeedNo ratings yet
- Latest Advances in RBI - RBI Task If Required PDFDocument8 pagesLatest Advances in RBI - RBI Task If Required PDFAhmed Abd ElmegeedNo ratings yet
- Building Implementing A Holistic...Document41 pagesBuilding Implementing A Holistic...Ahmed Abd ElmegeedNo ratings yet
- Ultratrend DMS 4.1 Manual PDFDocument22 pagesUltratrend DMS 4.1 Manual PDFAhmed Abd ElmegeedNo ratings yet
- Latest Advances in RBI - Session 2 - 1Document38 pagesLatest Advances in RBI - Session 2 - 1Ahmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument3 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Document review status updateDocument6 pagesDocument review status updateAhmed Abd ElmegeedNo ratings yet
- Latest Advances in RBI - RBI Task If Required PDFDocument8 pagesLatest Advances in RBI - RBI Task If Required PDFAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument8 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument7 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument3 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument3 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument7 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- Profile Laminate IPEDocument1 pageProfile Laminate IPEKarlaNo ratings yet
- 617 - Reactors & Secondary Reformers PDFDocument3 pages617 - Reactors & Secondary Reformers PDFAhmed Abd ElmegeedNo ratings yet
- HP Valves Material Certificates for NEM Energy BV ProjectDocument3 pagesHP Valves Material Certificates for NEM Energy BV ProjectAhmed Abd ElmegeedNo ratings yet
- Coverpage To Material/Test CertificateDocument3 pagesCoverpage To Material/Test CertificateAhmed Abd ElmegeedNo ratings yet
- WPS and PQR For Low Alloy With Martensitic ST - STDocument8 pagesWPS and PQR For Low Alloy With Martensitic ST - STAhmed Abd Elmegeed100% (1)
- MSS SP 25 Standard Marking System For Valves Fittings Flanges and Unions PDFDocument27 pagesMSS SP 25 Standard Marking System For Valves Fittings Flanges and Unions PDFTinuoye Folusho OmotayoNo ratings yet
- Bronze Iron Gate Globe Check ValveDocument87 pagesBronze Iron Gate Globe Check Valvemax_powerNo ratings yet
- Stress Analysis ReviewDocument18 pagesStress Analysis ReviewAhmed Abd ElmegeedNo ratings yet
- Piping TCG Caliberation BlockDocument1 pagePiping TCG Caliberation BlockAhmed Abd ElmegeedNo ratings yet
- Steam Turbine Replacement by High Speed Electric System Driven CompressorsDocument9 pagesSteam Turbine Replacement by High Speed Electric System Driven CompressorsJoffre BourgeoisNo ratings yet
- Power System Architecture NextwindDocument4 pagesPower System Architecture NextwindRain ByarsNo ratings yet
- Evaluating The Condition & Remaining Life of Older Power PlantsDocument7 pagesEvaluating The Condition & Remaining Life of Older Power PlantsAlif Nur FirdausNo ratings yet
- Micom P740Document18 pagesMicom P740vsrikala68No ratings yet
- Caterpillar Vs Komatsu: Namrata SharmaDocument16 pagesCaterpillar Vs Komatsu: Namrata Sharmanamrata87No ratings yet
- BIW - Products and ServicesDocument13 pagesBIW - Products and ServicesCarlos Alberto Aguilera MendezNo ratings yet
- A Qualitative Study On The Maintenance PracticesDocument14 pagesA Qualitative Study On The Maintenance PracticesEarl RiveraNo ratings yet
- 2506A-E15TAG1 ElectropaK PN1841 Apr09Document2 pages2506A-E15TAG1 ElectropaK PN1841 Apr09devsystem100% (1)
- BBA Production & Operation ManagementDocument15 pagesBBA Production & Operation ManagementSnehash Sinha67% (6)
- Code Aster PossibilityDocument16 pagesCode Aster PossibilityBartłomiej MinorNo ratings yet
- Lewin, Telford - Hydraulic Gates and Valves - 7th EditionDocument301 pagesLewin, Telford - Hydraulic Gates and Valves - 7th Editionslamienka100% (1)
- Preface and Foreword of Maintenance Manual - 201504 PDFDocument2 pagesPreface and Foreword of Maintenance Manual - 201504 PDFAnibal Jhon CunoNo ratings yet
- Cqe Cert InsertDocument16 pagesCqe Cert InsertNairda LopNo ratings yet
- Etops AirbusDocument61 pagesEtops Airbusdarryl_baguio100% (4)
- Physical and Logical Access ControlsDocument22 pagesPhysical and Logical Access ControlsTaranpreet Singh SainiNo ratings yet
- Honeywell Sensors and Switches in Mobile - Cranes - 009586-2-En - LowresDocument2 pagesHoneywell Sensors and Switches in Mobile - Cranes - 009586-2-En - LowreshazopmanNo ratings yet
- S5 - Q1 - W5-6 - Making Useful ProductsDocument21 pagesS5 - Q1 - W5-6 - Making Useful ProductsMa. Victoria LlameraNo ratings yet
- Avionics SomsDocument364 pagesAvionics SomsPraveen Singam100% (3)
- Condition-Based MaintenanceDocument4 pagesCondition-Based Maintenancedes1982No ratings yet
- TLP521, TLP521-2, TLP521-4: DescriptionDocument18 pagesTLP521, TLP521-2, TLP521-4: DescriptionİSMAİL TUNCANo ratings yet
- Ge Electrical Solutions For Mining PDFDocument28 pagesGe Electrical Solutions For Mining PDFandrademaxNo ratings yet
- MITSUBISHI CR750CR751 Controller Instruction Manual Detailed Explanations of Functions and OperationsDocument548 pagesMITSUBISHI CR750CR751 Controller Instruction Manual Detailed Explanations of Functions and OperationsAleksandra RadovanovicNo ratings yet
- Basic Information For Suppliers BMWDocument56 pagesBasic Information For Suppliers BMWRene TapiaNo ratings yet
- Journal of Petroleum Science and Engineering 179 (2019) 1046-1062Document17 pagesJournal of Petroleum Science and Engineering 179 (2019) 1046-1062abodolkuhaaNo ratings yet
- Airport Electrical System (34GM-ADES)Document219 pagesAirport Electrical System (34GM-ADES)Annisa MadaningrumNo ratings yet
- Accumulator Service Centres BrochureDocument4 pagesAccumulator Service Centres BrochureEduardo CramerNo ratings yet
- Cover Title - Cover 1 Optimise Equipment and Plant EfficiencyDocument24 pagesCover Title - Cover 1 Optimise Equipment and Plant EfficiencyAjanta BearingNo ratings yet
- A Practical MTBF Estimate For PCB Design Considering Component and Non-Component FailuresDocument7 pagesA Practical MTBF Estimate For PCB Design Considering Component and Non-Component FailuresAnthonyNo ratings yet
- Ge Seasmart Brochure 0Document7 pagesGe Seasmart Brochure 0Benjamin StricklandNo ratings yet
- Industrial Engineering and Management by Pravin KumarDocument673 pagesIndustrial Engineering and Management by Pravin Kumarvinay kr100% (2)