You might also like
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Sa 249Document10 pagesSa 249ismaelarchilacastilloNo ratings yet
- A370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsDocument7 pagesA370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsChutha100% (2)
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument6 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceMartuaHaojahanSaragihSidabutarNo ratings yet
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument7 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General Servicesharon blushteinNo ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument8 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel PipeAlejandro GonzálezNo ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument8 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel PipeKhaled BoughellaNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaNo ratings yet
- A 376 Â " A 376M Â " 00 - QTM3NI0WMEEDocument6 pagesA 376 Â " A 376M Â " 00 - QTM3NI0WMEEhNo ratings yet
- Astm 178Document4 pagesAstm 178JOSEPH REFUERZONo ratings yet
- A420A420M-14 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument3 pagesA420A420M-14 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceChuthaNo ratings yet
- Asme Section Ii A Sa-423 Sa-423m PDFDocument6 pagesAsme Section Ii A Sa-423 Sa-423m PDFdavid perezNo ratings yet
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocument6 pagesSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesezequieltoniNo ratings yet
- Asme Sa268Document10 pagesAsme Sa268jimmysteelpipeNo ratings yet
- Astm A 249 PDFDocument9 pagesAstm A 249 PDFBez SofNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument9 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesIsmail TpNo ratings yet
- Asme Section Ii A Sa-178 Sa-178mDocument6 pagesAsme Section Ii A Sa-178 Sa-178mksd2No ratings yet
- Astm A268Document6 pagesAstm A268Joffre ValladaresNo ratings yet
- Astm A423 A423m-95Document3 pagesAstm A423 A423m-95FeteneNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument8 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesBagus Panji RANo ratings yet
- Seamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceDocument7 pagesSeamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceAlejandro GonzálezNo ratings yet
- A790a790m ObsoletoDocument8 pagesA790a790m ObsoletoAcácio AlvesNo ratings yet
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocument8 pagesSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceSofiaJabadanEspulgarNo ratings yet
- A358/a358m 12Document8 pagesA358/a358m 12Maria Ivana100% (1)
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesErick ERICKNo ratings yet
- Electric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe For High-Temperature Service and General ApplicationsDocument8 pagesElectric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe For High-Temperature Service and General ApplicationsQUALITY CONTROLNo ratings yet
- Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument7 pagesHot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesRoland CepedaNo ratings yet
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument9 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesHeri VillaNo ratings yet
- Sa 312 PDFDocument14 pagesSa 312 PDFAnilNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForKevin JosueNo ratings yet
- Asme Sa-358Document7 pagesAsme Sa-358Lora BoydNo ratings yet
- Seamless and Welded Steel Pipe For Low-Temperature ServiceDocument8 pagesSeamless and Welded Steel Pipe For Low-Temperature ServicemilecsaNo ratings yet
- Sa 178 2019Document5 pagesSa 178 2019Pavul RajNo ratings yet
- Astm A178Document4 pagesAstm A178Himanshu GaurNo ratings yet
- Astm A409 A409m 2001Document6 pagesAstm A409 A409m 2001Roland CepedaNo ratings yet
- Asme Section Ii A-2 Sa-789 Sa-789mDocument8 pagesAsme Section Ii A-2 Sa-789 Sa-789mdavid perezNo ratings yet
- Astm 269Document6 pagesAstm 269Willy SastraleksanaNo ratings yet
- A 376 Â " A 376M Â " 01 - QTM3NI0WMUEDocument7 pagesA 376 Â " A 376M Â " 01 - QTM3NI0WMUEhNo ratings yet
- A134 PDFDocument4 pagesA134 PDFAlberto DiazNo ratings yet
- Astm A803-12Document7 pagesAstm A803-12Артем ТитовNo ratings yet
- Asme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater TubesDocument10 pagesAsme-803 Specification For Welded Ferritic Stainless Steel Feedwater Heater Tubeslucecita1902No ratings yet
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDocument4 pagesCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNo ratings yet
- Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument13 pagesSpecification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsjscfNo ratings yet
- Astm A358Document10 pagesAstm A358Swapnil ModakNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesJerry BeanNo ratings yet
- Astm A358Document8 pagesAstm A358Dyna Mafikasari100% (2)
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument8 pagesSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubeswiNo ratings yet
- Seamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceDocument7 pagesSeamless Austenitic Steel Pipe For High-Temperature Central-Station ServicehNo ratings yet
- Astm A790Document9 pagesAstm A790maniyarasanNo ratings yet
- A 249 - A 249M - 16a PDFDocument10 pagesA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument7 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesvuqar0979No ratings yet
- Specification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesDocument6 pagesSpecification For Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezNo ratings yet
- High-Frequency Induction Welded, Unannealed, Austenitic Steel Condenser TubesDocument3 pagesHigh-Frequency Induction Welded, Unannealed, Austenitic Steel Condenser TubesAhmad JrDtNo ratings yet
- Electric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForDocument6 pagesElectric-Fusion (Arc) - Welded Steel Pipe (NPS 4 and Over) : Standard Specification ForAdrian RenteriaNo ratings yet
- Seamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForDocument3 pagesSeamless and Electric-Welded Low-Alloy Steel Tubes: Standard Specification ForNur Achmad BusairiNo ratings yet
- A 564 - A 564M - 01 Qtu2nc0wmqDocument7 pagesA 564 - A 564M - 01 Qtu2nc0wmqPRASANTH PRASANTHNo ratings yet
- Astm A249a249m-16Document10 pagesAstm A249a249m-16Eugene DerkachNo ratings yet
- A 334 Â " A 334M Â " 04 - QTMZNC0WNADocument6 pagesA 334 Â " A 334M Â " 04 - QTMZNC0WNAhNo ratings yet
- Astm A376 A376m 2012Document7 pagesAstm A376 A376m 2012prabuharan89No ratings yet
- Sa-530 For Flattening HeightDocument10 pagesSa-530 For Flattening HeightmaheshNo ratings yet
- The Dow Chemical Company Engineering Specification Process Containment K9S-1010-01 Ol2K 04-JAN-2005 Page 1 of 7Document7 pagesThe Dow Chemical Company Engineering Specification Process Containment K9S-1010-01 Ol2K 04-JAN-2005 Page 1 of 7maheshNo ratings yet
- The Dow Chemical Company Engineering Specification Process Containment K9S-1000-02 Ol2K 06-JAN-2005 Page 1 of 4Document4 pagesThe Dow Chemical Company Engineering Specification Process Containment K9S-1000-02 Ol2K 06-JAN-2005 Page 1 of 4maheshNo ratings yet
- The Dow Chemical Company Engineering Specification Process Containment K9S-1000-01 Ol2K 7-JAN-2005 Page 1 of 17Document17 pagesThe Dow Chemical Company Engineering Specification Process Containment K9S-1000-01 Ol2K 7-JAN-2005 Page 1 of 17maheshNo ratings yet
- Asme2c Cu Sfa-5 - 6Document20 pagesAsme2c Cu Sfa-5 - 6maheshNo ratings yet
- Detecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsDocument9 pagesDetecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless SteelsmaheshNo ratings yet
- Astm D 792Document7 pagesAstm D 792maheshNo ratings yet
- The Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4Document4 pagesThe Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4maheshNo ratings yet
- Iso 8502 6 PDFDocument9 pagesIso 8502 6 PDFmahesh33% (3)
- G8S 5070 03 PDFDocument1 pageG8S 5070 03 PDFmaheshNo ratings yet
- G8S 4001 53 PDFDocument2 pagesG8S 4001 53 PDFmaheshNo ratings yet
- Ultrasonic Thickness MeasurementDocument12 pagesUltrasonic Thickness MeasurementmaheshNo ratings yet
- Ultrasonic Examination of ForgingsDocument3 pagesUltrasonic Examination of ForgingsmaheshNo ratings yet
- Ultrasonic Examination of PlateDocument1 pageUltrasonic Examination of PlatemaheshNo ratings yet
- G8S 5034 03 PDFDocument4 pagesG8S 5034 03 PDFmaheshNo ratings yet
- General Requirements For Ultrasonic ExaminationsDocument11 pagesGeneral Requirements For Ultrasonic ExaminationsmaheshNo ratings yet
- The Dow Chemical Company Engineering Specification Materials G8S-4001-60 Global 16-JAN-2003 Page 1 of 2Document2 pagesThe Dow Chemical Company Engineering Specification Materials G8S-4001-60 Global 16-JAN-2003 Page 1 of 2maheshNo ratings yet
- G8S 5034 01 PDFDocument6 pagesG8S 5034 01 PDFmaheshNo ratings yet
- Ultrasonic Examination of Pipe and TubingDocument2 pagesUltrasonic Examination of Pipe and TubingmaheshNo ratings yet
- The Dow Chemical Company Engineering Specification Materials G8S-4001-50 Global 14-MAR-2002 Page 1 of 4Document4 pagesThe Dow Chemical Company Engineering Specification Materials G8S-4001-50 Global 14-MAR-2002 Page 1 of 4maheshNo ratings yet
- Steel Bridge Fabrication Guide Specification: American Association of State Highway and Transportation OfficialsDocument64 pagesSteel Bridge Fabrication Guide Specification: American Association of State Highway and Transportation Officialsmahesh100% (1)
- DotCom Secrets SummaryDocument12 pagesDotCom Secrets SummaryMateo Estrada100% (2)
- Strand Century Lighting 4306 Antares Softlight Spec Sheet 6-77Document2 pagesStrand Century Lighting 4306 Antares Softlight Spec Sheet 6-77Alan Masters100% (1)
- Youtube SEO ToolkitDocument91 pagesYoutube SEO ToolkitBigDog Games100% (3)
- Wartsila O E W 32 PGDocument190 pagesWartsila O E W 32 PGJohann Alexander Caballero Bohorquez100% (1)
- GameFAQs Breath of Fire II (SNES) Dragon FAQ by RaiuDocument9 pagesGameFAQs Breath of Fire II (SNES) Dragon FAQ by RaiulizardonNo ratings yet
- DIAGRAMA Cat c15 BiturboDocument2 pagesDIAGRAMA Cat c15 Biturbohecazorla75% (4)
- Silfab SIL 330 BL 20200910 FinalDocument2 pagesSilfab SIL 330 BL 20200910 Finalboyz535261No ratings yet
- R12 White Paper On Automatic Creation of Bank Account Transfer Through Sweep Transaction and Cash Leveling ProgramDocument35 pagesR12 White Paper On Automatic Creation of Bank Account Transfer Through Sweep Transaction and Cash Leveling ProgramrpillzNo ratings yet
- Test 1 Unit 5 - Grade 10Document9 pagesTest 1 Unit 5 - Grade 10Hường NgôNo ratings yet
- Cooling TowerDocument27 pagesCooling Towerjogedhayal100% (1)
- Purpose:: Procedure Manual FifoDocument3 pagesPurpose:: Procedure Manual FifoartiNo ratings yet
- CAPODocument3 pagesCAPOapi-3697505100% (1)
- TM-5 Lubricator Bijur DelimonDocument3 pagesTM-5 Lubricator Bijur DelimonFaulhaber Adrian100% (1)
- Beam FormulasDocument5 pagesBeam FormulasDaniel VuletaNo ratings yet
- Unit 3 NumericalsDocument18 pagesUnit 3 NumericalsManikandan P Engineering EEE50% (4)
- Pe - 1969-03Document116 pagesPe - 1969-03Anonymous kdqf49qbNo ratings yet
- Curriculum Vitae: Umamahesh .MavuluriDocument3 pagesCurriculum Vitae: Umamahesh .MavuluriUmamahesh MavuluriNo ratings yet
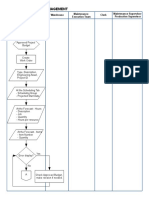
- EAM - Process Flow - Work Order ManagementDocument3 pagesEAM - Process Flow - Work Order ManagementjoyxeniaNo ratings yet
- CSO Cheat SheetDocument4 pagesCSO Cheat SheetFreshyAndMessyNo ratings yet
- Final Project PDFDocument40 pagesFinal Project PDFNishantNo ratings yet
- Ic 7410Document108 pagesIc 7410Luciano HoraNo ratings yet
- Fiber SM MM Pigtails DatasheetDocument2 pagesFiber SM MM Pigtails DatasheetS BanerjeeNo ratings yet
- 3880 Hepworth To OSMA BG Conversion Guide WEBDocument24 pages3880 Hepworth To OSMA BG Conversion Guide WEBzfrlNo ratings yet
- ANSYS Analysis of Single Phase Induction Motor - Hani Aziz AmeenDocument74 pagesANSYS Analysis of Single Phase Induction Motor - Hani Aziz AmeenHani Aziz Ameen50% (2)
- Thesis Laser CladDocument177 pagesThesis Laser Cladgacm98No ratings yet
- Filetype PDF Electronic Data Interchange A Total Management GuideDocument2 pagesFiletype PDF Electronic Data Interchange A Total Management GuideMikeNo ratings yet
- Create ER DiagramsDocument8 pagesCreate ER DiagramsPremNo ratings yet
- RAM Connection Standalone CE ReportDocument4 pagesRAM Connection Standalone CE ReportThanh ViệtNo ratings yet
- Dimebag Wah ManualDocument9 pagesDimebag Wah ManualCharles MichaelNo ratings yet
- TH Solutions Feedback Oscillators October 2019.PDF Version 1Document2 pagesTH Solutions Feedback Oscillators October 2019.PDF Version 1Nida Bagoyboy NatichoNo ratings yet