You might also like
- Estimation Cost For DMLSDocument13 pagesEstimation Cost For DMLSfasihahNo ratings yet
- ALC221 RealtekMicroelectronics PDFDocument82 pagesALC221 RealtekMicroelectronics PDFJoel Bbc SangPengembala Kambing100% (1)
- Differential Evolution For The Optimal Design of Heat ExchangersDocument10 pagesDifferential Evolution For The Optimal Design of Heat ExchangersgaurangNo ratings yet
- Tayal 1999Document12 pagesTayal 1999Bibi PlazasNo ratings yet
- Methodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Document12 pagesMethodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Nenad BojceticNo ratings yet
- Rigrous Heat Exchanger SimulationDocument6 pagesRigrous Heat Exchanger SimulationJayakumar PararasuramanNo ratings yet
- The Design of Shell and Tube Heat Exchangers - A Review: Karthik Silaipillayarputhur & Hassan KhurshidDocument16 pagesThe Design of Shell and Tube Heat Exchangers - A Review: Karthik Silaipillayarputhur & Hassan KhurshidTJPRC PublicationsNo ratings yet
- Design of An FDM Positioning System and Application of An Error-Cost Multiobjective Optimization ApproachDocument9 pagesDesign of An FDM Positioning System and Application of An Error-Cost Multiobjective Optimization ApproachJohovani SuarezNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument23 pagesAccepted Manuscript: Applied Thermal EngineeringPrateikMenonNo ratings yet
- An Automated Approach For The Optimal Design of Heat ExchangersDocument9 pagesAn Automated Approach For The Optimal Design of Heat ExchangersMiguel PardoNo ratings yet
- Design Optimization of Plastic Injection Tooling FDocument12 pagesDesign Optimization of Plastic Injection Tooling FElJeremiasNo ratings yet
- Chapter One - Page 1-10Document9 pagesChapter One - Page 1-10Rhaiza RhaIne MoogNo ratings yet
- IJHMT Published PDFDocument11 pagesIJHMT Published PDFChandrakiran AlapatiNo ratings yet
- The Design of Shell and Tube Heat Exchangers - A Review (2019)Document17 pagesThe Design of Shell and Tube Heat Exchangers - A Review (2019)David C. SouzaNo ratings yet
- Brentwood Technical Papers Thermal PerformanceDocument28 pagesBrentwood Technical Papers Thermal PerformanceWalter J Naspirán Castañeda100% (1)
- Casting Cost Estimation in An Integrated Product ADocument20 pagesCasting Cost Estimation in An Integrated Product AshasaNo ratings yet
- Senior Energy Sustainability Engineer in Nashville TN Resume Nasr AlkadiDocument6 pagesSenior Energy Sustainability Engineer in Nashville TN Resume Nasr AlkadiNasrAlkadiNo ratings yet
- J Enbuild 2019 109429Document14 pagesJ Enbuild 2019 109429Rendi EgaNo ratings yet
- B-Jac UsDocument8 pagesB-Jac Uskay50No ratings yet
- Techniques To Be UsedDocument4 pagesTechniques To Be UsedPreetpal Singh VirkNo ratings yet
- Analysis of Manufacturing Costs For Conventional Gear Manufacturing Processes: A Case Study of A Spur Engine GearDocument11 pagesAnalysis of Manufacturing Costs For Conventional Gear Manufacturing Processes: A Case Study of A Spur Engine GearSaud barqNo ratings yet
- Topology Optimization Using Additive Manufacturing ConstraintsDocument22 pagesTopology Optimization Using Additive Manufacturing ConstraintsManoj NehraNo ratings yet
- Gasification Process ModelingDocument6 pagesGasification Process ModelingRebeca Santamaria MedelNo ratings yet
- Procjena Troskova PDFDocument3 pagesProcjena Troskova PDFŠetkić SemirNo ratings yet
- Analysis of Heat Transfer, Friction Factor and Exergy Loss in Plate Heat Exchanger Using FluentDocument8 pagesAnalysis of Heat Transfer, Friction Factor and Exergy Loss in Plate Heat Exchanger Using FluentFadi YasinNo ratings yet
- Transformer Design OptimizationDocument6 pagesTransformer Design OptimizationOdhah AlShahraniNo ratings yet
- Techniques To Be UsedDocument4 pagesTechniques To Be UsedPreetpal Singh VirkNo ratings yet
- Simulated Anne A Ling With Auxiliary Knowledge For Process PlanningDocument19 pagesSimulated Anne A Ling With Auxiliary Knowledge For Process PlanningVarun KumarNo ratings yet
- A Comparison of Global Optimization Algorithms With Standard Benchmark Functions and Real-World Applications Using EnergyplusDocument19 pagesA Comparison of Global Optimization Algorithms With Standard Benchmark Functions and Real-World Applications Using EnergyplusBv BcNo ratings yet
- Thesis Additive ManufacturingDocument4 pagesThesis Additive Manufacturingbnjkstgig100% (2)
- Qiu Et Al 2016 Optimal Design of Hydraulic Excavator Working Device Based On Multiple Surrogate ModelsDocument12 pagesQiu Et Al 2016 Optimal Design of Hydraulic Excavator Working Device Based On Multiple Surrogate ModelsMustarica AndreiNo ratings yet
- Axial Compressor Optimization Method: IOP Conference Series: Materials Science and EngineeringDocument10 pagesAxial Compressor Optimization Method: IOP Conference Series: Materials Science and EngineeringSami AhmadNo ratings yet
- Semi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCDocument15 pagesSemi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCsobheysaidNo ratings yet
- Load Calculation Spreadsheets: Quick Answers Without Relying On Rules of ThumbDocument8 pagesLoad Calculation Spreadsheets: Quick Answers Without Relying On Rules of ThumbGithu OommenNo ratings yet
- Mathematical Programming Model For Heat Exchanger Design ThroughDocument41 pagesMathematical Programming Model For Heat Exchanger Design ThroughJônatas O.NunesNo ratings yet
- Cad 20 (S3) 2023 135-147Document13 pagesCad 20 (S3) 2023 135-147vipinNo ratings yet
- CFD JD SampleDocument5 pagesCFD JD SampleSariya VNo ratings yet
- Development and Validation of A Crank Angle Model of An Automotive Turbocharged Engine For Hil ApplicationsDocument10 pagesDevelopment and Validation of A Crank Angle Model of An Automotive Turbocharged Engine For Hil Applicationsarun kumarNo ratings yet
- A New Approach For The Optimal RetrofitDocument6 pagesA New Approach For The Optimal RetrofitGiorgos0096No ratings yet
- Id - 68 - D-RtoDocument5 pagesId - 68 - D-RtoNarongritSutiyapornNo ratings yet
- Optimal Selection of Energy EffiOptimal - Selection - of - Energy - Efficiency - M.pdfciency MDocument33 pagesOptimal Selection of Energy EffiOptimal - Selection - of - Energy - Efficiency - M.pdfciency Mjaviera arias valdiviaNo ratings yet
- Response Surface Approximation of Pareto Optimal Front in Multi-Objective OptimizationDocument15 pagesResponse Surface Approximation of Pareto Optimal Front in Multi-Objective OptimizationspuzzarNo ratings yet
- Building and Environment: Liang Zhou, Fariborz HaghighatDocument6 pagesBuilding and Environment: Liang Zhou, Fariborz HaghighatOmar ArdilaNo ratings yet
- Design of Heat ExchangerDocument7 pagesDesign of Heat Exchangercami cordobaNo ratings yet
- Advanced Capabilities For Gas Turbine Engine Performance Simulationsalexiou2007Document10 pagesAdvanced Capabilities For Gas Turbine Engine Performance Simulationsalexiou2007lighthilljNo ratings yet
- A Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingDocument13 pagesA Method Integrating Taguchi, RSM and MOPSO To CNC Machining Parameters Optimization For Energy SavingoktovaNo ratings yet
- Heat Exchanger Network Optimization Using Integrated Specialized Software From ASPENTECH and GAMS TechnologyDocument6 pagesHeat Exchanger Network Optimization Using Integrated Specialized Software From ASPENTECH and GAMS TechnologyCatlinhbk08No ratings yet
- BS2017 774Document6 pagesBS2017 774Somil YadavNo ratings yet
- Energy and Cost Comparison of Building Cooling SystemsDocument9 pagesEnergy and Cost Comparison of Building Cooling SystemsPS KingNo ratings yet
- 49 4 ModelingDocument8 pages49 4 ModelingBelay AyalewNo ratings yet
- International Journal of Thermal Sciences: SciencedirectDocument11 pagesInternational Journal of Thermal Sciences: SciencedirectAnubhav SinghNo ratings yet
- Product Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungDocument20 pagesProduct Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- Biswadip Shome: Director Simulation Based DesignDocument8 pagesBiswadip Shome: Director Simulation Based Designtera.secret santaNo ratings yet
- M.tech Master Sem-3 Seminar - REportDocument22 pagesM.tech Master Sem-3 Seminar - REportPrashant VadattiNo ratings yet
- An Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalDocument16 pagesAn Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalBalakrishna T SNo ratings yet
- Midas NFX BrochureDocument36 pagesMidas NFX BrochureApoorv SharmaNo ratings yet
- Shell& Tube HT DesignDocument8 pagesShell& Tube HT Designvsraochemical1979100% (1)
- Modeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideFrom EverandModeling and Simulation of Thermal Power Plants with ThermoSysPro: A Theoretical Introduction and a Practical GuideNo ratings yet
- Energy Efficient High Performance Processors: Recent Approaches for Designing Green High Performance ComputingFrom EverandEnergy Efficient High Performance Processors: Recent Approaches for Designing Green High Performance ComputingNo ratings yet
- Soal Ujian Akhir Praktikum MudDocument4 pagesSoal Ujian Akhir Praktikum MudTaufik Budi WibowoNo ratings yet
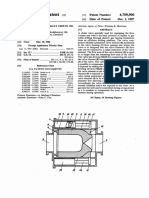
- Us4709900 PDFDocument20 pagesUs4709900 PDFTaufik Budi WibowoNo ratings yet
- United States Patent (19) 11 4,274,432: 75 Inventors: Karl N. Tunstall, Farmers Branch E636 / ... 137/315Document5 pagesUnited States Patent (19) 11 4,274,432: 75 Inventors: Karl N. Tunstall, Farmers Branch E636 / ... 137/315Taufik Budi WibowoNo ratings yet
- Applied Thermal Engineering: Jiangfeng Guo, Lin Cheng, Mingtian XuDocument7 pagesApplied Thermal Engineering: Jiangfeng Guo, Lin Cheng, Mingtian XuMuhammadEhtishamSiddiquiNo ratings yet
- 10 1016@j Enconman 2011 07 003 PDFDocument7 pages10 1016@j Enconman 2011 07 003 PDFTaufik Budi WibowoNo ratings yet
- Enviroemntal Oil and Gas Project Management PDFDocument76 pagesEnviroemntal Oil and Gas Project Management PDFOrtiz CatalinaNo ratings yet
- Nocchi Pentair Pompe VLRDocument14 pagesNocchi Pentair Pompe VLRThomas MyszkaNo ratings yet
- Bard - Site Rite - Ultrasound-EnDocument42 pagesBard - Site Rite - Ultrasound-EnVicNo ratings yet
- Modern Accounting How To Overcome Financial Close ChallengesDocument26 pagesModern Accounting How To Overcome Financial Close ChallengesGracie BautistaNo ratings yet
- Computer QuizDocument11 pagesComputer QuiznivlalrakobmasNo ratings yet
- FOI Finder - Rev01Document90 pagesFOI Finder - Rev01Muhammad Fahmmi Bin MahmudNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- Operation With Large No 5Document14 pagesOperation With Large No 5Debayan BiswasNo ratings yet
- Tiny Tweaks James WedmoreDocument31 pagesTiny Tweaks James WedmoreErise Global100% (1)
- OP Lifting Equipment 1006Document1 pageOP Lifting Equipment 1006Sinead1990No ratings yet
- A Study On Rainfall Prediction Techniques: December 2021Document16 pagesA Study On Rainfall Prediction Techniques: December 2021Suraj JadhavNo ratings yet
- Chapter 2 - Data Envelopment AnalysisDocument28 pagesChapter 2 - Data Envelopment AnalysisAbhishek ManeNo ratings yet
- Differences Between EXCEL, SHEETS, OpenOffice CALC, & Calc de LibreOfficeDocument5 pagesDifferences Between EXCEL, SHEETS, OpenOffice CALC, & Calc de LibreOfficeCarmen RIAÑO LARBURUNo ratings yet
- BPAG 172 Solved AssignmentDocument6 pagesBPAG 172 Solved AssignmentDivyansh BajpaiNo ratings yet
- Cybersecurity Essentials v3 0 OverviewDocument1 pageCybersecurity Essentials v3 0 OverviewMuhammad Yasir KhanNo ratings yet
- Unit 9 - Lesson D: Identity Theft: Touchstone 2nd Edition - Language Summary - Level 3Document2 pagesUnit 9 - Lesson D: Identity Theft: Touchstone 2nd Edition - Language Summary - Level 3Janeth GuerreroNo ratings yet
- Department of Information Technology: Mini Project TitleDocument4 pagesDepartment of Information Technology: Mini Project TitleDr. Anuradha S GNo ratings yet
- Walworth Trunnion Ball 2011 1Document84 pagesWalworth Trunnion Ball 2011 1Andersson Benito HerreraNo ratings yet
- Computer Memory Contingent On The Protein Bacterio RhodopsinDocument26 pagesComputer Memory Contingent On The Protein Bacterio Rhodopsinak562192No ratings yet
- Using Machine Learning Algorithms To Analyze Crime Data: March 2015Document13 pagesUsing Machine Learning Algorithms To Analyze Crime Data: March 2015pavithraNo ratings yet
- Turbine Speed Sensor Removal (TB-50LS) : 1. Preliminary and Post Procedures 1. Preliminary ProceduresDocument17 pagesTurbine Speed Sensor Removal (TB-50LS) : 1. Preliminary and Post Procedures 1. Preliminary ProceduresPatricio ValenciaNo ratings yet
- To Determine The Specific Resistance of The Given Wires, Using Ohm's LawDocument13 pagesTo Determine The Specific Resistance of The Given Wires, Using Ohm's LawSivaRamaKrishnan R.No ratings yet
- 2.2.7 Practice - Writing A Business Letter (Practice)Document10 pages2.2.7 Practice - Writing A Business Letter (Practice)EpicBryan737 YTNo ratings yet
- A Sophisticated Secured Smart Metering SystemDocument8 pagesA Sophisticated Secured Smart Metering SystemTesterNo ratings yet
- Low-Temperature Multichip-To-Wafer 3D Integration Based On Via-Last TSV With OER-TEOS-CVD and Microbump Bonding Without Solder ExtrusionDocument6 pagesLow-Temperature Multichip-To-Wafer 3D Integration Based On Via-Last TSV With OER-TEOS-CVD and Microbump Bonding Without Solder ExtrusionIvan HuNo ratings yet
- ISO 26262-10-2012-Road Vehicles Functional Safety Guideline On ISO 26262Document100 pagesISO 26262-10-2012-Road Vehicles Functional Safety Guideline On ISO 26262Cycy Hm100% (1)
- Computer ArchitectureDocument21 pagesComputer ArchitectureAsad JavedNo ratings yet
- Log 20230325Document3 pagesLog 20230325Hanggono Ari SwasonoNo ratings yet
- PV Elite: System RequirementsDocument10 pagesPV Elite: System RequirementsasmarNo ratings yet
- 2023 GIST Undergraduate Admission GuideDocument28 pages2023 GIST Undergraduate Admission GuideZubia NazNo ratings yet