You might also like
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- Presentation Dust Suppression System Maitek EngDocument5 pagesPresentation Dust Suppression System Maitek EngGonzalo Muñoz MoreiraNo ratings yet
- Safety in the Chemical Laboratory and Industry: A Practical GuideFrom EverandSafety in the Chemical Laboratory and Industry: A Practical GuideNo ratings yet
- Hazard Analysis Worksheet Ingredients 2020 VerDocument2 pagesHazard Analysis Worksheet Ingredients 2020 VerDanessa Llagas100% (1)
- Young New Worker Orientation Part 2 - October 2015Document4 pagesYoung New Worker Orientation Part 2 - October 2015api-292000448No ratings yet
- Inspection Management System (IMS) : RDMP Jo BalikpapanDocument39 pagesInspection Management System (IMS) : RDMP Jo BalikpapanIRC RDMPNo ratings yet
- Latihan Food Safety Risk AssessmentDocument6 pagesLatihan Food Safety Risk Assessmentiyus kusnandar100% (1)
- Evaluation of Detergents and Washing ProcessesDocument14 pagesEvaluation of Detergents and Washing ProcessesKushagradhi DebnathNo ratings yet
- Health and Safety Management Manual With Procedures ExampleDocument13 pagesHealth and Safety Management Manual With Procedures ExampleVepxvia NadiradzeNo ratings yet
- HACCP Blank Form 3Document1 pageHACCP Blank Form 3kristinemaemutiaNo ratings yet
- Context Needs Expectation - v2Document6 pagesContext Needs Expectation - v2zerihunNo ratings yet
- 4.2 Understanding Interested Parties NeedsDocument3 pages4.2 Understanding Interested Parties NeedsYen Trang Vo NhiNo ratings yet
- Driving PSM Performance Beyond Kpi Metrics BehieDocument37 pagesDriving PSM Performance Beyond Kpi Metrics BehieNhut NguyenNo ratings yet
- Risk AssesmentsDocument11 pagesRisk AssesmentsSalvacion JaroNo ratings yet
- Environmental Aspects & Impacts For PlantDocument5 pagesEnvironmental Aspects & Impacts For PlantDarren TanNo ratings yet
- Fact Sheet 2 - Food Safety ProgramsDocument5 pagesFact Sheet 2 - Food Safety Programsshanmugam thevapriyanNo ratings yet
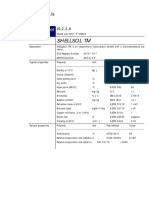
- Shelsol Shoc CardDocument3 pagesShelsol Shoc Cardvinil radhakrishnaNo ratings yet
- 2020-06-17 - Intertek White Paper - The Declaration of Compliance and The Supply ChainDocument8 pages2020-06-17 - Intertek White Paper - The Declaration of Compliance and The Supply ChainBasvanLeeuwenNo ratings yet
- Safe Handling of Petroleum ProductsDocument12 pagesSafe Handling of Petroleum ProductsMwkthangkwr BrahmaNo ratings yet
- Introduction To ISO 9001 2015Document11 pagesIntroduction To ISO 9001 2015chrisNo ratings yet
- Pallet Jack Safety: Wear Personal Protective EquipmentDocument2 pagesPallet Jack Safety: Wear Personal Protective EquipmentRadhaKrishnan R100% (1)
- Inherent Safety Design PrinciplesDocument19 pagesInherent Safety Design PrinciplesAbdurrahman OsailanNo ratings yet
- Highly Hazardous ChemicalsDocument9 pagesHighly Hazardous Chemicalskalyani_saha3351No ratings yet
- SAFE-PELLETS Final Part A B C PDFDocument165 pagesSAFE-PELLETS Final Part A B C PDFSHEIKH MD. ARIF SIDDIQUINo ratings yet
- Food Contact Materials FINALDocument5 pagesFood Contact Materials FINALhoanam2009No ratings yet
- ISO 14159 2002 (E) - Character PDF DocumentDocument6 pagesISO 14159 2002 (E) - Character PDF DocumentGema Luisa Fuentes OrtegaNo ratings yet
- R1937-JSA-003 Job Safety Analysis For TrenchingDocument5 pagesR1937-JSA-003 Job Safety Analysis For TrenchingVineet AgrawalNo ratings yet
- InTech-Glp Good Laboratory PracticeDocument24 pagesInTech-Glp Good Laboratory PracticeTiwi100% (1)
- Nonyl PhenolDocument30 pagesNonyl PhenoljulianNo ratings yet
- Fire Protection Notice No 4Document47 pagesFire Protection Notice No 4Eric LungNo ratings yet
- 3 Jim Joy. ICMM Critical Control ManagementDocument34 pages3 Jim Joy. ICMM Critical Control ManagementLuis Olle ArrolaNo ratings yet
- ESH AwarenessDocument48 pagesESH Awarenessjocad031264100% (1)
- Handling of Hazardous MaterialsDocument3 pagesHandling of Hazardous MaterialsKuenieBondocoyNo ratings yet
- Resource Recovery of Coal Bed Methane Formation WaterDocument70 pagesResource Recovery of Coal Bed Methane Formation WaterKosan NamnamNo ratings yet
- Ems - Iso 14001Document22 pagesEms - Iso 14001gurmeet_salujaNo ratings yet
- PTW Site InstructionDocument13 pagesPTW Site InstructionAnonymous JtYvKt5XENo ratings yet
- Stress Training For EmployeesDocument24 pagesStress Training For EmployeesJonasNo ratings yet
- Powered Work Equipment Safety ProceduresDocument15 pagesPowered Work Equipment Safety ProceduresFrancisco M. RamosNo ratings yet
- Excel MSDS Database - Pressmans Pride - Chemgon CommercialDocument38 pagesExcel MSDS Database - Pressmans Pride - Chemgon CommercialAboo Khan100% (1)
- Chemical Management PlanDocument64 pagesChemical Management PlanyahyaNo ratings yet
- Hot Work ProcedureDocument36 pagesHot Work ProcedureShams JogNo ratings yet
- Risk assessment for laboratory equipmentDocument7 pagesRisk assessment for laboratory equipmentgullipalli srinivasa raoNo ratings yet
- Quality Management TechniquesDocument59 pagesQuality Management TechniquesShashi Bhusan SinghNo ratings yet
- Managing Risks of Hazardous Chemicals2 PDFDocument92 pagesManaging Risks of Hazardous Chemicals2 PDFBRLSwamyNo ratings yet
- 6 - HSNO Hazardous Substances Management ProcedureDocument4 pages6 - HSNO Hazardous Substances Management ProcedureardodotNo ratings yet
- Biopol - A Naturally Produced Biodegradable PolymerDocument1 pageBiopol - A Naturally Produced Biodegradable PolymerAnna WongNo ratings yet
- International Systems and StandardsDocument109 pagesInternational Systems and StandardsSaravana KumarNo ratings yet
- Chlorine Hazard AwarenessDocument83 pagesChlorine Hazard AwarenessNesgedioNo ratings yet
- Manual: Procedure Titel: HSE-ManualDocument11 pagesManual: Procedure Titel: HSE-ManualGeetha_jagadish30No ratings yet
- HACCP PlanDocument2 pagesHACCP PlanQA SCPLNo ratings yet
- SANS241-2011 - Part 2Document27 pagesSANS241-2011 - Part 2WynandKuilderNo ratings yet
- Amendment No. 3 February 2021 TO Is 10500: 2012 Drinking Water - SpecificationDocument3 pagesAmendment No. 3 February 2021 TO Is 10500: 2012 Drinking Water - SpecificationSharad JoshiNo ratings yet
- OH&S Objective Action Taken Resources Responsible Timeline Leading Indicators Lagging IndicatorsDocument1 pageOH&S Objective Action Taken Resources Responsible Timeline Leading Indicators Lagging IndicatorsdnmuleNo ratings yet
- l1 Manual EmsDocument48 pagesl1 Manual EmsUpasna PaniNo ratings yet
- Honda 2005 5-P Training InstructionsDocument11 pagesHonda 2005 5-P Training InstructionsjrodmwNo ratings yet
- Safe Operating Procedure (SOP) Development: PurposeDocument3 pagesSafe Operating Procedure (SOP) Development: Purposesaad100% (1)
- Chemical Handling TrainingDocument22 pagesChemical Handling Trainingnuraini arbainNo ratings yet
- EM001 Environment ManualDocument19 pagesEM001 Environment ManualAvinash KumarNo ratings yet
- Qualification of GMP by Lucy GakuhaDocument22 pagesQualification of GMP by Lucy Gakuhaemma100% (1)
- NAAQSManual Volume IDocument74 pagesNAAQSManual Volume INataraj NagarajanNo ratings yet
- ZOE EX-113.1cross Reference 22000 HACCPDocument2 pagesZOE EX-113.1cross Reference 22000 HACCPSarfraz EPIC ConsultingNo ratings yet
- Nazish Ansari: Career ObjectiveDocument4 pagesNazish Ansari: Career ObjectiveAliNo ratings yet
- Spices ManualDocument52 pagesSpices ManualKaushik LanjekarNo ratings yet
- Microbiological Guidelines For Ready To Eat Food PDFDocument15 pagesMicrobiological Guidelines For Ready To Eat Food PDFAliNo ratings yet
- Sapphire Textile Quality Policy Doc.# POL/QMS/QC/001Document1 pageSapphire Textile Quality Policy Doc.# POL/QMS/QC/001AliNo ratings yet
- QMS Doc Req.01Document10 pagesQMS Doc Req.01AliNo ratings yet
- HPA Micro Guidelines For RTE FoodsDocument5 pagesHPA Micro Guidelines For RTE FoodsSt John HallNo ratings yet
- Product Realization: Quality Plan Design Control Purchasing Manufac-Turing DeliveryDocument1 pageProduct Realization: Quality Plan Design Control Purchasing Manufac-Turing DeliveryAliNo ratings yet
- Records Required by ISO 9001:2000: # Clause Description of The Records What The Organization HasDocument1 pageRecords Required by ISO 9001:2000: # Clause Description of The Records What The Organization HasAliNo ratings yet
- QMS Deployment Kickoff CoveDocument16 pagesQMS Deployment Kickoff CoveAliNo ratings yet
- Seven QC Tools and New Seven QC ToolsDocument2 pagesSeven QC Tools and New Seven QC Toolsshubham agarwalNo ratings yet
- Feed Industry HACCP Auditor Manual Version 2Document61 pagesFeed Industry HACCP Auditor Manual Version 2AliNo ratings yet
- ISO 9001 Procedures RequiredDocument1 pageISO 9001 Procedures RequiredAliNo ratings yet
- Risk Assessment, Mitigation, & Contingency PlanDocument16 pagesRisk Assessment, Mitigation, & Contingency PlanAliNo ratings yet
- Storage Food Check List: Dry Goods YES NO CommentsDocument1 pageStorage Food Check List: Dry Goods YES NO CommentsAliNo ratings yet
- Risk-Based Thinking: ISO/TC 176/SC 2/N1283Document11 pagesRisk-Based Thinking: ISO/TC 176/SC 2/N1283AliNo ratings yet
- QMS TocDocument1 pageQMS TocAliNo ratings yet
- Haccp Manual: (Company Name)Document28 pagesHaccp Manual: (Company Name)Ali100% (1)
- HACCP Introduction-Refresher TrainingDocument66 pagesHACCP Introduction-Refresher TrainingAliNo ratings yet
- Haccp ManualDocument43 pagesHaccp ManualLuciano De Lima Rodrigues100% (2)
- Format No - QF-QMS-21 - Risk Assessment - Internal & External IssueDocument8 pagesFormat No - QF-QMS-21 - Risk Assessment - Internal & External IssueAli100% (1)
- HACCP Plan Fruit SaladDocument22 pagesHACCP Plan Fruit SaladHACCPEuropa83% (6)
- Training Prerequisite ProgramsDocument19 pagesTraining Prerequisite ProgramsArvion WinchesterNo ratings yet
- HACCP Study JoghurtDocument13 pagesHACCP Study JoghurtAliNo ratings yet
- Introduction To HACCPDocument24 pagesIntroduction To HACCPMohammed KhatibNo ratings yet
- Questionnaire - Food Certification: Section 1: Company/Organisation Details Name of Company or OrganizationDocument11 pagesQuestionnaire - Food Certification: Section 1: Company/Organisation Details Name of Company or OrganizationAliNo ratings yet
- Food Safety and TechnologyDocument22 pagesFood Safety and TechnologyDhanupriya Suresh KumarNo ratings yet
- Food WTDocument2 pagesFood WTAliNo ratings yet
- Food Safety Audit Checklist: Quality Systems ManualDocument6 pagesFood Safety Audit Checklist: Quality Systems ManualAliNo ratings yet
- Food Establishment Size GuidelinesDocument160 pagesFood Establishment Size Guidelinesmary34dNo ratings yet
- Safety Risk Assessment for AC Installation at OT2 Parcel C KL EcoCityDocument2 pagesSafety Risk Assessment for AC Installation at OT2 Parcel C KL EcoCitynaraNo ratings yet
- Accident Report Blast FurnaceDocument6 pagesAccident Report Blast FurnaceAldy GustaNo ratings yet
- HACCP Plan Orange JuiceDocument24 pagesHACCP Plan Orange JuiceHACCPEuropa100% (37)
- Vulnerability Capacity AssessmentDocument50 pagesVulnerability Capacity AssessmentCecilia RollonNo ratings yet
- Concepts, Principles and Elements of Disaster Readiness and Risk Reduction (DRRRDocument14 pagesConcepts, Principles and Elements of Disaster Readiness and Risk Reduction (DRRRShekaina Faith Cuizon Lozada100% (2)
- Hazard Identification and Risk Assessment Criteria Form Hazard Identification and Risk Assessment Criteria FormDocument21 pagesHazard Identification and Risk Assessment Criteria Form Hazard Identification and Risk Assessment Criteria FormElvyn Fabellore HerreraNo ratings yet
- NH MSDS BlackDocument6 pagesNH MSDS BlackBlack Flag CommunicationsNo ratings yet
- HHHHHDocument2 pagesHHHHHapi-307980348No ratings yet
- Defend 630 BaseDocument9 pagesDefend 630 BaseMohamed NouzerNo ratings yet
- HSE Training HistoryDocument1 pageHSE Training HistorysubhanmusadiqNo ratings yet
- Pregnant Employees Risk Assessment FormDocument6 pagesPregnant Employees Risk Assessment FormHNo ratings yet
- Safety Data Sheet for 2-Naphthol-6,8-disulfonic acidDocument8 pagesSafety Data Sheet for 2-Naphthol-6,8-disulfonic acidCH126 Dhruv SonaniNo ratings yet
- FGD Gypsum SDS checklistDocument6 pagesFGD Gypsum SDS checklistanton effendiNo ratings yet
- High Risk Construction Work Safe Work Method Statement (SWMS) TemplateDocument2 pagesHigh Risk Construction Work Safe Work Method Statement (SWMS) Templatekittu2207No ratings yet
- JSA For Concrete WorkDocument6 pagesJSA For Concrete Worklê ngọc tùng0% (1)
- Kitchen Incident ReportsDocument6 pagesKitchen Incident ReportsYutaka Tsumura100% (1)
- SF8 (Nutritional Status) Automated Grade 11 H.E.Document5 pagesSF8 (Nutritional Status) Automated Grade 11 H.E.rufino delacruzNo ratings yet
- Event Tree AnalysisDocument3 pagesEvent Tree AnalysisChristina OoiNo ratings yet
- Doom Super Multi Insects - Rev 1Document5 pagesDoom Super Multi Insects - Rev 1contrax8No ratings yet
- MSDS LCBDocument5 pagesMSDS LCBchristian de vano vienijghansNo ratings yet
- ERA Sphere Tank (Terminal 3)Document12 pagesERA Sphere Tank (Terminal 3)Mohamad Nazmi Mohamad RafianNo ratings yet
- Process Safety Conference Presentation - Benoy JosephDocument16 pagesProcess Safety Conference Presentation - Benoy JosephBenoy Johnson JosephNo ratings yet
- Lab Safety Manual TemplateDocument2 pagesLab Safety Manual TemplateKhyle Laurenz DuroNo ratings yet
- CematrixDocument379 pagesCematrixAHNo ratings yet
- Safety Manual Series 854 ATG/XTG Level GaugesDocument20 pagesSafety Manual Series 854 ATG/XTG Level Gaugesjust_hammaNo ratings yet
- CRDB Bank Job Opportunities Senior Specialist Occupational Safety ComplianceDocument3 pagesCRDB Bank Job Opportunities Senior Specialist Occupational Safety ComplianceAnonymous FnM14a0No ratings yet
- Resealable Polybag MSDSDocument4 pagesResealable Polybag MSDSbarehat119No ratings yet
- Safe Handling of Hazardous ChemicalsDocument5 pagesSafe Handling of Hazardous ChemicalsMohamed SalemNo ratings yet
- Workplace Inspection ChecklistDocument64 pagesWorkplace Inspection ChecklistMHDNo ratings yet
- Periodisation TemplateDocument1 pagePeriodisation TemplateCarla BaraybarNo ratings yet